机械加工工艺过程卡片文档格式.docx
《机械加工工艺过程卡片文档格式.docx》由会员分享,可在线阅读,更多相关《机械加工工艺过程卡片文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
床
装
夹
具
刀
量
辅助工具
时间定额(分)
1
车
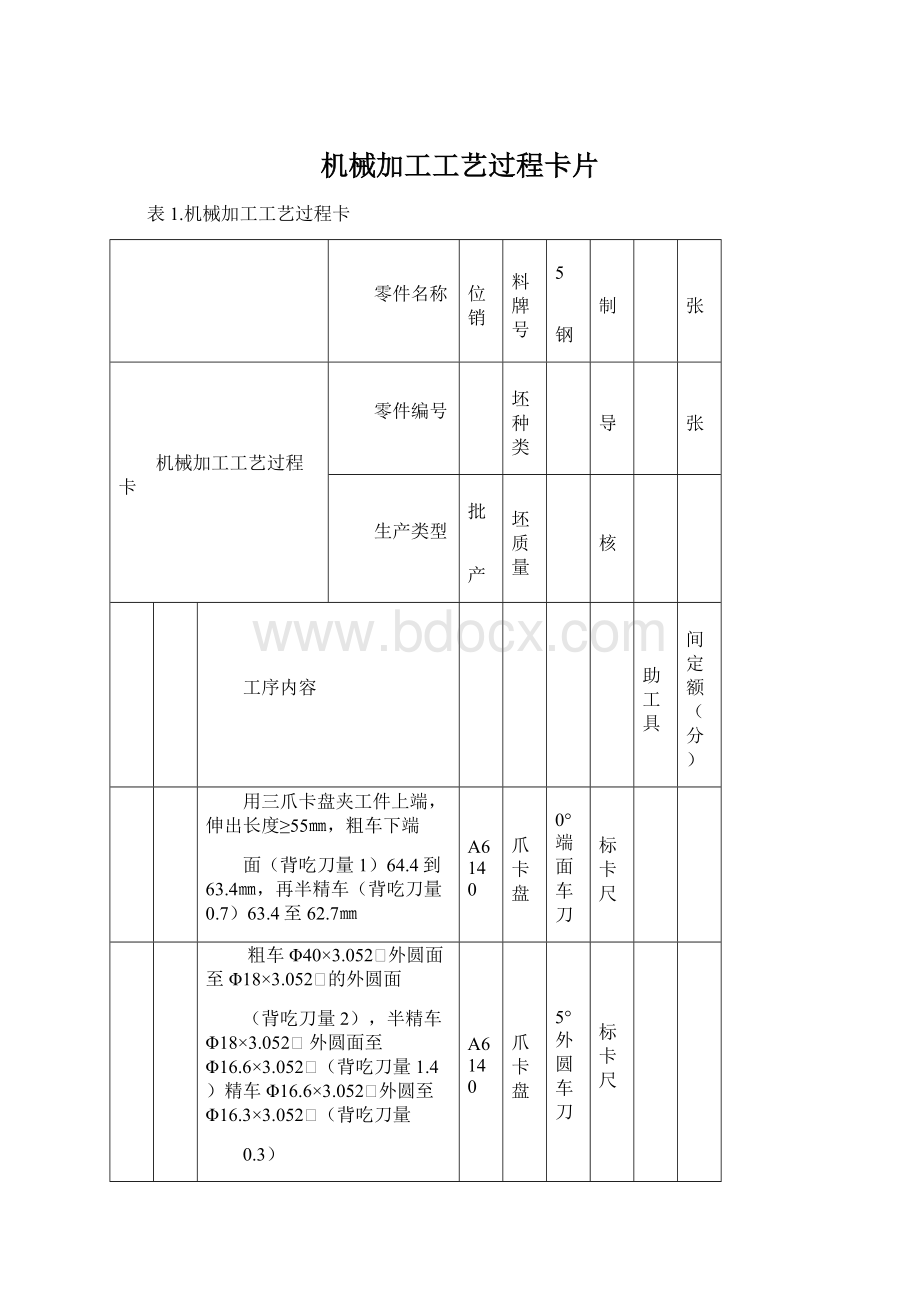
用三爪卡盘夹工件上端,伸出长度≥55㎜,粗车下端
面(背吃刀量1)64.4到63.4㎜,再半精车(背吃刀量0.7)63.4至62.7㎜
CA6140
三爪卡盘
90°
端面车刀
游标卡尺
2
粗车Φ40×
3.052±
外圆面至Φ18×
的外圆面
(背吃刀量2),半精车Φ18×
外圆面至Φ16.6×
(背吃刀量1.4)精车Φ16.6×
外圆至Φ16.3×
(背吃刀量
0.3)
三爪卡盘
45°
外圆车刀
游标卡尺
3
在Φ16.3的外圆上精车3×
0.5的退刀槽(背吃刀量1.3)
CA6140
外圆车刀
4
在Φ16.3的外圆上粗车10°
圆锥面至上端为Φ16,下端Φ13.7(背吃刀量2.3)再半精车至上端Φ16下端Φ12.3(背吃刀量1.4)
万能分度尺
5
调头粗车上端面62.7至61.7(背吃刀量1)在半精车端面至61(背吃刀量0.7)
端面
车刀
6
钻,铰
钻Φ9.8的孔,再铰Φ9.8的孔至Φ10(背吃刀量0.2)
Φ8.3麻
花钻,锥柄铰刀
塞规
7
铣
在上端Φ40圆面粗铣18㎜平面至宽度为12㎜(背吃刀量2)进给4次,在半精铣至宽度为10.5㎜,9㎜(背吃刀量1.5)进给2次,精铣至8㎜(背吃刀量1);
粗铣16㎜平面至长度为19㎜(背吃刀量1)半精铣至宽度为18.4㎜(背吃刀量0.6)精铣至宽度为18㎜(背吃刀量0.4);
粗铣R8.5的外圆面至R9.5(背吃刀量1)半精铣至R8.9(背吃刀量0.6)在精铣至R8.5(背吃刀量0.4);
粗铣25°
斜面至斜边2.78㎜(背吃刀量1.5)半精铣至斜边6.4㎜(背吃刀量1.5)精铣至斜边10㎜(背吃刀量1)进给2次,再精铣至12.4㎜
X51立式钻床
立铣刀
8
钳工
钳工去毛刺,划线
9
热处理
淬火HRC55-66
10
磨
磨Φ16.3×
3.049
外圆面和上端Φ16下端Φ
12.3圆锥面至上端Φ16下端Φ12(背吃刀量0.3)
磨床
砂轮
游
标
卡尺
11
工具磨
在上端Φ16下端Φ12的圆锥面上用工具磨下端10°
对称斜面(背吃刀量3)
工具磨床
锯刀
12
清洗
13
检验
14
入库
表2.工序卡
机械加工工序卡
材料型号
同时加工
零件型号
毛坯型号
生产批量
中批生产
毛坯重量
生产编号
夹具编号
工序名称
夹具名称
设备名称
工序工时
设备型号
冷却液
步
工步内容
走刀长度(mm)
走刀次数
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/r)
背吃刀量(mm)
工时定额
(min)
粗车下端面(背吃刀量1)64.4到63.4㎜
40
900
113.04
0.48
0.07
半精车(背吃刀量0.7)63.4至62.7㎜
1120
140.672
0.7
0.057
表3.工序卡
的外圆面(背吃刀量2)
52±
0.3
1.83
11
900
113.04
0.48
2
1.83
半精车Φ18×
(背吃刀量0.7)
1400
175.84
1.4
精车Φ16.6×
(背吃刀量0.3)
155.56
0.84
0.098
表4.工序卡
1400
124.85
0.84
1.3
0.02
表5.工序卡
圆锥面至上端为Φ16,下端Φ10(背
吃刀量2.3)
114.61
2.3
0.036
半精车至上端Φ16下端Φ12.3(背吃刀量1.4)
123.47
1.4
0.034
表6.工序卡
调头粗车上端面62.7至61.7(背吃刀量1)
0.17
半精车端面至61(背吃刀量0.7)
140.672
0.7
0.057
表7.工序卡
钻Φ9.8的孔
30
670
21.038
0.08
9.8
再铰Φ9.8的孔至Φ10(背吃刀量0.2)
85
0.4
1.09
倒60倒角(背吃刀量1.2)一次完成
126.36
1.2
0.027
表8.工序卡
在上端Φ40圆面粗铣18㎜平面至宽度为12㎜(背吃刀量2)
1225
61.544
0.06
半精铣至宽度为10.5㎜,9㎜(背吃刀量1.5)进给2次
61.544
1.5
0.046
精铣至8㎜(背吃刀量1)
0.016
粗铣16㎜平面至长度为19㎜(背吃刀量1)
0.008
半精铣至宽度为18.4㎜(背吃刀量0.6)
0.6
0.009
精铣至宽度为18㎜(背吃刀量0.4)
粗铣R8.5的外圆面至R9.5(背吃刀量1)
半精铣至R8.9(背吃刀量0.6)
精铣至R8.5(背吃刀量0.4)
斜面至斜边2.78㎜(背吃刀量1.5)
半精铣至斜边6.4㎜(背吃刀量1.5)
精铣至斜边10㎜(背吃刀量1)进给2次,再精铣至12.4㎜
0.013
表9.工序卡
3.049±
0.3外圆面至Φ16×
49±
0.094
圆锥面至上端Φ16下端Φ12(背吃刀量
表10.工序卡
对称斜面
(背吃刀量3)
1440
156.56
在Φ16外圆上用工具磨磨1㎜宽的平面
0.5
 升级会员
升级会员 