远威PD211Q345R6手工焊热处理0828Word文件下载.docx
《远威PD211Q345R6手工焊热处理0828Word文件下载.docx》由会员分享,可在线阅读,更多相关《远威PD211Q345R6手工焊热处理0828Word文件下载.docx(22页珍藏版)》请在冰豆网上搜索。
Ф3.2,Ф4
焊材型号
E5015
焊材牌号(钢号)
J507
其他
耐蚀堆焊金属化学成分(%):
无
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其它:
焊接位置:
对接焊缝的位置:
平焊
焊接方向(向上、向下):
/
角焊缝位置:
/
焊接方向(向上、向下):
/
焊后热处理:
温度范围(℃)600~640
保温时间(h)2
预热:
预热温度(℃)(允许最低值)0
层间温度(℃)(允许最高值)350
保持预热时间/
加热方式/
气体:
气体种类混合比流量(L/min)
保护气
尾部保护气
背面保护气
电特性:
电流种类:
直流极性:
反接
焊接电流范围(A):
100~180电弧电压(V):
22~26
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(KJ/cm)
牌号
直径
极性
电流(A)
定位焊
SMAW
Ф3.2
反
110~135
22~25
1
100~135
15~19
13.5
2-3
Ф4
160~180
23~26
18.7
钨极类型及直径:
/喷嘴直径(mm):
熔滴过度形式:
/焊丝送进速度(cm/min):
技术措施:
摆动焊或不摆动焊:
稍摆动摆动参数:
按操作需要
焊前清理和层间清理:
钢丝刷+砂磨背面清根方法:
碳刨+打磨
单道焊或多道焊(每面):
多道/单道单丝焊或多丝焊:
导电嘴至工件距离(mm):
/锤击:
不需要
编制
审核
批准
日期
2010.9.11
焊接工艺评定记录卡
焊接工艺指导书编号
WD2-11
焊接工艺评定报告编号
PD2-11
焊接位置
1G
焊接接头简图:
基本材料
牌号
规格
入库号
Q345R
δ=6mm
见质保书
焊接材料
规格
烘干
温度
保温
时间
Φ3.2
350℃
1h
Φ4
焊接工艺参数
焊机
层次
焊材牌号
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
线能量(KJ/cm)
直流
反接
φ3.2
110
24
115
19
8.7
2
φ4
180
26
15
3
175
25
18
14.6
其他参数
钨极直径
喷嘴直径
保护气体
气体流量
/L/min
预热温度
/℃
层间温度
≤350℃
热处理温度
600~640℃
保温时间
2H
清根方法
碳刨+砂磨
摆动或不摆动
稍摆动
外观检查
对接焊缝宽度(mm)
正面:
15~16背面:
8~10
角焊缝焊角尺寸(mm)
对接焊缝余高(mm)
1~1.5背面:
1~1.5
角焊缝两焊脚差(mm)
焊缝表面质量:
(有无裂纹、气孔、咬边及成型情况等)
焊缝表面无裂纹、无气孔等缺陷,成形良好,结论合格。
焊工
检验员
记录
焊接工艺评定报告编号:
PD2-11焊接工艺指导书编号:
WD2-11
焊接方法:
SMAW机械化程度(手工、半自动、自动)手工
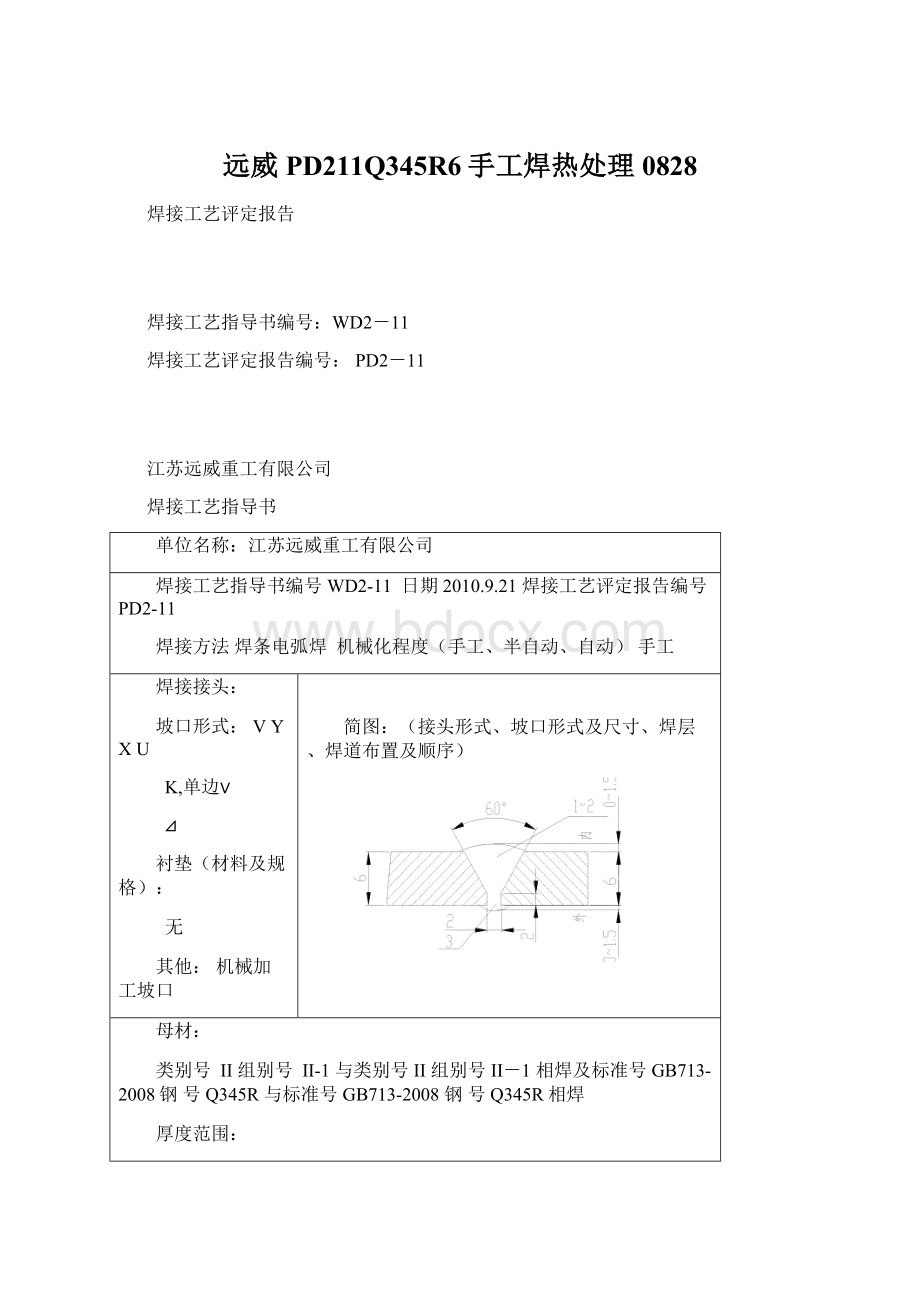
接头简图:
(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
材料标准:
GB713-2008
钢号:
Q345R
类、组别号:
II-1与类、组别号:
II-1相焊
厚度:
6mm
直径:
其他:
无
保温时间(h)2
保护气
尾部保护气
背面保护气
填充金属:
焊材标准:
GB/T5117
焊材牌号:
J507
焊材规格:
Φ3.2,Φ4
焊缝金属厚度:
电流种类:
直流
极性:
钨极尺寸:
焊接电流(A):
φ3.2-115A;
φ4-180
电流电压(V):
φ3.2-24;
φ4-26
对接焊缝位置:
1G方向:
/(向上、向下)
角焊缝位置:
/方向:
焊接速度(cm/min):
15~19
摆动或不摆动:
稍摆动
摆动参数:
按操作需要
多道/单道
单丝焊或多丝焊:
线能量18.7KJ/CM
预热温度(℃):
层间温度(℃):
≤350
拉伸试验试验报告编号:
LH-PD2-11
试样编号
试样宽度
(mm)
试样厚度
横截面积
(mm2)
断裂载荷
(KN)
抗拉强度
(Mpa)
断裂部位
和特征
PD2-11-1
25.1
6.0
150.6
85.8
570
热影响区
PD2-11-2
25.2
151.2
85.4
565
弯曲试验试验报告编号:
试样类型
弯心直径
弯曲角度
(°
)
试验结果
PD2-11-3
面弯
6
合格
PD2-11-4
PD2-11-5
背弯
PD2-11-6
冲击试验试验报告编号:
试样尺寸
缺口类型
缺口位置
试验温度
(℃)
冲击吸功(J)
备注
PD2-11-7-1
5×
10×
55
焊缝
47
PD2-11-7-2
36
PD2-11-7-3
38
PD2-11-8-1
30
PD2-11-8-2
31
PD2-11-8-3
40
金相检验(角焊缝):
根部:
(焊透、未焊透)/,焊缝:
(熔合、未熔合)/,焊缝、热影响区:
(裂纹、无裂纹)/。
检验截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
无损检验:
RT:
100%探伤,无缺陷长度,满足取样要求,UT:
/,
MT:
/,PT:
/。
耐蚀堆焊金属化学成分(重量%)
分析表面或取样开始表面熔合线的距离(mm):
附加说明:
结论:
本评定按JB4708-2000规定焊接试件、检验试样、测定性能,确认试验记录正确。
评定结果:
合格
焊工姓名
焊工代号
施焊日期
编制
审核
批准
日期
2010.9.21
第三方检验
理化试验委托单BD1301-04
委托部门江苏远威重工送检部门无锡良宇委托日期2010.9.16
材料牌号Q345R材料规格6mm
焊接方法SMAW焊材牌号J507规格Φ3.2/Φ4.0
试件:
□原材料入库编号
□
 升级会员
升级会员 