埋弧焊焊接工艺评定报告Word文件下载.docx
《埋弧焊焊接工艺评定报告Word文件下载.docx》由会员分享,可在线阅读,更多相关《埋弧焊焊接工艺评定报告Word文件下载.docx(13页珍藏版)》请在冰豆网上搜索。
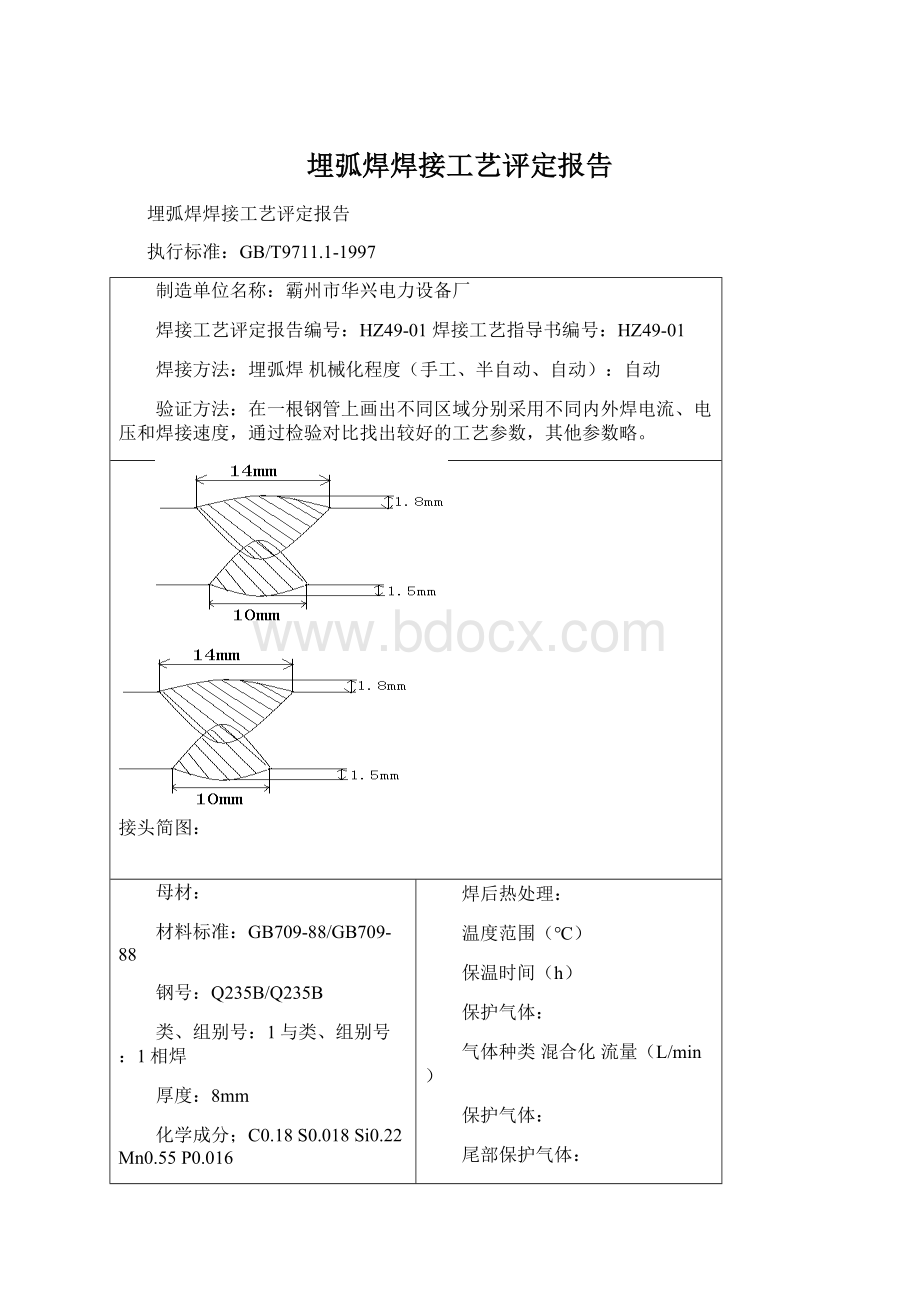
8mm
化学成分;
C0.18S0.018Si0.22Mn0.55P0.016
拉伸试验:
屈服强度255Mpa,抗拉强度395Mpa
180°
冷弯:
正弯合格反弯合格
焊后热处理:
温度范围(℃)
保温时间(h)
保护气体:
气体种类混合化流量(L/min)
尾部保护气体:
背部保护气体:
填充金属:
焊材标准:
焊剂:
GB12470-1990
焊丝:
GB/T14957-94
焊材牌号:
焊丝H08A焊剂SJ301
材质规格:
φ4.5φ4.0
焊缝金属厚度:
8mm
其他:
电特性:
电流种类:
直流
极性:
正接
钨级尺寸:
焊接电流(A):
内焊700±
50、外焊800±
50
电弧电压(V):
内焊28—34、外焊34—38
焊接位置:
对接焊缝内焊位置:
(焊点偏心、50—60mm)
对接焊缝外焊位置:
技术措施:
焊接速度(m/min):
1.6-1.8
摆动或不摆动:
摆动参数:
单道焊或多道焊:
单道焊
单丝焊或多丝焊:
单丝焊
预热:
预热温度(℃):
间层温度(℃):
焊缝拉伸试验试验报告编号:
07-01-01
试样
编号
试样宽度(mm)
试样厚度(mm)
横截
面积
断裂载荷(KN)
抗拉强度(Mpa)
断裂部位和特征
07-001
38.1
8
304.8
425
热影响区
拉伸试样
弯曲试验试验报告编号:
07-01-02
试样编号
试样类别
弯心直径(mm)
弯曲角度
试验结果
07-002
正弯
40
180度
合格
07-003
反弯
冲击试验试验报告编号:
07-01-03
温度
组一
组二
组三
平均冲击功
热影
响区
31
30
42
34
-30
29
35
32
-60
27
焊道
38
28
弯曲试样
冲击试样
金相检验:
根部:
(焊透、未焊透)焊缝:
(溶合、未溶合)
焊缝、热影响区:
(有裂纹、无裂纹)
酸洗:
酸洗样块要求达到1.5-2.0mm熔深2mm
酸洗试块
硬度检验:
布氏硬度指:
略
无损检验:
RT:
合格UT:
合格MT:
——
PT:
——其他:
——
结论:
本评定按GB/T9711.1-1997规定焊接试件、检验试样、测定性能、确认试验记录正确
1.焊缝外形尺寸:
焊缝余高0-4mm,焊缝宽度:
内焊10mm,外焊12mm。
2.焊缝表面缺陷:
咬边深度不大于0.4mm,焊缝表面不得有裂纹、凹坑。
3.焊缝内部质量:
焊缝经工业电视检查不得有裂纹、未熔合、夹渣、气孔、未焊透。
通过验证此工艺参数完全满足生产的要求。
评定结果:
合格
焊工姓名
焊工代号
施焊日期
编制/日期
审核/日期
批准/日期
对头焊焊接工艺评定报告
GB/T9711.1-1997
HZ50-01焊接工艺指导书编号HZ50-01
埋弧焊机械化程度(手工、半自动、自动):
1与类、组别号1相焊
φ4.0
700±
30—35
对接焊缝位置:
平方向(向上、向下)
角焊缝位置:
方向(向上、向下)
0.4-1.0
不摆动
单道焊
ZW/QY/JL-06
横截面积
07-08-03
拉伸试样
弯曲试样
冲击试样
(焊透、未焊透)焊缝:
咬边深度不大于0.4mm。
焊缝经JB4730.1-2005标准检测超声波检验焊缝等级Ⅱ级
通过验证此工艺参数完全满足生产的要
手补焊焊接工艺评定报告
河北卓唯钢管制造有限公司
07-001-SG焊接工艺指导书编号07-001-SG
手工焊机械化程度(手工、半自动、自动):
手工
焊件:
取3个管头,用角形磨光机开成30°
-35°
坡口,中间间隙在2-3mm,钝边为0.5-1.5mm。
焊接层数:
三层—、打底二、填充三、盖面
封底:
采用半坡位置断弧焊接电流在115A,速度为75mm/min,
焊条角度在85-90度
盖面:
电流在140A,焊条角度在85-90度,速度为200mm/min
GB/T5118-1995
J422
φ4.0,钛钙型焊条烘干温度150℃,两小时
交流
115-130
0.75-0.1
焊条角度:
试样尺寸
弯曲试样
冲击试样
1焊缝外形尺寸:
2焊缝表面缺陷:
咬边深度不大于0.4mm,背面凹坑深度不大于2mm,焊缝内部不得有裂纹、未熔合、夹渣、气孔和未焊透。
3焊缝内部质量:
通过验证此工艺参数完全满足生产的要求
φ529*8焊接工艺评定指导书
编号:
HP07-001-MG
φ529*8埋弧焊焊接工艺评定报告
φ529*8对头焊焊接工艺评定报告
HP07-001-MB
φ529*8手补焊焊接工艺评定报告
HP07-001-SG
评定单位:
 升级会员
升级会员 