45钢的淬火工艺文档格式.docx
《45钢的淬火工艺文档格式.docx》由会员分享,可在线阅读,更多相关《45钢的淬火工艺文档格式.docx(10页珍藏版)》请在冰豆网上搜索。
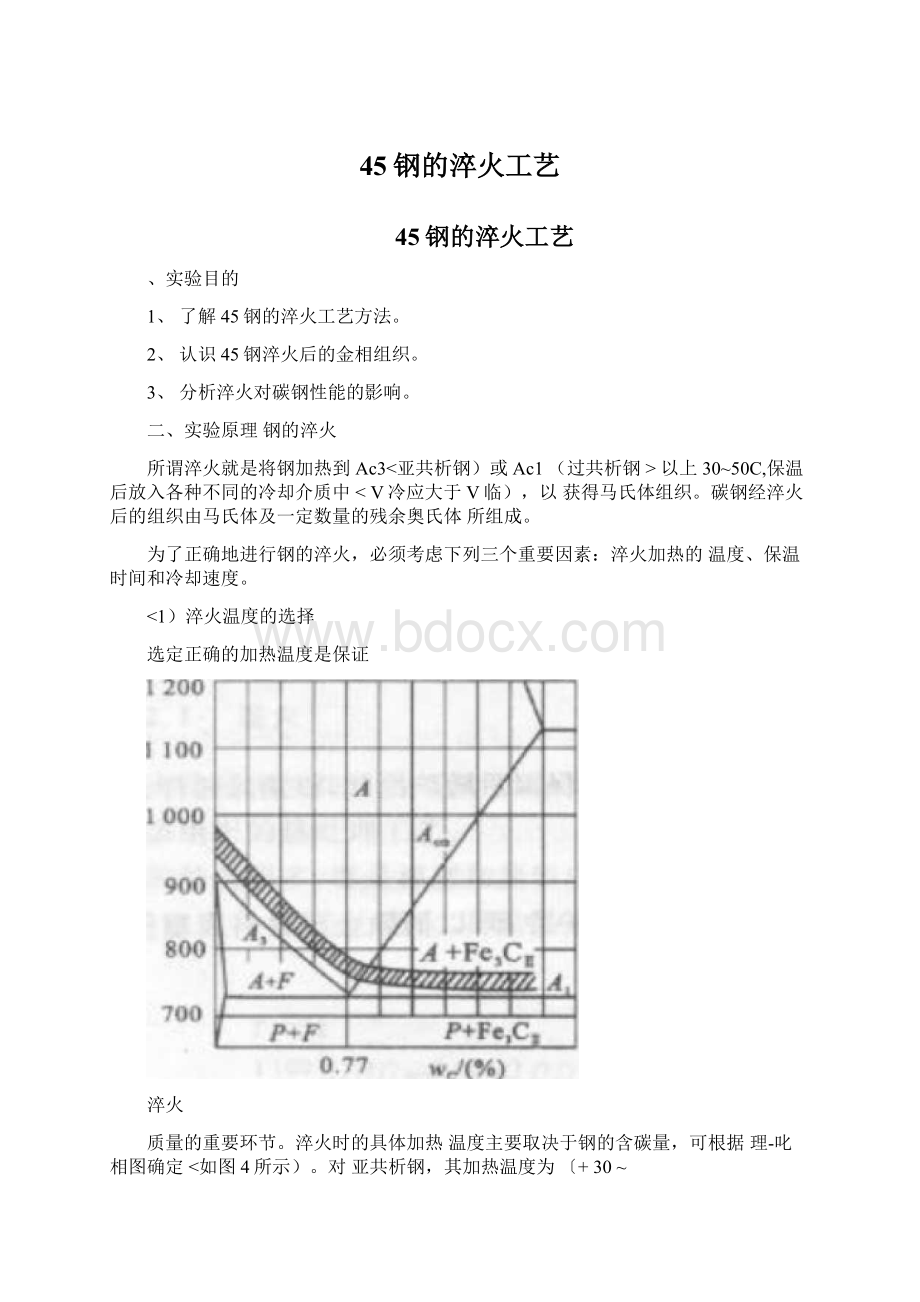
淬火组织中将出现铁素体而造成强度及硬度的降低。
对过共析钢,加热
温度为-+30〜50C,淬火后可得到细小的马氏体与粒状渗碳体。
后者
的存在可提高钢的硬度和耐磨性。
2)保温时间的确定
淬火加热时间是将试样加热到淬火温度所需的时间及在淬火温度
停留保温所需时间的总和。
加热时间与钢的成分、工件的形状尺寸、所需的加热介质及加热方法等因素有关,一般可按照经验公式来估算,碳钢在电炉中加热时间的计算如表1所示。
表1碳钢在箱式电炉中保温时间的确定
加热
工件形状
圆柱形
方形
板形
温度CC>
保温时间
分钟/每毫M直径
分钟/每毫M厚度
700
1.5
2.2
3
800
1.0
2
900
0.8
1.2
1.6
1000
0.4
0.6
3)冷却速度的影响
冷却是淬火的关键工序,它直接影响到钢淬火后的组织和性能。
冷
r/s
示),使淬火工作在过冷奥氏体最不稳定的温度范围<650〜550C)进行快冷<即与C曲线的“鼻尖”相切),而在较低温度<300〜100C)时冷却速度则尽可能小些。
为了保证淬火效果,应选用合适的冷却方法<如双液淬火、分级淬火等〉。
不同的冷却介质在不同的温度范围内的冷却速度有所差别。
各种冷却介质的特性见表2。
表2几种常用淬火介质的冷却能力
冷却介质
在下列温度范围内的冷却速度<C/秒)
650〜550C
300〜200C
18C的水
600
270
50r的水
100
10%NaCI水溶液V18C)
1100
300
10%NaoH水溶液<
18C)
1200
蒸馏水V50C)
250
200
硝酸盐V200C)
350
10
菜籽油<50C)
35
矿务机油<50C)
150
30
变压器油<50C)
120
25
三、实验内容及步骤
根据设备设备情况,每班分为五个小组进行。
每组按要求领取试样。
按照Fe—FeG相图确定淬火加热温度及保温时间,并在加热炉面板上
完成对加热温度及时间的设定。
将试样放入炉内,关上炉门,按下开关,开始加热。
完成热处理之后
取出试样。
对热处理后的试样磨制、抛光和腐蚀后,进行显微组织观察。
将热处理前后的试样表面用砂纸<或砂轮)磨平,并分别测出洛氏硬度
值<HRC或HRB。
将实验数据填入下表。
材料
编号
淬火工艺
硬度
组织
加热温度
保温时间
冷却方式
处理前
<HR)
处理后
45#
1
4
5
6
7
8
四、实验设备及材料
1、箱式电炉及控温仪表
2、洛氏硬度计
3、冷却介质:
水、油<室温)
4、试样材料:
45钢
五、注意事项
1、本实验加热所用设备为电炉,电炉一定要接地,在放、取试样时必须先切断电源。
2、往炉中放,取试样必须使用夹钳,夹钳必须擦干,不得沾有油和水。
3、试样由炉中取出淬火时,动作要迅速,以免温度下降,影响淬火质量。
4、试样在淬火液中应不断搅动,以免试样表面因为冷却不均而出现软化点。
5、淬火时水温应保持20〜30C左右,水温过高要及时换水。
6、淬火或回火后的试样均要用砂纸打磨表面,去掉氧化皮后再测定硬度值。
六、实验报告要求
1、实验目的。
2、分析加热温度与冷却速度对钢性能的影响。
3、绘制出45钢正火温度与硬度的关系曲线图。
4、分析实验中存在的问题
45钢的正火工艺
1、了解45钢的正火工艺方法。
2、认识45钢正火后的金相组织。
3、分析正火对碳钢性能的影响。
二、实验原理
钢的正火
将钢件加热到临界温度以上30-50C,保温适当时间后,在静止的空气
中冷却的热处理工艺称为正火。
正火的主要目的是细化组织,改善钢的性能,获得接近平衡状态的组织。
正火保温时间和完全退火相同,应以工件透烧,即心部达到要求的加热温度为准,还应考虑钢材、原始组织、装炉量和加热设备等因素。
正火冷却方式最常用的是将钢件从加热炉中取出在空气中自然冷却。
对于大件也可采用吹风、喷雾和调节钢件堆放距离等方法控制钢件的冷却速度,达到要求的组织和性能。
正火与退火工艺相比,其主要区别是正火的冷却速度稍快,所以正火热处理的生产周期短。
故退火与正火同样能达到零件性能要求时,尽可能选用正火。
按照Fe—FeG相图确定正火加热温度及保温时间<
2h),并在加热炉面
板上完成对加热温度及时间的设定。
完成热处理之后取出试样。
将热处理前后的试样表面用砂纸<
或砂轮)磨平,并分别测出洛氏硬度值vHRG或HRB。
正火工艺
HR)
1、箱式电炉及控温仪表
4、试样材料:
45钢
3、绘制出45钢正火温度与硬度的关系曲线图。
4、分析实验中存在的问题。
45钢的退火工艺
<完全退火)
一、实验目的
1、了解45钢的退火工艺方法。
2、认识45钢退火后的金相组织。
3、分析退火对碳钢性能的影响。
钢的退火
退火是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却>的一种金属热处理工艺。
目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善塑性和韧性,使化学成分均匀化,去除残余应力,或得到预期的物理性能。
常用的退火工艺有:
①完全退火。
用以细化中、低碳钢经铸造、锻压和焊接后出现的力学性能不佳的粗大过热组织。
将工件加热到铁素体全部转变为奥氏体的温度以上30〜50C,保温一段时间,然后随炉缓慢冷却,在冷却过程中奥氏体再次发生转变,即可使钢的组织变细。
②球化退火。
用以降低工具钢和轴承钢锻压后的偏高硬度。
将工件加热到钢开始形成奥氏体的温度以上20〜40C,保温后缓慢冷却,在冷却过程中珠光体中的片层状渗碳体变为球状,从而降低了硬度。
③等温退火。
用以降低某些镍、铬含量较高的合金结构钢的高硬度,以进行切削加工。
一般先以较快速度冷却到奥氏体最不稳定的温度,保温适当时间,奥氏体转变为托氏体或索氏体,硬度即可降低。
④再结晶退火。
用以消除金属线材、薄板在冷拔、冷轧过程中的硬化现象<硬度升高、塑性下降)。
加热温度一般为钢开始形成奥氏体的温度以下50〜150C,只有这样才能消除加工硬化效应使金属软化。
⑤石墨化退火。
用以使含有大量渗碳体的铸铁变成塑性良好的可锻铸铁。
工艺操作是将铸件加热到950C左右,保温一定时间
后适当冷却,使渗碳体分解形成团絮状石墨。
⑥扩散退火。
用以使合金铸件化学成分均匀化,提高其使用性能。
方法是在不发生熔化的前提下,将铸件加热到尽可能高的温度,并长时间保温,待合金中各种元素扩散趋于均匀分布后缓冷。
⑦去应力退火。
用以消除钢铁铸件和焊接件的内应力。
对于钢铁制品加热后开始形成奥氏体的温度以下100〜200C,
保温后在空气中冷却,即可消除内应力。
按照Fe—FeG相图确定退火加热温度及保温时间<2h),并在加热炉面板上完成对加热温度及时间的设定。
值<HRG或HRB。
退火工艺
<HR)
四、实验设备及材料
五、注意事项
1、本实验加热所用设备为电炉,电炉一定要接地,在放、取试样时必须先切断电源。
2、往炉中放,取试样必须使用夹钳,夹钳必须擦干,不得沾有油和水。
3、绘制出45钢退火温度与硬度的关系曲线图
实验数据参考
淬火温度调节:
目标值
升温时间
冷却方式:
水冷,水温不超过20-30Eo
Sv-1
15
Sv-2
450
Sv-3
650
Sv-4
850
退火温度调节:
冷却方式:
随炉冷却至600E以下再出炉空冷。
正火温度调节:
空冷。
 升级会员
升级会员 