硫回收技术Word文件下载.docx
《硫回收技术Word文件下载.docx》由会员分享,可在线阅读,更多相关《硫回收技术Word文件下载.docx(11页珍藏版)》请在冰豆网上搜索。
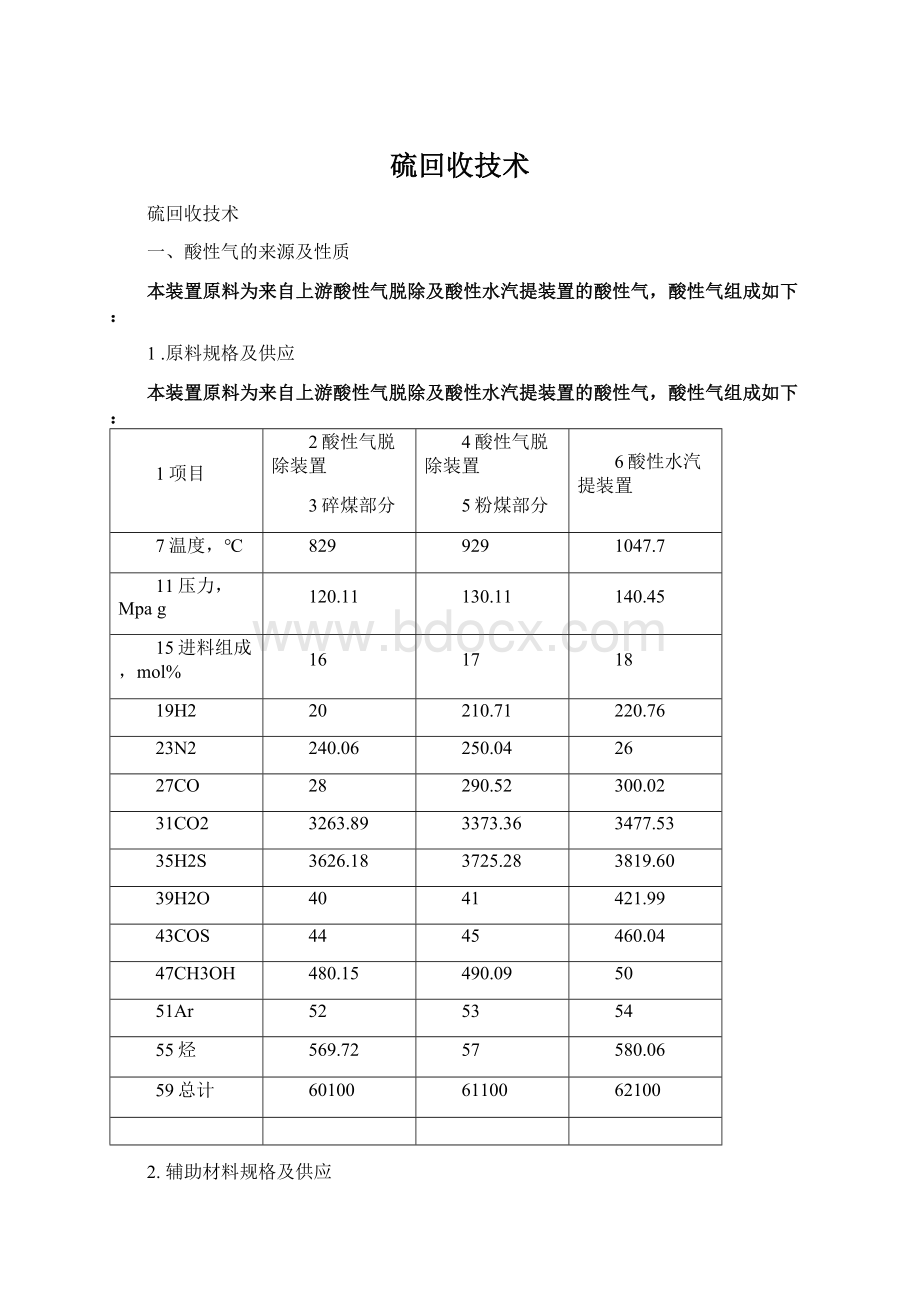
27CO
28
290.52
300.02
31CO2
3263.89
3373.36
3477.53
35H2S
3626.18
3725.28
3819.60
39H2O
40
41
421.99
43COS
44
45
460.04
47CH3OH
480.15
490.09
50
51Ar
52
53
54
55烃
569.72
57
580.06
59总计
60100
61100
62100
2.辅助材料规格及供应
催化剂暂按下列考虑:
a)制硫催化剂
型号
LS-300
LS-981
外观
白色φ4~φ6小球
淡黄色φ4±
0.5×
5~20条形
比表面(m2/g)
≥300
≥180
磨损率(%)
≤0.5
≤1.0
压碎强度(N/颗)
>140
≥200
堆积密度(kg/1)
0.65~0.80
0.90~1.00
b)尾气加氢催化剂
LSH-02(低温加氢催化剂)
灰绿色φ3×
5~10三叶草条
氧化钴含量w%
≥1.8±
0.2
三氧化钼含量w%
≥12±
0.5
孔容(ml/g)
≥0.35
抗碎压力(N/cm)
≥150
堆积密度(kg/l)
0.75±
0.05
二、硫的物理化学性质及应用
本装置主要产品为工业硫磺。
硫磺是一种浅黄色晶体,分子式S,分子量32.06,不溶于水,易溶于二硫化碳,溶点112℃,沸点444℃,自燃点248℃~260℃,在空气中液体硫接触明火即可燃烧,密度1.92g/cm3~2.07g/cm3。
硫磺在加热冷却时发生如下现象:
112.8℃250℃ 300℃
黄色固体———→黄色流动液体———→暗棕色粘稠液体———→暗棕色易流动液体——444.6℃650℃900℃
—→橙黄色气体———→草黄色气体———→无色气体
液体硫磺具有独特的粘温特性。
粘度下降,流动性好;
160℃~190℃由于S8环链开始破裂,成为链状的S8分子,粘度升高,流动性变差;
190℃以上链平均长度缩短,粘度又变小;
250℃以上时,长链的硫分子断裂,粘度急剧减小。
硫分子中的硫原子数目,随温度不同而有所不同,主要存在有S2、S6、S8三种分子状态。
当加热硫磺时存在如下平衡:
3S8—→4S6—→12S2
随温度升高,平衡往右移动。
熔点以下硫分子为S8,温度在熔点与沸点之间时,S6、S8共存。
随温度升高S8逐渐减少而S6逐渐增多。
沸点时S2开始出现,700℃时S8为零,700℃时S2最多而S6为零。
固体硫有α(正交)、β及γ(单斜)三种同素异形体,此外还有聚合型(无定形)的。
α、β及γ硫是环状的S8分子,聚合型硫是环状和链状分子聚合而成的,S8分子的结构如同图1所示:
S8分子结构
三、硫磺回收工艺原理及流程
1.装置简要说明
本装置采用克劳斯制硫法回收硫磺,然后进行尾气灼烧,达到化害为利,消除污染,保护环境的目的。
装置尾气采用120m烟囱高空排放。
2.定义本标准采用下列定义
酸性气:
指含H2S、CO2等气体。
这些气体的湿气体呈酸性。
过程气:
指酸性气燃烧后产生的气体,以示与尾气相区别。
尾气:
指排出制硫装置的气体。
克劳斯反应:
H2S与SO2生成硫的反应。
其特点:
参与反应的H2S与SO2摩尔比为2:
1。
气风比:
风量与酸性气量之比,即:
实际配风量(Nm3/h)
气风比=———————————
酸性气量(Nm3/h)
3.工艺原理
英国的化学家claus发明,现在使用的都是改良克劳斯法。
空气与酸性气体在炉内燃烧,反应十分复杂,其中主要反应及主要副反应如下:
酸性气燃烧炉内的反应:
主要反应:
H2S+3/2O2→SO2+H2O
(1)
H2S+1/2O2→H2O+1/2S2
(2)
副反应:
H2S+CO2→COS+H2O(7)
H2S+1/2CO2→1/2CS2+H2O(8)
(15)
上述反应大多数为放热反应,因此,燃烧炉内的温度较高,一般在1000℃以上,有的高达1350℃。
催化转化器中重要的副反应是CS2和COS的水解反应,该反应随温度的升高而增加。
因此,第一反应器温度控制较高,主要是考虑到CS2和COS的水解反应。
第二或第三反应器温度控制较低,主要是为了更有利于反应的进行,从而提高转化率。
反应器内的反应:
2H2S+SO2→3/XSx+2H2O
2H2S+O2→2/XSx+2H2O
CS2+H2O→COS+H2S
COS+H2O→CO2+H2S
另外,在废热锅炉中,由于温度发生了较大的变化,硫在其中还存在以下反应:
S2→1/3S6
S2→1/4S8
以上两反应均为放热反应。
尾气焚烧炉主要是将H2S、硫等转化为SO2降低对大气的污染。
其中的主要反应为:
H2S+3/2O2→SO2+H2O
S+O2→SO2
尾气加氢还原反应原理:
尾气回收部分以还原吸收法为例,克劳斯尾气混合掺入氢以后,被加热到295℃,在钴、钼(CT6-5B)催化剂的作用下,尾气中携带的单质硫、SO2进行加氢反应,COS、CS2进行水解反应。
反应式如下:
SO2+3H2→H2S+2H2O
S8+8H2→8H2S
COS+H2O→H2S+CO2
CS2+2H2O→2H2S+CO2
经加氢反应后所有的硫都被转化成H2S,然后经过MDEA(N-甲基二乙醇胺)溶剂吸收后送到再生塔部分进行再生,解吸出的H2S返回燃烧炉前重新参加反应。
反应器温度一般控制在该气体中硫的露点温度30℃以上。
4.碎煤酸性气提浓降烃工艺原理
采用MEA(单乙醇胺)或MDEA(二乙醇胺)方法。
MEA(单乙醇胺)具有一个羟基(-OH)和一个氨基(-NH2),羟基能降低化合物的蒸汽压,增大在水中的溶解度,而氨基在水溶液中提供所需的碱度,以促使对酸性气体(H2S、CO2)的化学吸收。
MDEA是胺类中的一种叔胺,它与MEA(单乙醇胺)一样,是一种弱碱,其碱性比MEA(单乙醇胺)弱。
MDEA与H2S、CO2的反应原理如下:
对硫化氢:
2R3N+H2S→(R3NH)2S
(R3NH)2S+H2S→2R3NHHS
对二氧化碳:
2R3N+H2O+CO2→R3NH)2CO3
R3NH)2CO3+H2O+CO2→2R3NHHCO3
其中,烃不与MDEA发生反应。
5.加氢催化剂
硫化的反应机理为:
MoO3+H2S→MoS2+H2O+Q
CoO+H2S→Co9S8+H2O+Q
SO2的存在容易使催化剂硫酸盐化,因此在硫化时应向尾气中注入一定量的氢气,虽然氢气并不参与硫化反应,但具有将Sx、SO2还原的作用。
加氢催化剂钝化的反应机理为:
MoS2+7/2O2→MoO3+SO2+Q
Co9S8+25/2O2→CoO+8SO2+Q
钝化反应是强放热反应,反应时会放出大量的热,伴随可能出现的单质硫及FeS的局部自燃。
5.工艺流程
硫磺回收装置主要由制硫、尾气处理、尾气焚烧和液硫成型四个部分组成,
两级克劳斯+低温SCOT(尾气加氢+尾气吸收)+尾气焚烧+碎煤酸性气MDEA吸收
纯氧代替空气燃烧
图1.主流程
图2.提浓降烃流程
7.工艺流程概述
工艺技术比较:
目前国家有关部门正在酝酿修订石油炼制工业污染物排放标准,要求新建硫磺装置二氧化硫排放浓度小于400mg/Nm3(特定地区小于200mg/Nm3),也就意味着硫磺回收装置的回收率要至少达到99.9%以上。
主要操作条件:
反应炉
操作温度:
1037℃
余热锅炉
副产饱和蒸汽压力:
4.5MPa(g)
一级转化器
228(入口)/315℃(出口)
二级转化器
210(入口)/232℃(出口)
加氢反应器
241(入口)/327℃(出口)
急冷塔
尾气出塔温度:
39℃
再生塔
113(塔顶)/122℃(塔底)
操作压力:
0.1MPa(g)(塔底)
尾气焚烧炉
焚烧炉操作温度:
650℃
制硫部分:
由于本装置酸性气进料H2S浓度较低,为了保证酸性气的充分燃烧及装置转化率,酸性气进料系统采取了预热+纯氧燃烧措施。
经预热后的酸性气全部经反应炉燃烧器进入反应炉,与自系统来的纯氧气发生反应,所供给氧气量刚好可以满足原料气中的烃类完全氧化,以及在尾气中H2S/SO2比率等于2所要求的H2S的燃烧。
原料酸性气与氧气的比率是由设置在氧气管线上两路并联的控制阀来控制的。
一路控制阀维持氧气与酸性气的比率控制,另一路控制阀是用安装在尾气捕集器出口管线上的H2S/SO2比值分析仪的信号来校正。
反应炉开停工时燃料气燃烧状态所需的燃烧空气由开工风机供给。
离开反应炉的高温过程气通过在余热锅炉产生4.5MPa(g)蒸汽来回收余热,产生的蒸汽除装置自用部分外,剩余部分经过减温减压后并入全厂蒸汽管网。
离开余热锅炉的过程气进入一级硫冷凝器,硫被冷凝并通过一级硫封罐进入液硫池。
自一级硫冷凝器出来的过程气进入一级转化器前,经一转入口加热器由余热锅炉产生的高压蒸汽加热到催化转化适宜的温度后进入一级转化器,在反应器内过程气中未反应的H2S和SO2发生Claus反应直至达到平衡。
从一级转化器流出的过程气进入二级硫冷凝器,硫被冷凝并通过二级硫封罐进入液硫池。
从二级硫冷凝器流出的过程气经过二转入口加热器加热后,进入二级转化器,在反应器内过程气中未反应的H2S和SO2发生Claus反应直至达到平衡。
过程气离开二级转化器后进入三级硫冷凝器,在二级转化器内反应生成的硫被冷凝并通过三级硫封罐进入液硫池。
出三级硫冷凝器的过程气进入尾气捕集器,在尾气捕集器中捕集下来过程气中夹带的硫通过四级硫封罐进入液硫池。
过程气离开尾气捕集器后进入尾气处理部分。
通过一、二级硫冷凝器的过程气所释放的热量用来产生0.5MPa(g)蒸汽,产生的蒸汽用于装置内部加热及伴热,不足部分由系统来的蒸汽补充;
通过三级硫冷凝器的过程气所释放的热量用来产生0.12Mpa(g)蒸汽,因为此温位的蒸汽利用价值不高,所以设置了Claus蒸汽空冷器冷凝蒸汽循环使用。
来自各级硫冷凝器及尾气捕集器的液硫自流至液硫池,在液硫池内通过液硫的循环搅动及空气鼓泡使液硫中H2S浓度满足要求后,经泵送至液硫成型机组固化成型。
液硫池内脱气后的含H2S废气经蒸汽喷射器送到尾气焚烧炉焚烧。
尾气处理部分:
来自制硫部分的尾气经尾气加热器采用自产4.5MPa(g)蒸汽加热至240℃左右并混入氢气后进入加氢反应器,反应器内装填的催化剂是特殊的低温加氢催化剂,在加氢反应器中,尾气中的SO2、COS、CS2及单质硫等均被加氢或水解为H2S。
通常情况下,加氢还原反应所需的氢气不需要外供,装置自身过程气中产生的氢气可以满足生产要求。
但为避免装置波动对工艺过程的影响,设置外供氢源以保证装置平稳运行。
从加氢反应器出来的高温尾气进入急冷塔的下部,尾气在急冷塔中通过与急冷水直接逆流接触来降低温度,急冷塔塔底急冷水经急冷水泵升压及急冷水过滤器过滤后,再通过急冷水冷却器冷却后返回急冷塔循环使用。
尾气中所含的反应产生的水蒸汽在急冷过程中被冷凝下来,在经过急冷水过滤器过滤后被送至酸性水汽提装置处理。
尾气离开急冷塔顶后进入到吸收塔,尾气中的H2S气体在吸收塔中被溶剂吸收,吸收了酸性气体的富溶剂自吸收塔底用富液泵送至再生塔,吸收塔顶的经净化的尾气自压进入尾气焚烧炉。
离开吸收塔的富溶剂经贫富溶剂换热器与再生塔底的贫溶剂换热后进入再生塔。
再生塔底由低压蒸汽提供热源,富溶剂在再生塔中进行再生,再生塔顶再生产生的酸性气体经再生塔顶空冷器冷却后,进入再生塔顶回流罐,凝液作为回流返回再生塔,分离出的酸性气体循环返回到制硫部分。
再生塔底的再生后的贫液经贫液泵升压后,再经贫富液换热器换热、贫液冷却器冷却后送至吸收塔塔顶循环使用。
装置生产过程中损耗的溶剂由溶剂贮罐经泵升压后补充。
本部分溶剂贮罐的容量能容纳本装置系统内溶剂的藏量,所有装置内溶剂排凝均密闭排至溶剂配制回收罐。
尾气焚烧部分:
来自吸收塔顶的尾气进入尾气焚烧炉,与外补燃料气及燃烧空气混合燃烧,炉膛温度约为650°
C,燃烧所需的空气由焚烧炉风机供给。
尾气中剩余的H2S和其它硫化物在尾气焚烧炉内进行燃烧并转化为SO2,其它可燃物如烃类、氢及CO等也同时被完全氧化。
从焚烧炉废热锅炉流出的烟气最后经烟囱排入大气。
液硫成型部分:
四、主要操作
H2S/SO2的比例
H2S/SO2的比例在硫磺回收装置操作中有着至关重要的意义,直接影响到硫磺回收转化率的高低。
从克劳斯反应的基本原理可以知道,反应器中硫化氢与二氧化硫反应的摩尔比为2:
1,当过程气中H2S/SO2=2:
1时,克劳斯反应的平衡转化率最高,因此在生产中应尽可能满足这一条件,以获取最高转化率。
图H2S/SO2比例和硫转化率的关系
气风比的调节气风比的调节是硫磺回收装置生产的关键。
反应温度的调节原则:
为防止硫磺冷凝在催化剂上,反应温度一般控制在硫磺露点温度30℃。
燃烧炉炉膛温度的调节:
燃烧炉内大约有70%的硫化氢在高温下转变为气态硫,同时,燃烧炉燃烧的结果直接影响到后续工艺过程的运行情况。
因此,要搞好硫磺回收装置的生产,就必须调节好燃烧炉炉膛温度。
五、从国外采购关键设备
烧嘴
氢分析仪
SO2浓度分析仪
H2S/SO2比值分析仪
六、安全与环保
防硫磺烫伤。
防酸性气中毒。
 升级会员
升级会员 