焊接工艺规程版Word文档格式.docx
《焊接工艺规程版Word文档格式.docx》由会员分享,可在线阅读,更多相关《焊接工艺规程版Word文档格式.docx(28页珍藏版)》请在冰豆网上搜索。
审核人及日期
批准人及日期
备注
A
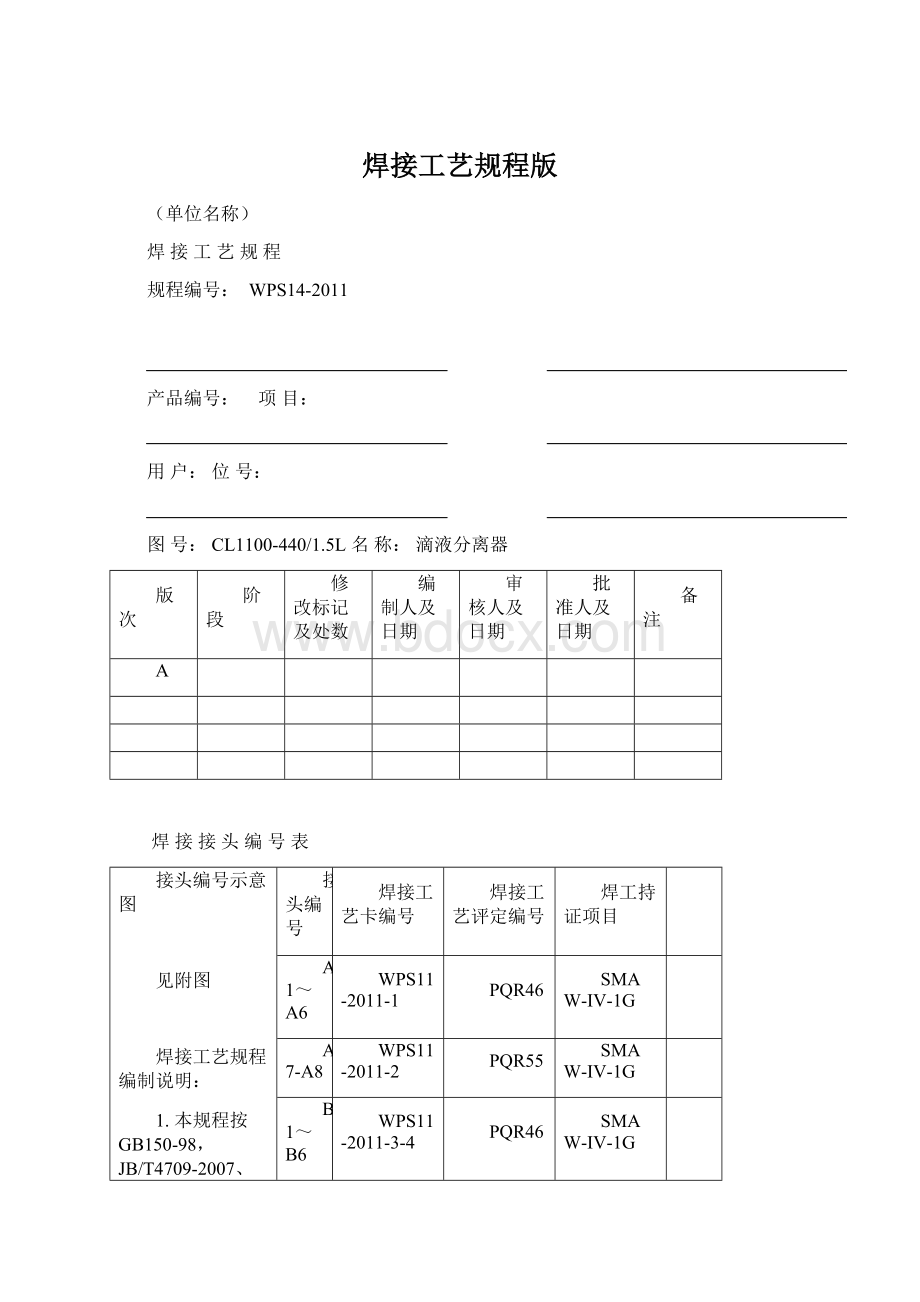
焊接接头编号表
接头编号示意图
见附图
焊接工艺规程编制说明:
1.本规程按GB150-98,JB/T4709-2007、《固定式压力容器安全技术监察规程》及本公司质保手册编制。
2.本产品其它焊接接头按本公司《锅炉压力容器焊接通用工艺》要求执行。
接头编号
焊接工艺卡编号
焊接工艺评定编号
焊工持证项目
A1~A6
WPS11-2011-1
PQR46
SMAW-Ⅳ-1G
A7-A8
WPS11-2011-2
PQR55
B1~B6
WPS11-2011-3-4
D1、D7
WPS11-2011-5
PQR52
SMAW-Ⅳ-2FG
D2、D6
WPS11-2011-6
D3~D5
WPS11-2011-7-8
C1、C8
WPS11-2011-9
C2、C6
WPS11-2011-10
C3、C5
WPS11-2011-11
C4、C10
WPS11-2011-12
C7、C9
WPS11-2011-13
产品名称
滴液分离器
产品型号
高度1496Ф798体积0.1M3
产品编号
WPS14-2011
焊接工艺卡
WPS14-2011-1
接头名称
筒体纵缝
母材
SUS304
规格
φ1100×
10mm
焊接过程
焊接工艺评定报告编号
接头简图
1.按图示组对定位接头,用角磨机制备坡口。
2.清理坡口表面及两侧20mm内的水、油污、铁锈、氧化皮等杂物。
检
验
序号
本厂
监检
部门
用户或
第三方
3.焊丝、焊剂按规定烘干、焊丝应去除油、锈及水份污物。
4.按规范施焊定位焊缝,定位焊缝长度15-20mm,间距150-200mm。
5.按规范依次施焊1~4层焊缝.第1层焊后应反面清理坡口,发现缺
陷去除,第4层焊缝施焊前应用薄片沙轮清理焊根,显露出正面打
底的焊缝金属。
第3层焊缝焊接时可在坡口二侧作短暂停顿,以填
满焊道。
6.施焊完结,清理焊渣及飞溅物。
7.在规定位置打上焊工钢印,作好施焊记录。
8.交检
预热温度
层间温度
焊后热处理
焊接位置
施焊技术
钨极直径
喷嘴直径
气体成分
℃
平焊
Φmm
焊接规范参数
层次
焊接方法
焊材牌号
极性
电流(A)
电压(V)
速度(mm/s)
烘烤温度℃
保温时间h
用量(根)
编制
陈小艳
定位焊
SMAW
A102
4
交流
140~160
24~26
150℃
1
日期
160~180
4~6
审核
吴利初
2
3
批准
WPS14-2011-2
上、下管箱筒节纵缝
A7~A8
S22053
E2209-17
WPS14-2011-3
膨胀节+筒体环缝
B1~B2
WPS14-2011-4
筒体环缝
B3~B6
WPS14-2011-5
筒体+耳座垫板
SUS304+Q345R
接头简图:
1.按图示组对定位接头。
2.清理接头两侧20mm内的水、油污、铁锈、氧化皮等杂物。
3.焊条按规定烘干、保温,并置于保温筒内待用。
4.按规范施焊定位焊缝,定位焊缝长度10mm,对称2-3处。
5.按规范施焊焊缝,各二层
6.施焊完毕,清理焊渣及飞溅物。
8.交检。
A302
WPS14-2011-6
筒体+接管
5.按规范施焊焊缝,第一层焊接时应注意反面成形,保证焊透,焊后
用角磨机清理坡口,发现缺陷去除,第二层焊缝应将坡口填满。
3.2
90~130
22~24
3~5
2-4
WPS14-2011-7
换热管+管板
D3
厚度
2.5
85~100
WPS14-2011-8
接管+下管箱筒节
D4、D5
WPS14-2011-9
法兰+上、下管箱筒节
5.按规范施焊焊缝,内外各三层
俯位
 升级会员
升级会员 