速冻食品生产工艺文件文档格式.docx
《速冻食品生产工艺文件文档格式.docx》由会员分享,可在线阅读,更多相关《速冻食品生产工艺文件文档格式.docx(7页珍藏版)》请在冰豆网上搜索。
八、成品包装操作规程·
9
九、成品贮存工序作业指导书·
10
十、清洗消毒规程·
11
一、概述
为保证产品质量的稳定,为防止产品因原辅材料质量不符合要求以与冻结过程达不到规定要求,造成速冻食品变色、边围、营养成分过多损失,微生物指标超标、食品添加剂超标等质量安全问题,根据《速冻食品生产许可证审查细则》和本公司生产的实际,把原料验收、配料、烝炊(适用于熟制品)、速冻工序、成品贮存等工序确定为本公司速冻食品(生制品、熟制品)生产加工过程中的关键控制环节;
为使整个生产加工过程更加规化,现对生产加工过程制定以下作业程序,以对相关工作程序,参数进行有效控制。
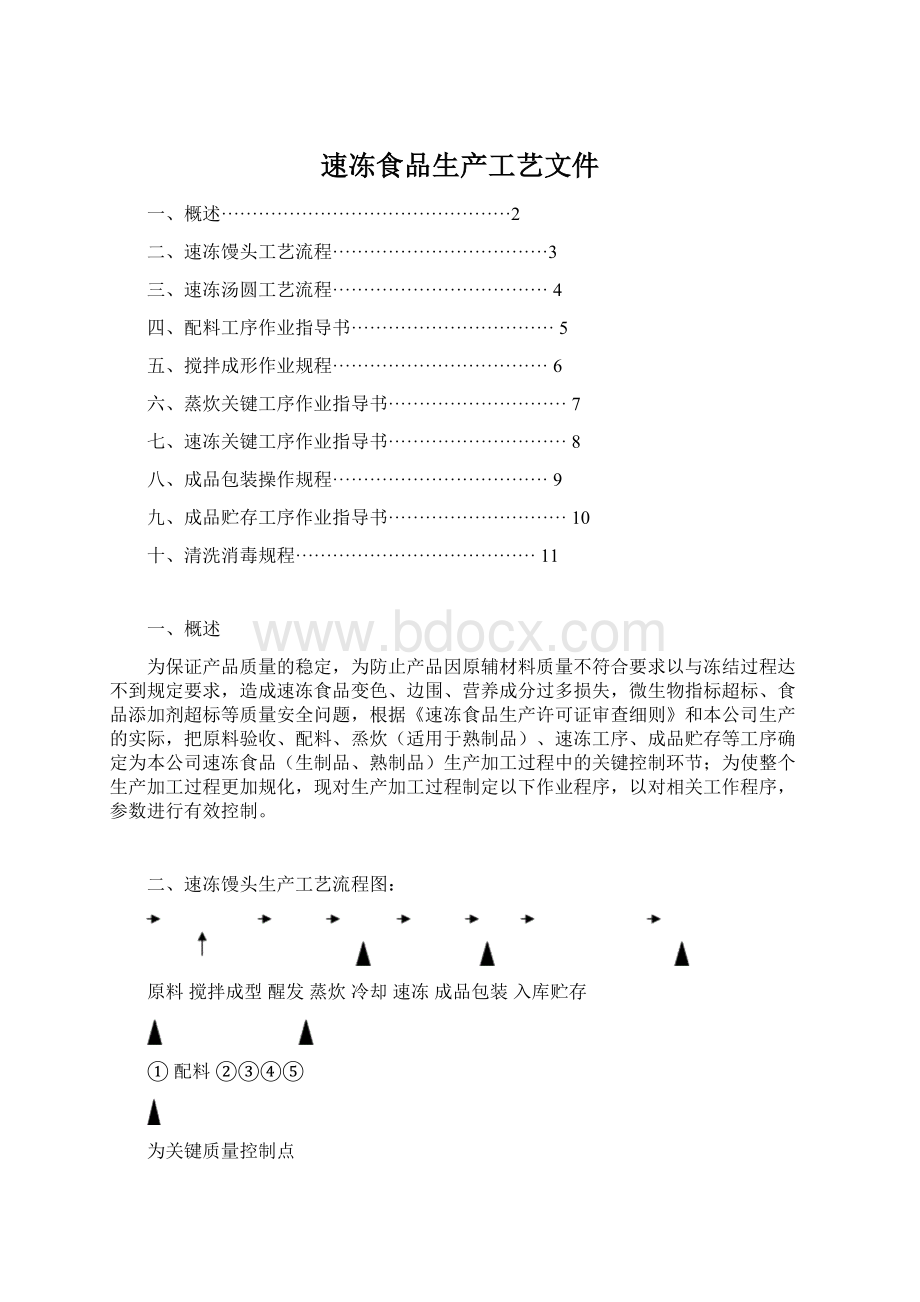
二、速冻馒头生产工艺流程图:
原料搅拌成型醒发蒸炊冷却速冻成品包装入库贮存
①配料②③④⑤
为关键质量控制点
关键设备与其参数:
①原料:
原料验收,每批入厂必须严格按照《进货检验规》对其进行检验,合格后方可入库或投入生产。
②配料:
配料盆、电子秤,原辅料配比严格按照本企业配方要求进行。
③蒸炊:
蒸饭车,蒸制时间60~90分钟。
④速冻:
速冻室,温度控制在-30~-40°
C,速冻效果能使产品在30分钟以,食品中心温度从-1°
C降到-5°
C。
速冻后的食品中心温度能达到-18°
C以下。
⑤入库贮存:
冷库,温度控制在-18°
C以下,温度波动应控制在2°
C以。
三、速冻无馅汤圆生产工艺流程图:
原料搅拌成型速冻成品入库贮存
①③④
配料②
③速冻:
④入库贮存:
四、配料工序作业指导书
1、目的
建立配料工序的标准作业指导书,以便正确的进行配料。
2、适用围
产品配料工序的操作过程。
3、责任人
操作员工
4、工作规程
4.1配料前应确定本批生产的产量。
4.2根据生产的产量和生产的配方确定每一种辅料的数量。
4.3先将电子天平进行调零。
4.4配料人员依据所需物料的品名、编号、批号、规格、数量等将所需原辅料备齐从辅料库领出,放置在备料区,码放整齐。
4.5须拆零的原辅料可根据其性质在制定区域拆包、称重,并将被拆包件与称取的原辅料装入洁净容器,并将原包装拆封口重新封严,填写好标签,送回原货位。
4.6领取原辅料时,应遵循先进先出的原则,减少原辅料的贮存期限。
4.7对于食品添加剂,其使用围和使用量应符合GB2760的规定。
4.8配料人员将秤取的每一种辅料放入指定的干净容器中。
4.9应严格执行《产品作业指导书》中各产品配方要求进行配料。
5、配料完毕后,配料人员应填写相应的记录并入档保存。
6、相关记录《配料记录表》
五、搅拌成形作业规程
1、接通搅拌机电源,打开转动开关,检查搅拌机运转是否正常。
注意:
试机前不装任何搅拌器具,以免因转向不符而致机件损坏。
2、将干净的搅拌桶与打蛋器安装在搅拌机上,将配好的料倒入搅拌桶,一般先慢速后快速搅拌至各物料混合均匀,颜色一致。
换档前必须先停机。
3、料打好后关闭搅拌机,依据不同产品,将搅拌好的料糊倒入不锈钢盆进行手工成形或入模成形。
4、工作完毕业后应与时清洗搅拌器具与料桶,并保持搅拌机机器整体洁净。
5、搅拌机使用须知:
①工作时将搅拌桶提升,更换搅拌器具时,应先将桶下降。
更换物料时,先取出搅拌器具再取出搅拌桶。
②机器工作时,手不准伸入桶或握持搅拌器具。
③不准用水喷洗搅拌机。
④不准用湿手接触开关和电源插头。
⑤机器有故障时,请立即停止使用。
六、速冻食品烝炊工序作业指导书
建立速冻食品蒸制工序的标准作业指导书,以便正确的进行蒸制。
产品蒸制工序的操作过程。
①、生产前,清理干净生产车间地面与周围杂物,擦拭设备表面,使无粉层、无污染。
蒸车应用清水冲洗干净;
②打开柜门,对蒸饭柜底部水箱上水。
③关闭柜门,接通电源,开启机器,对柜水箱的水加热。
④当水烧开后,并有大量蒸汽冒出时,打开柜门,将装有已醒发好生胚的笼屉置于蒸车架上。
⑤关闭柜门,开始计时蒸煮时间,各产品均有所不同,具体时间参照《产品作业指导书》
⑥当时间到达后,应打开柜门,应注意观察产品的色泽、形态是否达到要求。
⑦作业完成后,应与时关闭电源。
应将柜水箱里的水排出干净,并清扫蒸饭柜外的残留杂物,并擦拭机器外表,保持外观清洁。
⑧认真做好操作控制记录,保持记录整洁。
⑨工作完毕后,清洗所有工器具和场所,保持工作场地清洁卫生。
⑩相关记录
《蒸煮工序记录表》
七、速冻关键工序作业指导书
建立本厂速冻关键工序的作业指导书,以便提供符合要求的生产过程产品。
本规程适用于本厂速冻工序的操作规程。
①生产之前,清理速冻库的异杂物品;
接通电源开启机器。
②产品冷却一段时间后,速冻室温度达到-30~-40°
C时,将产品送入速冻库。
③速冻时一定要严格控制温度和时间的变化,以确保速冻后的食品中心温度能达到-18°
C以下,保证产品质量稳定和生产效率。
④速冻完成后必须将产品急速运入包间进行包装入库。
⑤作业完成后。
应与时关闭电源。
⑥认真做好操作控制记录,保持记录整洁。
⑦工作完毕后,清洗所有工器具和场所,保持工作场地清洁卫生。
《速冻关键工序控制记录》
八、包装操作规程
建立定量包装工序的操作规程,以便提供符合要求的生产过程产品。
本规程适用于本厂定量包装工序的操作过程。
3.责任人
4.1包装前应确定本批生产的产品品种与产量等,将所需包装袋放入消毒间杀菌半小时。
4.2包装工必须经过更改、换工作鞋、惜售消毒后方可进入包装间进行包装。
4.3打开紫外线灯,对包装车间与工作台面进行杀菌半小时左右。
4.4包装前对电子天平进行校对,将包装袋放在天平上面,打开袋口,用勺子将大致重量的产品盛入包装袋中。
在装袋的过程中国,刚开始放的多一点,到差不多够重量时,让少量的产品慢慢的倒入袋中。
当重量刚好到达后,停止装袋,并将整袋传给封口人员。
4.5由封口人员开启封口机的电源,并调整好生产日期与热封温度与转速。
将装好的产品与时封口:
先将包装袋口的两边对齐,并压紧,再将产品放平,沿着封口滚轴,将袋口封好,注意袋包的封线离袋口要有一定的距离,以防止散开。
4.6包装后产品要求:
计量准确、封口严密、压痕一致,不漏包、密封性完好。
4.7包装完毕应与时清理剩余的包装材料,以防下一批误用
4.8包装完毕后应对整个生产场所进行清理,并对相关生产设备或周转容器进行消毒。
5、生产完毕后,包装人员应填写相应的记录并入档保存。
相关记录:
《产品包装入库记录》
九、成品贮存工序作业指导书
建立本厂成品贮存工序的作业指导书,以便提供符合要求的产品。
本规程适用于本厂成品贮存的操作过程。
仓库员
4.1入库前,应将成品冷库清理干净,库不得堆放异物杂品。
4.2将包装好的成品迅速送入成品库进行冷冻,成品库温度应控制在-18°
4.3成品库要严格遵守先进先出的原则,对不同产品、批次应进行有序摆放。
4.4每天做好成品贮存温度监控记录。
5、相关记录:
《冷库环境监控记录》
十、清洗消毒规程
保证生产环境、设备设施的清洁卫生,尽量避免二次污染。
2、围
企业速冻生产车间的生产环境、设备设施等。
3、职责
3.1车间操作人员负责具体的清洗消毒工作;
3.2办公室负责对清洗消毒过程进行监督。
4、生产设备与环境
4.1周转容器、工具等每天工作完成后要进行清洗一次。
清洗程序为:
清水刷洗/开水浸泡20分钟/清水冲洗。
清洗时先将其浸泡在清水中10分钟,用毛刷将其表面粘附物去除,再入开水浸泡20分钟后,再晾干待用。
4.2搅拌机:
每天下班后,先用清水将搅拌机的搅拌缸与成型机的料斗清洗干净,再将机器表面的粘附物用清洗干净的湿擦布擦拭干净,再用75%酒精喷洒消毒。
4.3生产场所:
每天生产完毕后要对地面进行清扫,每天一次;
各车间和更衣室每天班前还要进行紫外线杀菌,各实施30分钟;
且生产车间应定期进行清洗,每星期至少大清洗一次。
5、清洗后要有记录,记录见表《清洗消毒记录表》
 升级会员
升级会员 