Honda节能车大赛车架制造Word格式.docx
《Honda节能车大赛车架制造Word格式.docx》由会员分享,可在线阅读,更多相关《Honda节能车大赛车架制造Word格式.docx(23页珍藏版)》请在冰豆网上搜索。
未完成
车架主体焊接
二级传动安装
转向把手底座焊接
主销及转向拉杆、转向系统安装
左右转向主销制作焊接
发动机安装
后轴支架焊接
前后车轮安装(包括制动系统)
发动机外围零部件
(起动机、电池、电路等)
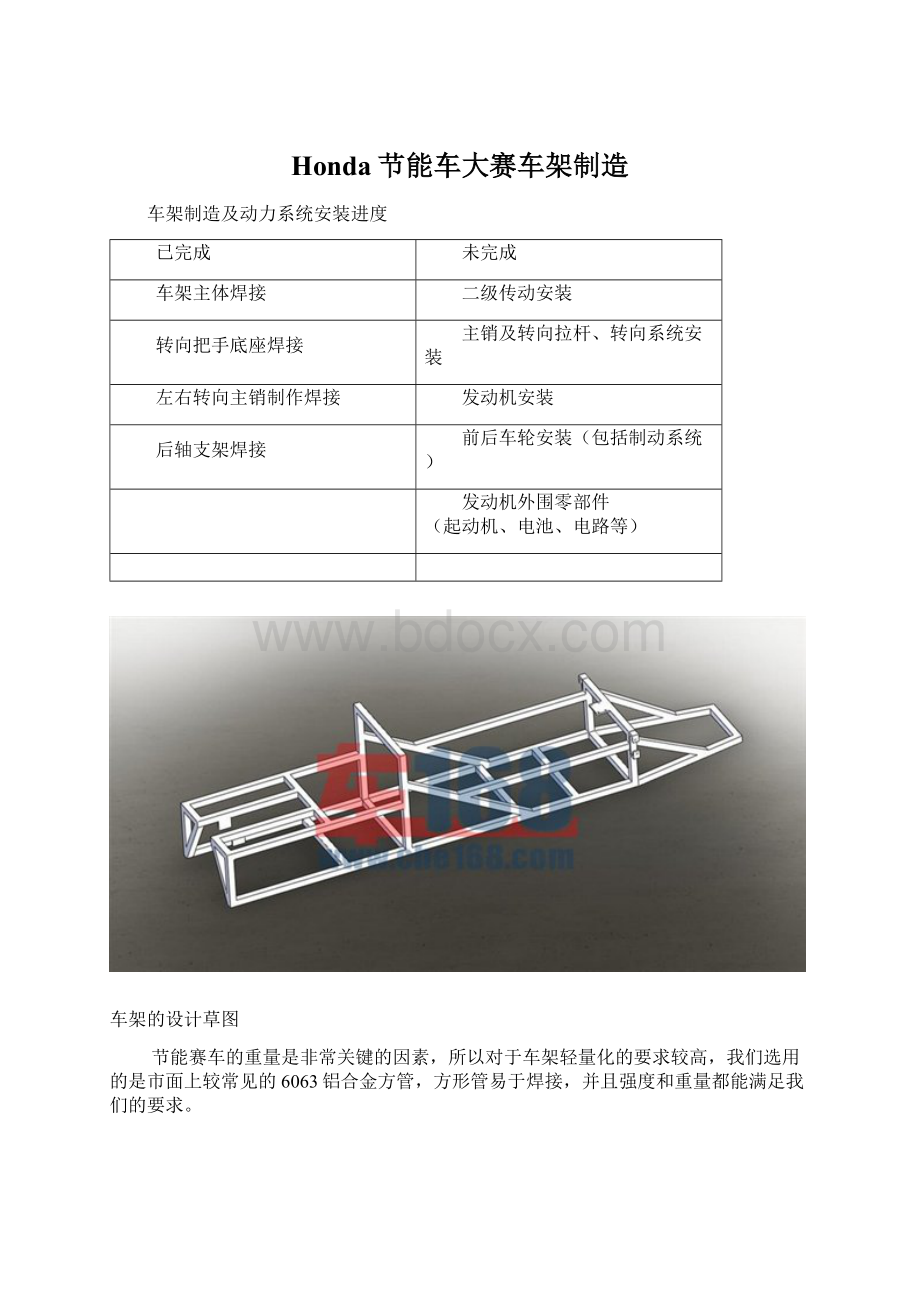
车架的设计草图
节能赛车的重量是非常关键的因素,所以对于车架轻量化的要求较高,我们选用的是市面上较常见的6063铝合金方管,方形管易于焊接,并且强度和重量都能满足我们的要求。
因为铝材容易发生热变形,所以铝焊接的工艺要求比钢焊接高,我们找到了一家专门做铝焊接的加工厂制作车架。
这里使用的是氩弧焊机,氩气的保护和冷却作用提供了较高的焊缝质量,同时焊接变形小、应力小,适合铝材的焊接加工。
“偌大”的厂房,看起来确实很空旷
首先要按照图纸对管材进行切割加工
9根两米长的管材最后只剩下一根半
长度和角度都需要尽可能精确,以保证最后成型的车架能够与图纸一致
在市场上购买的铝合金材料外面都有一层氧化层,起保护防氧化的作用,这样在焊接时会妨碍焊接面的融合,所以在焊接前先要把氧化层打磨掉。
需要焊接的位置都需要打磨
根据图纸,在需要焊接的位置做标记,一一打磨
接下来就是焊接的工序,因为大多数焊接件都是以直角或成角度焊接,任何两个焊接件之间角度的误差都会导致整个车架的变形,所以在焊缝未完全冷却时,焊接师傅需要对着角尺调整焊接件的角度。
使用的焊机是氩弧焊机,氩气作为保护气,其特点是焊接变形和应力小,
焊缝质量高,适合铝、镁、铜金属或合金的焊接
焊枪和铝镁合金焊条
焊接师傅正在操作
对于各部件,先做点焊固定,然后再做满焊
焊接完成后的焊缝
对着角尺调整焊接件的角度
由于车架采用了框架式结构,所以很多已经焊接好的位置需要继续往上焊接零件,这个时候依然需要再次打磨焊接面,连焊缝也要一并打磨平整。
被磨平的焊缝
另外,在两端已密闭的管材上焊接时,为了防止高温造成管材内空气受热膨胀造成变形,需要在焊接位置用电钻打一个小孔,是空气流通,防止管材膨胀变形。
焊接面上的小孔
 升级会员
升级会员 