手工焊锡方法及焊点判定Word格式.docx
《手工焊锡方法及焊点判定Word格式.docx》由会员分享,可在线阅读,更多相关《手工焊锡方法及焊点判定Word格式.docx(10页珍藏版)》请在冰豆网上搜索。
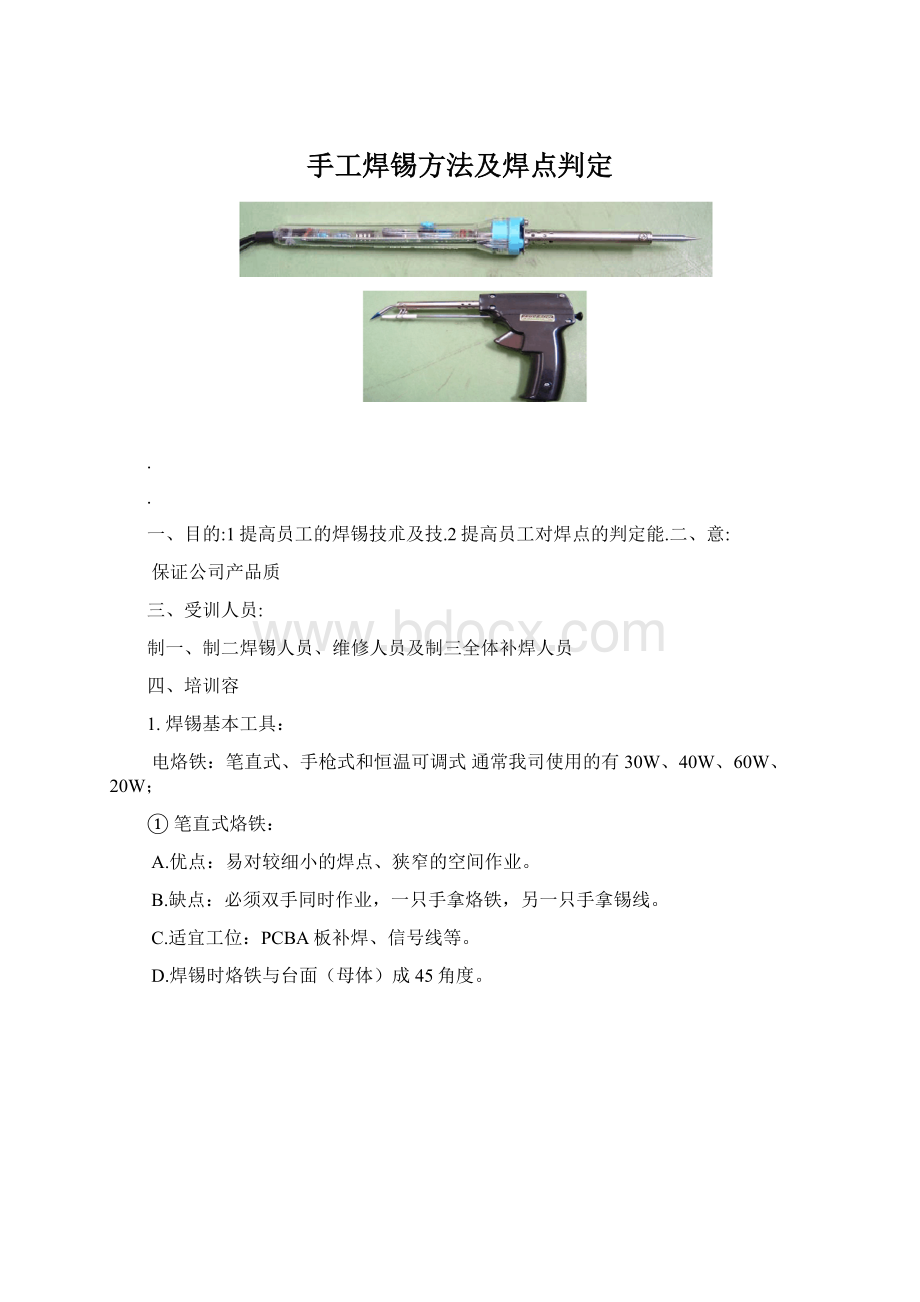
锡线自动输送,一只手能完成拿锡枪送锡线的动作,另一手可以帮助拿或扶被焊母体,两只当三只手用,得到提升作业效率的目的。
B.缺点:
较细小的焊点、狭窄的空间不易作业。
C.适宜工位:
焊电源线、变压器线、开关、喇叭等。
D.焊锡时烙铁与台面(母体)须45角度。
2.锡线:
A.为了焊接效果添加了松香(助焊剂);
B.可分为单芯、三芯锡线,常用的直径:
0.8mm、1.0mm、1.2mm、1.5mm;
C.锡线分含铅锡线和无铅锡线。
有铅锡线:
白色里透暗黑,锡线圈为米色,直接取锡线在白纸上划能留字迹(近类似铅笔)无铅锡线:
纯银白色,不发黑;
锡线圈为绿色,代表环保,取锡线在白纸上划不留字迹电源线温控板调温扭发热芯烙铁头
烙发热芯输锡线管
手柄手扣板机
3.烙铁的使用规则:
A.休息前及新烙铁头使用前先清洁并加锡衣于烙铁头上,以防止氧化及
腐蚀,并可加长烙铁头的寿命.
B.焊接前擦拭烙铁头上的污染物,以得良好的焊点.
C.海棉保持潮湿,但水不能加太多,需每天清洗,以去除锡渣及松香渣.D.工作区域保持清洁.
E.焊锡残留在烙铁头上时,不可用敲烙铁的方式来去除焊锡,否则会造成
瓷破裂,导致漏电,温度变化…等问题。
4.焊接的程序:
A.焊接五步骤:
①.擦拭烙铁头
②.加热源于焊接点上
③.加焊锡丝
④.移去焊锡丝
⑤.移去热源
B.注意:
1.加焊锡丝之落点在烙铁与被焊物之接触点,以使锡丝较快熔解并达到迅速传热之效果.
2.焊接时移动焊锡丝和烙铁以加速焊接.
3.烙铁下处必须使烙铁头和两被焊接物表面有最大加热接触面.5.焊锡的方法:
A.烙铁温度温度控制在340℃~380℃之间,一般主要用来焊接小端子板:
如环氧玻璃纤维板+铜箔,纸板+焊片中的小端子板(其焊片面积小于3.0*7.0MM,铜焊片;
单个锡点焊接时间控制在2~3秒钟之间.60W烙铁或锡枪:
温度控制在350±
10℃之间;
一般主要用来补焊各种VR、JACK、IC和压扣.单个锡点焊接时间控制在2~3秒钟之间.
B.把烙铁前端在预焊的部位进行加热1秒钟左右.(烙铁与焊锡面间夹角一般为20~30°
具体情况视员工及焊接部品而定);
从部品与烙铁前端之间加焊锡丝.焊锡到达所有部位后,拿幵焊锡
丝,再拿幵烙铁.(从焊锡开始熔化到拿幵烙铁的一连串的作业要在1~2钟秒之完成);
用剪钳修剪长脚焊点,使组件脚距焊锡面为1.5±
0.3mm.如下图所示:
元件面焊錫面1.5±
0.3mm元件腳
C.焊接顺序:
烙鐵PCBOARD錫絲被焊物烙鐵錫絲PCBOARD被焊物烙鐵PCBOARD被焊物錫絲烙鐵PCBOARD被焊物錫絲被焊物PCBOARD錫絲烙鐵5.移走烙铁1.擦拭烙铁头,作业准备2.烙铁头与被焊物接触3.加锡丝
电烙铁与板子成45度4.移走锡丝
五.焊点检查:
焊点外观应光洁、整齐,焊锡充满整个圆盘、饱满、光亮、无拉尖、无毛刺等现象.如附表(PCB不良种类)
号1234
5PCB不良种类
不良种类
外观特点
危害
原因
图示
包焊
(1)零件脚与铜泊周围的焊锡分离,无法紧密溶合
导通不良或不导通
a.组件脚氧化
b.焊锡未凝固前引脚移动造成
(2)铜泊上之锡与锡带分离(不是铜泊脱落)
断路
焊盘镀层不良
焊点裂角
焊料与焊件交结面接触角过大,不平滑
强度低、不通或时通时不通
a.焊件清理不干净
b.助焊剂不足或质量差
c.焊件未充分加热
铜皮翘起
铜泊与基体分离
导通不良或不通
a.铜泊与基板未紧密结合
b.焊件时间过长
锡多
无法看到锡脚
无法判断是否包焊
用锡过多
锡碎
基板可见锡珠或其它杂物
可能造成短路
a.烙铁或焊枪未注意清洁
b.溅锡造成(锡丝质量差)
67891011
松香焊
焊缝中央夹有松香渣
强度不够,有可能时通时不通
a.加焊剂过多或已失效
b.焊接时间不足或加热不足
c.表面氧化膜未除去
锡少
焊面未形成平滑面
机械强度不够
锡丝撤离过早
过热
焊点发白,无金属光泽;
表面较粗糙
焊盘容易脱落,强度较低
烙铁功率过大,加热时间过长
冷焊
表面呈豆腐渣状颗粒,有时有裂纹
强度低,导电性不好
焊料未凝固前焊件抖动或烙铁瓦数不够
不熔锡
A.铜泊不熔锡
外观:
锡不完全熔在焊盘
强度不足或导通不良
a.助料流动性不好
c.助热不足
B.焊件不熔锡
锡不完全熔在焊件上
a.焊料流动性不好
b.助焊剂不良或质量差
d.组件脚表面氧化
锡尖
出现尖端(但不可能造成桥接现象)
外观不佳
a.助焊剂过少,加热时间长
b.烙铁撤离角度不当
出现尖端过大
外观不佳,容易造成桥接
b.烙铁撤离方向不当
121314151617181920
锡桥针孔气泡裂锡脚长脚不断锡洞脱焊吃锡面积少
相邻导线连接
电气短路
a.焊锡过多
目视或低倍放大镜可见有孔
强度焊盘容易腐蚀
焊盘孔与焊脚间隙太大
焊脚根部有时有喷火式焊料隆起,部藏有空洞
暂时导通,但长时间容易造成导通不良
焊脚与孔间隙过大或引线浸润性不良
焊锡面幵裂
a.焊料未凝固前焊件抖动
b.烙铁瓦数不够
H>
3.0MM
外观不佳,碰弯可能造成短路
剪脚留脚太长
3mm
未完全切断或剪断的零件脚残留在板上
可能造成短路
切脚机刀片不够利或作业不良
铜泊不沾锡或部分不沾锡
断路
过锡时空焊或铜泊脏污、氧化
吃錫面元件腳
焊点脱离铜皮
不导通或时通时不通
1.焊剂不良或质量差
2.冷焊
焊盘吃锡面积小于270度
强度不足
锡焊过少
90°
元件腳吃錫面
“手工焊锡方法及焊点判定”考试题
一.40W烙铁和60W烙铁一般用来焊接哪些组件
二.写出焊接的步骤:
三.判断下图各焊点是否OK或属于哪种不良情况?
姓名:
________得分:
_______
部门:
________职称:
________
?
注意事项:
1.烙铁头严禁敲击.(因发热丝为易碎物).2.保持在适当温度,切勿过热使用
3.烙铁间隔10分钟以上不使用,则置于低温或将电源关掉.
4.休息时,烙铁头要加锡保护.
5.焊接过程中不可用烙铁头用力去挑或挤压被焊接物.
6.铁头应取下定期清理(一周),并检查发热管处有无异物.
7.烙铁不良或引线不良切勿使用.
烙铁使用注意事项
1.熔锡炉应安放平稳,周围0.5m围不能放置易燃物品及其它物品.
2.使用中注意避免异物掉进熔解锡锅,防止发生意外.
3.熔锡炉通电后严禁移动,不能任意敲击,拆卸及安装其电热部分零件.
4.使用时熔锡炉外壳有50℃—80℃的温度,这是正常现象,注意高温,切勿触摸外壳.
5.熔锡炉使用完毕,应关闭电源,在无人看管情况下,不要将熔锡炉通电加温.
锡炉使用注意事项
 升级会员
升级会员 