检测报告Word格式文档下载.docx
《检测报告Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《检测报告Word格式文档下载.docx(23页珍藏版)》请在冰豆网上搜索。
C类
基本尺寸
m
L=460+10-5
458
D=8+0.120
8.05
G=53+1-2
53.5
T=80-0.15
8.0
表面质量
mm
各零部件表面不应有裂缝,锈腐蚀和有害伤痕,茅厕等缺陷
凡经表面处理的零件,须色泽均匀,不得有明显的斑疤,麻点,遗漏,气泡,剥层和流痕
刀片刃口两斜面表面粗造度Ra不大于3.2μm
刀片其余切削加工部委的表面粗造度Ra不大于6.33.2μm
刃口间隙
断线钳必须具有调节刃口间隙的功能,剪切试验后,经调节的刃口间隙应在0~0.6mm
0.09
零件硬度
螺栓硬度不低于HRC33-40
33.0/33.5/33.0
压板硬度不低于HRC3-40
34.0/33.5/33.5
赢吧硬度不低于HRC33-40
40.0/39.5/39.5
注:
“+”为符合“—”为不符合
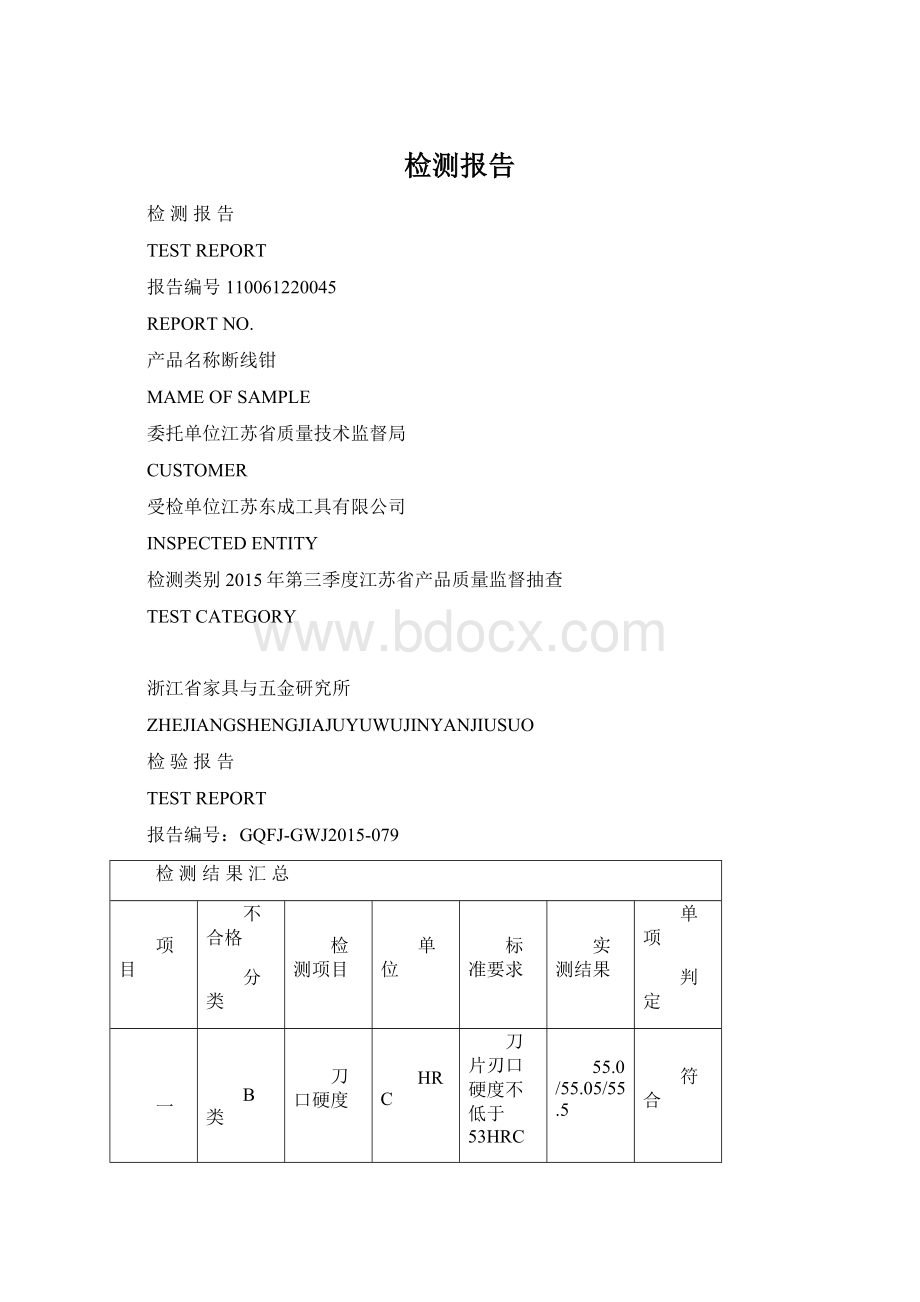
报告编号110061220015
产品名称内六角扳手
GQFJ-GWJ2015-086
样品名称
内六角扳手
商标
DLTC
规格型号
(等级)
9件套
1.5mm/10mm
合格品
样品特性和状态
无异常完好
生产日期
/
生产
名称
邮编
地址
电话
受检
中国大力控股有限公司
325612
中国乐清芙蓉工业区
577-62288888
委托
样品接收日期
2015年10月30日
抽样基数
送样数量
1套
检测日期
2015年11月5日
抽样数量
抽样地点
检测环境条件
温度/℃,湿度/%
抽样日期
检测地点
本站
检测依据标准(方法)编号名称
GB/T5356-1998
抽样方案
扭矩、硬度、尺寸、垂直度、直线度、表面处理
检测结论
委托的样品经检测,按照上述检测依据的基数指标的要求,所检项目除尺寸(L/1)实测,其余符合,详见本报告检测结果汇总页。
签发日期:
说明
报告编号110061220050
产品名称钢丝钳
GQFJ-GWJ2015-307
项
数
不合格分
类及分组
标准要求
B
I
组
抗弯强度
变形量
钳柄在承受额定载荷1400N后,其永久变形量S不得超过1.0mm
试验后,钳体不能出现影响使用的变形
扭力试验
在钳柄规定的位置上向两个方向施加扭矩20Nm,其最大扭转角α不得超过±
20°
试验后,其钳腮和钳口不应出现影响使用的松动和永久变形
II
剪切性能
最大剪切为F1为580N
578
试验后,签字的刃口不应出现凹坑,卷刃和崩刃现象
C
夹持面硬度
不低于44HRC
59.0/56.5/59.0
剪切有色金属丝
钢丝钳应能在全刃口内顺利地剪切有色金属丝
尺寸检验
L=200±
11
197
L3=40±
8
41
W3max=32
29
W4max=8
6
T4max=8
嘴顶
偏摆量
钳子的嘴顶应平整,嘴顶偏摆量不得超过0.2mm
0.20
刃口缝隙
在紧握钳柄的状态下,其刃口缝隙不得大于0.5mm
嘴顶缝隙
在紧握钳柄的状态下,其最大缝隙g不大于0.5mm
III
灵活度
钳头应能灵活地闭合或撑开,不在大于18N的作用力下,其撑开角度应不小于22°
钳体表面不应有裂缝、毛刺、凹坑和锈迹等缺陷。
钳体外形应匀称、平整一致
钳体上的商标清晰、端正、且不易消除
报告编号110061220055
产品名称齐头扁锉
项数
1
齿尖硬度与锋锐性
用55-57HRC检验板进行,齿尖不得有崩刃和打滑现象
2
锉身硬度
硬度≥62
65/65/65
3
齿形
度
主锉纹条数≤28条时不得超过—10°
,大于等于32条时不得超过-14°
-9
4
直线度
测量长度50mm
宽面≤0.08
0.06
窄面≤0.10
0.08
5
锉柄硬度
从柄尖起全长3/5区域内不得高于38HRC
<20
锉梢端与平行部分
相应面的距离公差
Mm
锉梢端与锉身平行部分相应面的距离公差不大于0.6mm
0.5
7
相邻垂直度
相邻面垂直度公差不大于2°
<2
锉身表面不允许有折叠,黑斑,崩齿裂纹、锈迹等缺陷
9
尺寸
L=200±
200
B=200-1.2
19.3
8=4.50-0.8
4.2
报告编号110061220063
产品名称套筒头子
检验结果汇总
16mm
23mm
26mm
套筒对边S尺寸
规格
16
23
26
偏差
+0.27
+0.05
+0.36
+0.06
+0.48
+0.08
扭矩
N.m
301
455
>301
>455
硬度
≥39
44.5/46.0/45.0
47.5/48.0/47.5
45.5/45.0/45.0
方孔对边尺寸S2
S2=12.76~13.03
12.86
12.85
12.80
结合能力
方榫和方孔应结合可靠,脱卸方便
电镀质量
套筒表面应进行电镀,气色泽均匀,不应有气泡,漏镀,烧焦,起皮等缺陷
表面吃凉
套筒应壁厚均匀,内外表面不应有裂纹、毛刺、斑疤等影响使用缺陷,六角孔表面粗造度Ra值不大于25μm且各角清晰
报告编号110061220056
产品名称十字旋具
GQFJ-GWJ2015-302
单相
φ6*100
2#*150mm
一字
十字
旋杆扭矩
Nm
一字旋杆应承受8.2Nm,试验后,不损坏
>8.2
连接强度
旋杆与旋柄应装配牢固,在承受大于8.2Nm的试验扭矩后,不得松动
旋杆硬度
一字旋具硬度不低于50HRC,+字旋具其硬度不低于54HRC
53.0/53.0/53.0
56.0/56.0/55.5
螺钉旋具的旋柄应有足够的强度,且表面光滑,握捏舒适
旋柄表面不应有裂纹、缩孔、气泡等缺陷
螺钉旋具旋杆应进行表面处理
一字槽螺钉旋具旋杆的工作端面应与旋杆轴线垂直
十字槽螺钉旋具旋杆的工作部应偏斜
101
150
L=100+50
L=150+50
旋杆头部
a(实测)
1.12
实测
b(实测)
6.54
旋杆头精度(止通规)
磁性试验
带有磁性的螺钉断句,其旋杆应具有足够的磁力,能够吸起(φ6*100)φ6mm和(2#*150mm)φ8.5mm的钢球
产品名称扭力扳手
报告编号110061220095
产品名称卷尺
GQFJ-GWJ2015-082
单项判定
示值误差
自零点端起到任意线纹的示值应符合△=±
(0.3+0.2*L)
0.1
标记正确
毫米,5毫米,厘米、分米的线纹长度应有明显区别,应垂直到边
线纹均匀清晰
尺带的全部线纹必须均匀清晰,垂直道边
尺带覆盖层
涂膜尺带表面应光滑牢固,色泽均匀
尺带伸缩灵活
经装配后的卷尺必须牢固,尺带伸缩灵活制动可靠
尺带3~5m长度不大于6mm
<6
挺直长度
尺带宽度在19~<25,挺直长度为≥1200
2100
标记明显
数字和标记必须明显正确
线纹宽度
%
同类线纹宽度差不得超过线纹最大宽度的30%
10
尺盒表面质量
塑料尺盒表面应色泽均匀,光滑、完整
GQFJ-GWJ2015-099
1、本报告式对本公司生产的产品零件进行定期检验的结论报告。
2、本报告包括对零件几何尺寸及测量检验报告。
3、检测设备:
量具检测器具等。
零件尺寸检测报告
几何尺寸检验
几何尺寸与零件硬度(HRC)测量值(mm)
零件名称
塞尺
长度
宽度
材质硬度
要求值
18*135
135
18
60-65
实测值
62
21*105
105
21
尺身选用优质不锈钢,表面用不生锈,比普通产品加厚30%,不易变形,确保测量精度。
检验结论:
符合检验标准要求
检验人员:
王铁军检验日期:
2015年.8月16日
审核人员:
秦永平审核日期:
GQFJ-GWJ2015-109
2、本报告包括对零件几何尺寸及切削硬度检验报告。
洛氏硬度计、二次元刀具投影仪、工量检测器具等。
刃长
刃宽
总长
刃部硬度
98
0.3
60-68
65.4
曹建检验日期:
2015年.8月10日
范峰审核日期:
GQFJ-GWJ2015-146
本报告式对本公司生产的产品零件进行定期检验的结论报告。
本报告包括对质量检验报告
零件硬度(HRC)测量值(mm)
名称
规格
长度
材质
质量数据
割枪
30型
580
黄铜
≥95
93
100型
95
300型
92
全铜主体,精抛处理,达到国内CCC认证技术签定
YB/JQ101.10钢铁企业机修制造通用技术条件焊接结构件
先开乙炔开关,点燃,然后再通过调节混合气和乙炔的大小来控制火焰的大小,对待切割物预热,当达到熔融状态的时候,打开高风开关,进行切割。
常用割枪有GB-30、GB-100、GB-300三种。
每种割枪可配备几种不同孔径的割嘴以切割不同厚度的金属。
割嘴号码有1#、2#、3#,号码越大切割的金属越厚。
一、试验钳体
两台钻铣中心TC380于06年3月份验收使用至今,其攻丝能一直未正常使用,期间我们作过一系列试验效果均不理想(使用不同厂家丝锥,使用不同形式在丝锥夹头,更换切削液等)。
二、试验目的:
验证钻铣中心TC380的攻丝能力。
找出影响零件攻丝效果的主要因素。
三、试验说明:
工艺条件:
此次试验我方带去工件200件、西工丝锥5支,产丝锥3支/φ10.8锥柄麻花钻支,φ15锥柄麻花钻头1支,R5中心钻1支、钻孔攻丝夹具,机床(R510)及相应钻夹、丝锥夹头(带扭矩保护)。
工艺:
钻引导孔(中心钻)→钻孔(φ10.8钻头)→倒角(φ15钻头)→攻丝。
工艺路线、钻孔孔径深度、攻丝规格深度均与我公司的TC380原机床加工情况相同。
为试验进口丝锥,用日本产丝锥替上刃丝锥。
同样适用柔性公司夹头。
R510的丝锥夹头带扭矩保护。
TC380上丝锥夹头不带扭矩保护。
四、检验结论:
钻铣中心TC380的攻丝能力与R510攻丝能力相近,影响零件攻丝的主要因素是丝锥,刀夹、机床和冷却液对零件攻丝的的效果,符合检验标准要求。
报告编号110061220033
产品名称铁路工具(56单头扳手)
委托单位山东省质量技术监督局
受检单位淄博博山万里通铁路工具厂
检测类别2015年第四季度山东省产品质量监督抽查
山东省家具与五金研究所
SHANDONGSHENGJIAJUYUWUJINYANJIUSUO
报告编号110061220018
产品名称线路工具(石碴叉)
 升级会员
升级会员 