数控铣床加工程序的编制与仿真检验Word下载.docx
《数控铣床加工程序的编制与仿真检验Word下载.docx》由会员分享,可在线阅读,更多相关《数控铣床加工程序的编制与仿真检验Word下载.docx(19页珍藏版)》请在冰豆网上搜索。
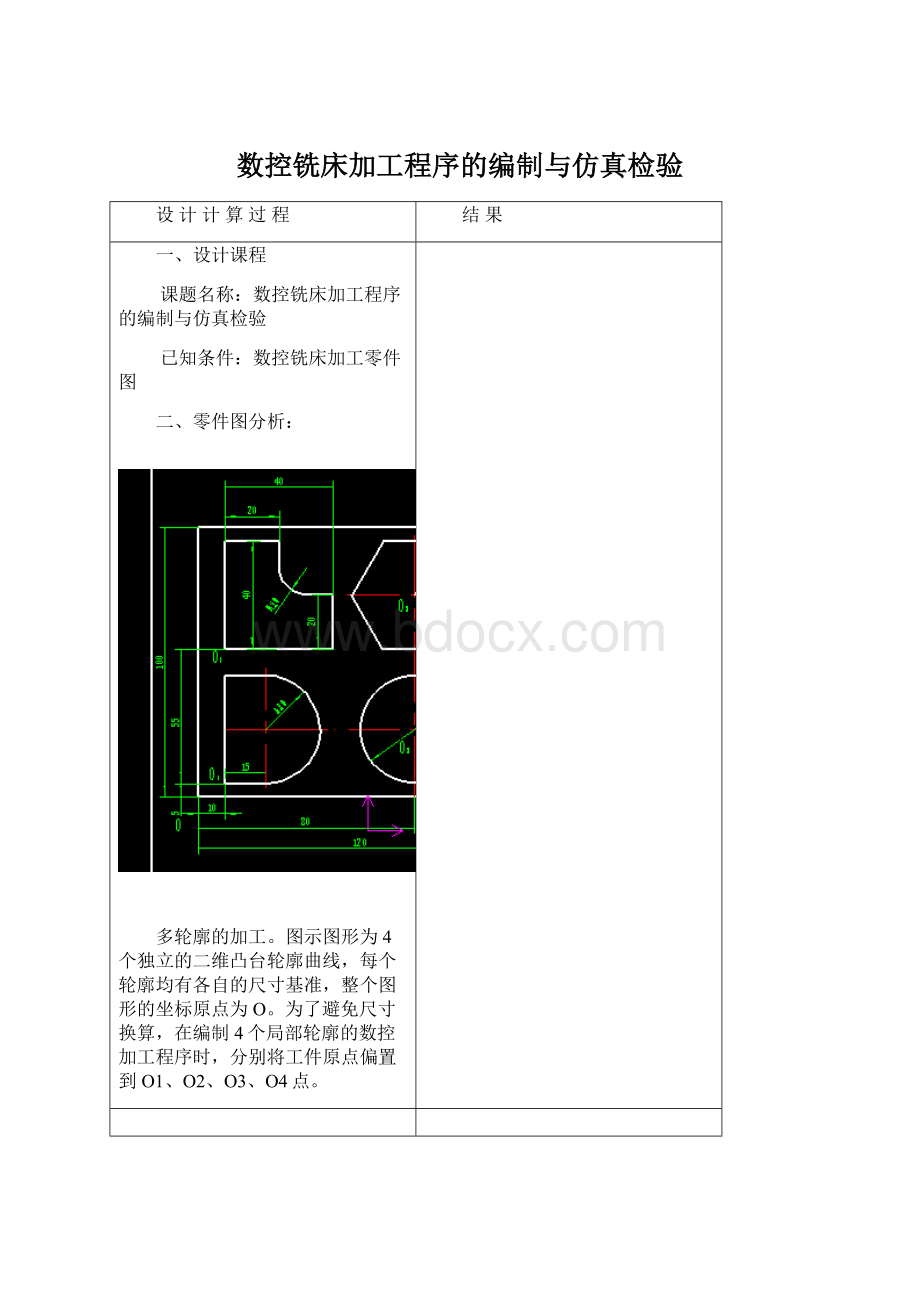
图示图形为4个独立的二维凸台轮廓曲线,每个轮廓均有各自的尺寸基准,整个图形的坐标原点为O。
为了避免尺寸换算,在编制4个局部轮廓的数控加工程序时,分别将工件原点偏置到O1、O2、O3、O4点。
图示零件从结构来看,该零件包括了凸台、平面等加工,凸台在零件外表面上分布有四个,零件表面上的四个凸台形状各不相同,有较严格的尺寸精度,尺寸标注完整,轮廓描述清楚,零件的材料45钢,该材料是具有较高的强度和较好的韧性塑性。
零件成产批量为单件小批量。
三、零件总体工艺分析
3.1工艺分析
1、确定装夹方案定位基准变成原点
由于毛坯为长方形,用工艺板。
为了避免尺寸换算在偏置四个局部轮廓的数控加工程序时,为了分别将工件原点偏置到01、02、03、04、
2、加工顺序方案的制定
根据零件图样制定加工方案
夹持零件——粗铣上平面——精铣上平面——粗铣外轮廓——精铣外轮廓
3、机床的选择
根据图形的结构,有圆弧、凸台等,加工内容较为复杂,用数控铣床XK0816数控铣,来完成此次加工任务。
4、毛坯的选择
选择毛坯尺寸为120*100*40mm
5、刀具的选择
刀具号
刀具规格名称
刀柄型号
半径补偿值
作用
T01
Φ10平底铣刀
5
铣削轮廓
6、定位安装
采用工艺凸台铣两个夹持面,作为基准,可以一次性装夹而加工完所需要的加工表面,没有重复定位,故能保证基准统一。
四、工艺规程设计
1、对零件的加工制定重要工艺流程
工序号
工序名称
工序内容
设备
1
备料
将毛坯铸成100*120*40mm
2
准备
装夹对刀
铣床
3
铣削
凸台轮廓
4
钳工
去加工痕
钳工用具
钳工精修
按图纸要求
6
检验
测量各部分尺寸、形状、精度、检测
2、切削用量
(1)主轴转速的确定
允许的切削速度Vc(m/min)
选取:
n=1000Vc/πD
其中Vc:
切削速度D:
刀具的直径
工件材料
硬度HBS
切削速度Vc(m/min)
高速钢铣刀
硬质合金铣刀
45钢
<
225
18-42
66-150
取Vc=40m/min
n=1000*40/3.14*10=960r/min
2、进给速度的确定:
切削进给速度F是切削时单位时间内工件与铣刀沿进给方向的相对位移单位mm/min
F=fzZN
铣刀每齿进给量:
每齿进给量fz(mm/z)
粗铣
精铣
硬质合金钢
钢
0.10-0.15
0.15-0.25
0.02-0.05
F=0.05*3*960=150mm/min
(3)冷却液的选择:
常用冷却液
冷却液名称
主要成分
主要作用
水溶液
水防绣添加剂
冷却
乳化液
水、油乳化液
冷却、润滑、清洗
切削液
矿物油、动植物油
润滑
从工件材料考虑切削45钢时不得使用乳化液,考虑到冷却效果和价格选择乳化液可以满足要求。
从刀具材料考虑硬质合金刀具一般采用乳化液作为冷却液,其冷却效果很好。
六、加工(见截图)
七、总结
通过本次课程设计,使我们对零件设计与加工有了更进一步的认识和掌握,也了解了加工业在实际生产、生活中的重要地位。
我们综合了专业了知识,更是因为在设计中,遇到了许多的问题,得到了老师的解答,完成了数控仿真编程,我们从中更认识到了自己不足之处,对于即将毕业的我来说,无疑是给了自己一个巨大的帮助,以便在近期内巩固所学的知识,为今后离开校园走上工作岗位奠定坚实的技术基础,成为一个对社会有所贡献的人
八、参考文献(略)
 升级会员
升级会员 