镍行业专题研究能源变革下的红土镍矿HPAL冶炼Word文档下载推荐.docx
《镍行业专题研究能源变革下的红土镍矿HPAL冶炼Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《镍行业专题研究能源变革下的红土镍矿HPAL冶炼Word文档下载推荐.docx(17页珍藏版)》请在冰豆网上搜索。
湿法工艺中,相较于氨浸法和常压酸浸,高压酸浸(HPAL)对镍钴的回收率更高,是湿法发展的主流方向。
但其工艺复杂,容错率低,项目管理人之间的经验差距是项目成败分化的核心原因。
工艺详解:
HPAL是怎样运行的?
湿法工艺PK:
高回收率HPAL工艺或将成为未来主流
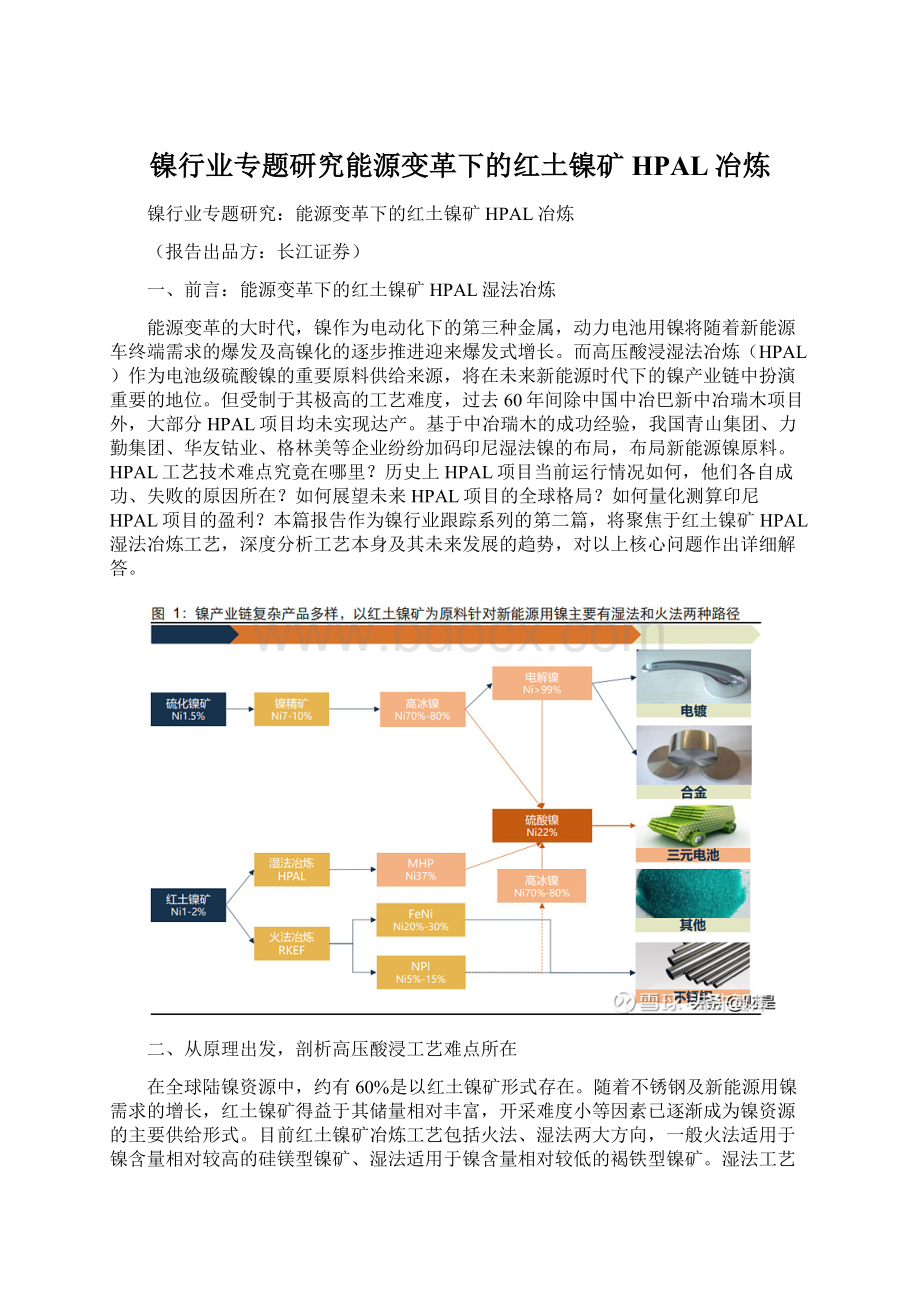
红土镍矿的湿法冶炼工艺主要包括还原焙烧-氨浸(Caron流程)、高压酸浸(HPAL)、常压酸浸(AL)三种。
三种湿法工艺各自适用于MgO含量不同的红土镍矿,由于MgO会造成反应中酸的非必要消耗,进而增加成本,因此HPAL一般适用处理Mg含量小于5%的褐铁型矿。
HPAL虽然反应条件较为苛刻,对设备要求严格,且资本开支水平偏大,但由于其在镍钴回收率上有明显优势,且能耗排放相对较小,是湿法当前及未来的主流路线和发展方向。
还原焙烧-氨浸工艺又称Caron工艺,开始于20世纪40年代,最先应用于古巴的尼加罗冶炼厂。
该工艺采用火法-湿法联合的流程,先焙烧还原为金属镍、钴,再进行氨浸浸出并对浸出液进行水解反应除铁,最后沉淀镍钴元素。
该工艺对镍矿的要求较高,适合处理镍赋存状态不太复杂的Mg含量大于10%、Ni在1%左右的红土镍矿。
同时由于在铁水解反应过程中会造成大量钴的损失,镍、钴回收率仅约为80%、50%左右。
因此在实际工业应用中受到较大的限制,全球仅有少数几个20世纪70年代建设的冶炼厂采用此工艺,Caron工艺并未得到广泛推广。
常压酸浸,开始于20世纪60年代,常被用以处理常规选冶工艺无法经济回收的难处理、低品位铜资源。
常压酸浸工艺简单、投资少、能耗低,但浸出渣量大,酸耗较高影响后续处理,因此限制了该工艺的大规模工业化应用。
镍钴回收率一般在75%-80%左右。
高压酸浸工艺又称HPAL工艺,开始于20世纪50年代,最早应用于古巴的Moa冶炼厂。
该工艺一般以稀硫酸为浸出液,在240-270℃、4-5MPa(约40-50倍标准大气压)的高温高压环境下,调整工艺参数,使镍、钴进入浸出液,大部分的铁、硅进入渣中,并经过后续中和除杂沉淀得到MHP(氢氧化镍钴)或MSP(硫化镍钴)。
HPAL工艺经过多年发展在工艺设计上取得较大改进,目前全流程镍、钴的回收率可达接近96%、94%。
随着大型高压反应釜制造工艺逐步成熟,装备水平提高,高压酸浸的工艺优势将愈发明显,经历几代发展,从资本开支、建设周期、爬坡周期来看均有大幅改善。
HPAL工艺是未来红土镍矿湿法冶金工艺发展的主要方向。
高压酸浸(HPAL):
四大流程,环环相扣
HPAL工艺的核心在于在精细参数的控制下保证镍钴在高温高压反应环境下充分浸出,其整个流程共分为进料准备、高压酸浸、中和剂CCD逆流洗涤、沉淀四个部分:
进料准备:
使具有一定黏性的红土镍矿散碎,除去矿石中混杂的品位过低的蛇纹石和黏土,并加入絮凝剂,从而调节矿浆的固体与水的比例,使其与冶炼设备中设置的工艺参数匹配,为后续冶炼过程做准备。
高压酸浸:
高温高压环境是HPAL技术的核心,高温可以使化学反应充分进行,从而提高镍、钴的浸出率,且由于铁离子水解沉淀是吸热反应,只有在高温的条件下铁离子才能从富含镍钴的浸出液中完全沉淀,同时无任何硫酸消耗;
而高压可以提高液体沸点,维持恒定高温的条件下使矿浆不沸腾,从而使化学反应正常进行。
预热后的矿浆与作为浸出液的稀硫酸在240-270℃、4-5MPa(约40-50倍标准大气压)的高温高压环境下发生化学反应时,镍、钴会充分反应进入浸出液,回收率可达95%以上,而铁在析出后会通过彻底的水解反应沉淀至废渣,且铁析出再沉淀的过程中无任何硫酸消耗,极大的节约了成本。
中和剂CCD逆流洗涤:
利用浓密机,基于重力沉降的原理,将废渣与富含镍、钴的母液分离,随后加入石灰石浆,调节pH产生弱酸性条件,从而使铁、铝、铬等水解沉淀,进一步除去母液中的杂质。
沉淀:
接入硫化物或氢氧化物面对镍、钴进行沉淀,得到硫化镍钴(MSP)和氢氧化镍钴(MHP),实现对镍钴的沉淀富集。
富集后,对矿浆进行固液分离,得到镍、钴固体产品,随后对基本不含镍钴的贫液进行尾液处理。
核心难点:
设计+运营能力的综合体现
上世纪全球镍供给的主要形式仍为硫化矿,而红土镍矿虽然开采难度较小,但其成分物化性质的多变使得其对冶炼提出了更高的要求,HPAL作为红土镍矿冶炼工艺中难度较为复杂的工艺之一,历史项目大部分均未实现达产。
HPAL冶炼工艺流程长、反应条件苛刻,其闭环的流程设计导致容错率低、启停成本大,且需要随着矿石成分变化随时调整反应参数,是设计与运营能力的综合体现,具备极强的Know-how壁垒;
同时其高强度的资本开支水平也提高了行业门槛,使得试错成本较高,是目前为止有色行业中最具难度的冶炼工艺之一。
通过研究HPAL的反应原理并借鉴历史具体案例,我们主要从三点来阐释HPAL的核心难点。
在设计阶段即需对矿石性质有深入认知
HPAL项目前期设计环节需要极高的对矿石原料的认知水平,根据矿石物理化学性质因地制宜选择合适的工艺流程及设备是关键。
(1)红土镍矿难以通过选矿环节进行富集与除杂:
一般直接以原矿矿浆进入到冶炼反应中,因此红土镍矿的天然成分很大程度上会决定了冶炼的除杂及富集需求,进而需要适配的工艺流程及参数设置。
(2)试错成本较大:
HPAL项目的建设周期长、投资规模大,投资频度本就不高;
同时考虑到其环环相扣的流程设计,一旦建成后再进行调整或技改都需要较大的成本。
因此在项目设计初期对矿石物化性质的研究及认知程度往往会对项目的产能利用率及综合回收率产生较大影响。
同时由于其对不同矿石的适配性较低,因此匹配大型矿产资源而建的HPAL项目将天然具备更长折旧年限所带来的完全成本优势。
以历史上两个典型项目为例:
必和必拓Ravensthorpe:
位于澳大利亚原隶属于必和必拓的Ravensthorpe项目由于对矿石物理性质认识不清,矿石处理环节设备选型错误,导致矿石准备系统运行不稳定,2007年10月投产后仅开工一年即被迫停产。
随后第一量子以3.4亿美元的价格被收购该项目,并追加投资3.8亿美元耗时18个月重新设计矿石准备环节,而2015年其设备再次出现故障且当时镍价过低,故不断减产至再次关闭;
嘉能可MurrinMurrin:
同位于澳大利亚隶属于嘉能可的MurrinMurrin项目由于实际原料中镍品位与设计品位差距较大,虽然HPAL系统对矿石的处理能力已达到设计能力,但最终产能利用率常年不及80%。
容错率低、启停成本大,出色的运营能力及稳定的原辅料保障极为重要
除工艺流程设计外,出色的运营能力也是决定项目维持较好经济效益的关键。
HPAL项目本质是一个长流程、多参数控制的湿法反应工艺;
同时在设计中为了降低能耗,实现最大化的循环利用,反应前后涉及多流程的物料循环。
因此相较于火法,HPAL项目整体容错率较低,需要各环节的精准一体化配合。
而由于红土镍矿成分的多变,在运营中需要随时根据原料性质波动,对包括矿浆配矿的比例、高温蒸汽的通入速率、硫酸及沉淀试剂的剂量等各项参数进行及时调整,以保证项目的高效运行。
以实际中常遇到的情况为例:
若矿石中镁、铝元素的含量异常升高而管理者未及时做出调整,会依次引发“矿浆元素配比失调——预热装置中镁铝结垢堵塞——酸矿比失调、高压釜温度压强偏离参数——镍钴浸出率低——闪蒸环节含镍钴矿浆随蒸汽返回预热装置——沉淀除杂试剂消耗被动增加”等一系列问题,项目经济效益显著下降。
HPAL系统启停复杂,耗时长、成本高,原辅料的稳定供应和保障是项目维持运营的另一关键因素。
(1)HPAL工艺高温高压系统的平衡状态建立需要较长的时间,系统启动及停止的过程十分复杂,耗时较长,成本较高。
(2)湿法项目普遍位于偏远地区,辅料及能源需要自供,因此基建设备供给与冶炼主系统之间的衔接必须充分考虑。
项目管理人需保证配套的水、电、酸、蒸汽等基建设备随主系统及时调整且保持稳定。
例如早期位于澳大利亚隶属于Preston的Bulong项目,生产所需硫酸由WMC公司提供,后来由于WMC公司的供应能力不足,必须以高价从他处购买,造成生产成本过高,间接导致该项目破产。
反应条件极端,设备要求苛刻
由于HPAL工艺需要较为极端的化学反应条件下进行,因此对关键设备如含钯的钛合金高压反应釜以及闪蒸阀等关键阀门的品质要求高,需具备较强的耐高温高压、耐磨和耐腐蚀性能;
高压釜一般需要根据流程设计定制,供应周期长一般在14-18个月左右,过往设备供应商集中度较高,产能较为有限。
近年随着我国湿法工艺的逐步发展,核心设备供应的国产化多元化正在逐步实现。
高压反应釜:
过去高压反应釜的供应商主要是日本森松,中冶瑞木和宁波力勤一期项目的高压反应釜均由森松提供,其中力勤的反应釜直径5.57米,长度41.47米,总重850吨,耗时14个月才成功出厂,制作难度极大。
而2020年10月南京宝色集团顺利交付华友钴业用于印尼华越镍钴湿法冶炼项目的高压反应釜,彻底打破了设备壁垒,并于同年12月与宁波力勤集团签订了OBI岛二期高压反应釜的合作协议,进一步推进了湿法设备国产化的进程。
控制阀:
高压反应釜到闪蒸槽的控制阀是HPAL最为关键的流量控制阀门,更换频率高,属于消耗类零部件,一般仅一个半月左右即需更换一次。
过去主要由法国达索航空提供,目前广东维都利的国产阀门已成功量产,并供给力勤OBI、菲律宾CoralBay等项目。
产品:
两类主流沉淀流程,MHP新能源应用成本优势明显
回顾历史HPAL项目,湿法冶炼的直接产物主要有两种:
硫化镍钴(MSP)和氢氧化镍钴(MHP),两者只在最后的沉淀环节有所差异。
MSP镍钴含量较高,含水量低、纯度高,而MHP成本更低、制备过程安全性较好,且易于生产硫酸镍。
具体来看:
从产品性质来看:
MSP镍钴含量较高,镍含量可达55%(干基)以上,且含水量较低,一般在20%以下。
MHP镍含量一般在35%-40%(干基),但产品含水量较高,在50%-70%左右,一般认为含水量在50%左右的产品质量已较为优质。
从制备流程来看:
MSP一般采用硫化沉淀技术,是早期湿法冶炼项目普遍使用的沉淀工艺,通过向除杂后的矿浆中通入H2S气体生成MSP从而富集镍和钴,镍钴沉淀率可达到99%以上。
但由于需要额外建造制氢厂、H2S气体厂和制氮厂,无论是从成本(资本开支在1亿美元左右)还是安全性角度考虑,都不如MHP。
MHP主要利用氢氧化物沉淀技术,生产简单且将危险的H2S气体换成了安全易保存的氢氧化物,投资及运行成本低,安全性大大提高。
MHP工艺以巴新中冶瑞木镍钴项目为代表,在印尼的新一代项目上成为主流的技术路线。
从制备硫酸镍来看:
MSP制取硫酸镍需要高温高压的条件,投资成本较高;
而MHP制取硫酸镍为典型的酸碱中和反应,对设备要求较低,工艺简单成本较低。
根据SMM数据,MSP制硫酸镍需要过氧化氢等氧化剂和高温高压环境,成本投入较大,因此从历史项目看,MSP多电解加工为电镍和电钴。
MHP不需要高温高压环境,仅需“酸溶-除杂-萃取”即可获得硫酸镍溶液,现金成本低,因此MHP成为硫酸镍的一种主流原料来源。
伴随印尼未来HPAL项目的陆续投产,MHP在硫酸镍原料中的占比有望进一步提升。
尾矿:
反应后的尾矿去哪里?
目前尾矿处理主要有尾矿坝堆积、地下压滤回填和深海填埋三种处理方法,其中尾矿坝成本低,是有色矿山常见的尾矿处理方式;
压滤回填成本高,但安全环保,是目前主要的发展方向;
深海填埋限制条件较多,仍存争议但未来发展空间较大。
湿法工艺的尾矿渣量大,生产一金属吨产品的矿渣可达200吨,按年产能5万金属吨估算,每年将产生酸性矿渣1000万吨。
同时湿法尾矿可能会呈微酸性,因此湿法尾矿的处理尤为重要。
尾矿坝堆积工艺简单、成本低但风险系数较大。
该工艺仅需将尾矿堆积至地表的尾矿坝,早期项目基本上都是使用尾矿坝堆积技术,且该工艺成本较低,根据《现代矿业》数据披露,处理每吨尾矿的成本约21元,即若按产能5万金属吨估算,每年尾矿处理的成本约为3200万美元。
但由于尾矿坝占地面积大,不适用于大型矿山,且在降雨较大的地区容易发生泥石流,存在垮坝的危险,如2019巴西Brumadinho尾矿坝垮坝,导致259人死亡,因此目前新建冶炼项目较少使用尾矿坝堆积工艺。
地下压滤回填法成本虽高,但是安全环保,是目前新建项目普遍使用的排放方式。
该工艺将浓缩后的尾矿与水泥混合,填充回已被采空的地下区域,有效地规避了地表尾矿坝的投资与所存在的安全隐患,实现了地表上固体废料的零排放,因此该工艺是目前尾矿处理方面主要发展的方向。
但该工艺也存在着技术难度大、成本较高,需要长期的维护等缺点,根据《现代矿业》数据估算,产能5万金属吨的冶炼厂,若使用压滤回填技术,每年的完全成本约5000万美元。
深海填埋工艺成本较低,适用于矿区近海的项目。
该工艺将尾矿堆放在水下300米下的深处,不会对海水质量产生影响,并排除了地震、天气等安全风险,且该工艺成本较低,根据厦门象屿数据披露,4万镍金属吨产能对应的尾矿坝建造成本约0.8-2亿美元,大约仅可使用10年,而相应的深海填埋建造成本仅0.4-1亿美元,相较尾矿坝堆积工艺成本优势明显,因此该项目未来发展空间较大,目前中冶瑞木是全球HPAL项目中唯一一个使用深海填埋的项目。
但目前围绕深海填埋法是否对海洋环境有害仍存在争议,如位于印尼的力勤OBI岛HPAL项目原计划使用深海填埋法处理尾矿,但由于未获得印尼政府的批准只得采取地下压滤回填法。
三、以史为鉴,全球HPAL项目盘点分析
纵观全球HPAL项目,自1959年古巴Moa项目首次应用HPAL工艺60年以来,全球目前仍然在产的HPAL项目仅有10个左右,大部分项目均未做到达产。
HPAL项目发展至今共经历三个阶段,完成了“工艺初探-设备更新换代-经验壁垒地位凸显”的一系列转变。
自1959年古巴Moa项目投产至今,HPAL技术发展至今已有60余年,经历了三个阶段:
第一阶段——工艺初探:
以古巴MOA项目为代表,此时技术仍处于探索阶段,流程设计简单、对装备技术要求低,但结垢现象严重,且未设置任何辅助结晶环节。
第二阶段——设备更新换代:
以澳大利亚MurrinMurrin项目为代表,改用更利于高压酸浸反应进行的卧式多隔室机械搅拌高压反应釜,并应用了加压氧浸和返结晶技术至沉淀流程中,提升了镍钴的沉淀率。
第三阶段——经验壁垒地位凸显:
以菲律宾CoralBay和中冶瑞木项目为代表,核心在于从一体化系统的角度对各个环节进行优化提升,通过对工艺流程的定制化设计及参数的灵活调整,HPAL工业生产更稳定、成本更低、金属回收率更高。
HPAL工艺逐步迭代,各项目之间差异巨大。
由于HPAL工艺复杂,整体资本开支大,试错成本高,因此经验壁垒极高,目前全球仍处于运营状态的10个项目生产状况差异性极大。
由于HPAL项目规模大,改建成本高,且技术未完全成熟,改建仍存失败风险,因此部分老旧项目选择维持现状以保持企业整体运行稳定,目前全球可称之为成功的项目主要由中国、日本两个国家运营,湿法工艺技术持续保持领先地位。
中国以中冶瑞木为首个成功代表,在此成功经验的基础上,中国以宁波力勤、华友钴业、格林美为代表的企业计划在印尼进行新一代HPAL项目的拓展开发,目前力勤OBI项目已顺利投产,爬坡效率惊人。
日本以住友金属在菲律宾CoralBay和Taganito项目为代表,体现了日本冶炼工艺水平的优秀。
目前日本住友金属也计划联合PTVale在印尼进行湿法项目的再复制。
我们将选取几个具备代表性的项目重点分析其运营情况及成败关键,以史为鉴展望未来镍业格局。
首个HPAL项目:
Moa——开创先河,缓慢爬坡耗时35年
位于古巴的Moa项目是世界上第一个采用HPAL工艺成功处理红土镍矿的项目,其工艺设计与设备都十分简易,投产后爬坡缓慢,可保持平稳运行但产能利用率低。
该项目自1959年投产,初始设计产能年产混合硫化镍钴2.2万镍金属吨,但由于初代技术与设备的不成熟,历时35年才成功达产。
目前项目已进入平稳运营期,每年硫化镍钴产量约3.25万镍金属吨,产能利用率在85%附近波动,抵扣前现金成本也较为稳定,约为1.25万美元/镍金属吨,抵扣后现金成本受钴价影响波动较大,2020年钴抵扣前现金成本1.24万美元/镍金属吨,抵扣后降至9257美元/金属吨。
Moa项目工艺简单易成功,首次使用HPAL技术镍钴回收率就可达到大于85%的水平,但也因工艺设备简陋,成本、结垢问题显著。
作为应用HPAL技术的先驱者,MOA采用最基础的“高压酸浸-CCD分离洗涤-中和-高温硫化沉淀”工艺生产混合硫化镍钴产品,其流程设计流程简单,镍钴回收率高,但受制于当时的装备技术条件,Moa项目资源循环利用设计少,沉淀步骤需要髙反应温度,耗能较高,导致成本偏高,且结垢现象严重,需要频繁清理。
日本工艺代表:
CoralBay&
amp;
Taganito——因地制宜设计,彰显日本住友匠人精神
日本住友集团在菲律宾的CoralBay项目和Taganito项目是第三代技术的代表项目,其中CoralBay项目是菲律宾也是日本住友集团的首个HPAL项目。
CoralBay项目投产后第三年便完全达产,2009年将产能从1万镍金属吨扩产至2.4万镍金属吨,用时三年再次完全达产,并将全套技术成功复制到设计产能3万镍金属吨的Taganito项目,目前两个项目的产能利用率均可保持在85%以上。
日本住友集团在菲律宾湿法项目上大获成功的核心是精细的日系工艺与因地制宜的技术创新:
(1)该项目单独配置了一台空气压缩机以调节高压反应釜内的压强,并结合良好的配矿方法,最终高压酸浸步骤镍钴的浸出率大于95%,而铁的浸出率仅有3%;
(2)因地制宜的加入了“H2S除锌”环节,保证了硫化镍钴产品的纯度,为进一步电解提供了良好的基础;
(3)设置了多个缓冲槽,使得整个HPAL系统进行日常维护及紧急维修时仍能顺利生产。
依靠着出色的工艺流程设计,日本住友集团湿法HPAL项目一直处于稳定发展状态,并计划与淡水河谷集团合作在印尼建立产能4万镍金属吨的Pomalaa湿法HPAL项目,进一步发展其湿法冶炼业务。
中国领先工艺代表:
中冶瑞木——追求极致,中国湿法工艺的奠基人
位于巴布亚新几内亚隶属于中国中冶集团的瑞木镍钴项目是我国第一个HPAL项目,也是目前全球唯一一个可以稳定满产甚至超产的项目。
项目从2007年开始工艺试验,2012年正式投产,2017年成功达产,目前产能利用率远超其他项目,连续4年满产甚至超产,2017-2020年产能利用率分别为106%、109%、100%和103%,为我国镍行业其他企业在印尼大力发展湿法冶炼项目提供了极佳的经验借鉴基础。
决定项目能否持续满产的核心在于项目各环节间的参数设置与实际物料能否能精确匹配,对项目管理人流程管理能力要求极高。
随着湿法工艺和设备的不断发展,各湿法HPAL项目产能利用率普遍可以达到80%,但仅有瑞木项目可以持续满产,瑞木采用了过程分散控制系统(DCS),采用控制分散、操作和管理集中的基本设计思想,所有监测的工艺参数和主要电气设备的运行状态、故障状态均共用一个控制系统,完成对运行参数的自动调节从而达到稳定生产、可靠运行的目的。
由于瑞木项目是中国首个HPAL项目,其吨镍投资额约为6.3万美元/金属吨,相较其他HPAL项目较高,但经过近15年的不断发展。
瑞木出色的项目管理能力助力其成为目前全球唯一一个稳定满产的HPAL项目,相较于其他项目现金成本处于优势地位,2020年抵扣后现金成本仅为4600美元/镍金属吨,而同年MOA项目抵扣后现金成本为9257美元/镍金属吨。
经典失败案例:
Goro——设计运营能力不匹配,终成资金无底洞
位于新喀里多尼亚Goro项目由于工艺设计过于复杂,运行调试一直存在问题,实际产量远不及预期,成本居高不下。
该项目最初由Inco公司建设,2006年该项目随Inco公司被淡水河谷集团收购,但运营期间问题不断,产能利用率不足70%。
2014年-2016年间该项目亏损高达140亿美元,2020年Goro项目仅生产MSP2.54万镍金属吨,产能利用率仅42%,现金成本则高达1.6万美元/镍金属吨,长期处于亏损状态,2021年淡水河谷集团正式将该项目出售给Prony财团。
Goro项目的核心问题在于过于复杂的流程设计,直接启用了大量未经工业化试生产测试的工艺:
(1)在最初的设计中,Goro项目试图同时处理低镍低镁的褐铁矿层矿石和高镍高镁的腐殖土层的矿石,导致矿浆中元素配比波动过大;
(2)沉淀步骤包含沉淀MSP与精炼生成NiO、CoCO3两个分支,对除杂沉淀能力要求过高;
(3)尾矿处理部分也设计为更复杂、至今仍存争议的深海填埋技术。
过于复杂的项目设计远超实操能力,导致原定于2008年投产的项目直至2010年才投产,投产后酸泄露事件不断,并造成了对当地环境的污染,加重了当地人民对镍矿项目的反对,生产活动常因游行活动或故意破坏而被迫停止,低开工率下成本极高,最终导致项目亏损。
此外,层出不穷的设计问题极大了增加了淡水河谷在该项目上的资本开支,淡水河谷总计在Goro项目上投资约100亿美金,吨镍投资高达16.8万美元,而日本住友在菲律宾的Taganito项目的吨镍投资仅4.7万美元。
四、展望未来,HPAL项目有望迎来新能源时代下的大发展
新能源大时代来临,HPAL工艺历经几代发展目前已取得了质的进步,全球HPAL产能扩张有望加快,印尼将成为孕育HPAL项目的主要土壤。
截至2020年底,全球HPAL产能约为35.6万吨,而全年HPAL项目的镍产量仅为19.4万金属吨,平均产能利用率仅为54%。
基于多年的技术发展以及新能源用镍的迫切需求,根据全球矿企规划,未来5年全球HPAL项目新增产能有望达到36.6万吨,超过过去60年累计产能总和,2026全球HPAL项目产能合计有望达到72.2万金属吨。
基于中冶瑞木的成功经验,中资企业将在未来HPAL产能的扩张中担当最重要的角色。
位于印尼的宁波力勤OBI项目于2021年5月正式试生产成功并投产,也标志着基于中冶瑞木技术的HPAL工艺成熟度已到达新的阶段。
在可见的未来3年内,由以华友钴业、格林美为代表的中资企业也非常有希望顺利投产运营,促进印尼镍产业的进一步升级,成为新能源时代镍产业的全球新中心。
伴随HPAL项目产能的快速扩张,MHP/MSP也有望基于成本优势成为新能源动力电池用硫酸镍的重要原料供给形式。
格局展望:
HPAL工艺日益成熟,印尼将成为增长中心
印尼镍产业发展迅速,目前已披露在筹备建设的HPAL项目有6个,
 升级会员
升级会员 