车工职业技能鉴定培训计划实施及教学大纲Word格式文档下载.docx
《车工职业技能鉴定培训计划实施及教学大纲Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《车工职业技能鉴定培训计划实施及教学大纲Word格式文档下载.docx(9页珍藏版)》请在冰豆网上搜索。
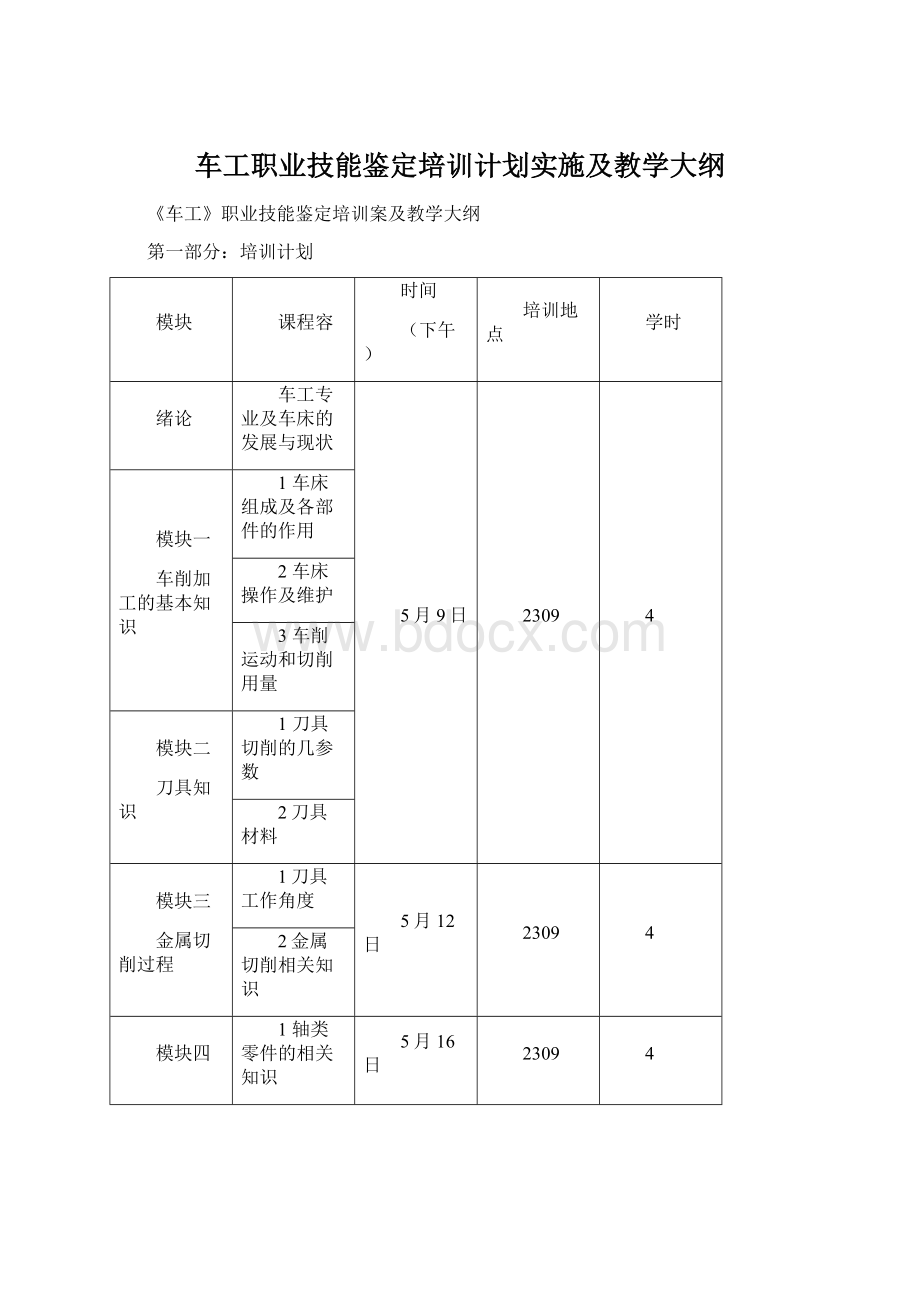
2刀具材料
模块三
金属切削过程
1刀具工作角度
5月12日
2金属切削相关知识
模块四
车削外圆、端面、阶台
1轴类零件的相关知识
5月16日
2车削外圆、端面、阶台
模块五
车沟槽、切断
1车沟槽
2切断
模块六
套类零件加工
1套类零件相关知识
5月19日
2加工
模块七
车削圆锥面
1圆锥面的相关知识
5月23日
机电工程训练中心
2圆锥面加工
模块八
车削成形面与表面修饰
1车削成形面
5月26日
2表面修饰
模块九
车削三角螺纹
1螺纹的相关知识
5月30日
2三角螺纹的车削
模块十
车床夹具
1车床附件
6月13日
2车床夹具的使用法
模块十一
零件车削工艺及测量
1零件车削工艺
2零件的测量
授课教师
力杰
总课时
30
第二部分:
大纲
一.
说明
(一)课程基本情况
课程名称:
车工技能训练
课程学时:
共计30学时
(二)教学对象:
本大纲适用于业余培训
(三)教学目的与教学任务:
《车工技能训练》是车工专业重要的专业主干课程之一。
它主要是介绍普通机床结构、传动原理、加工工艺面的知识,培养学员操纵和维护车床等面的综合能力。
(四)教学思路:
根据职业学校的具体特点,理论教学以实用够用为度,坚持理论联系实际,注重实训教学环节,不断培养和提高学员分析和解决生产实际问题的能力。
(五)教学基本要求:
通过完成本课程的学习,可以掌握车工工艺的基本知识及其相关知识,而且能熟练操作机床。
(六)课程容在专业教学中与其他课程的联系分工:
车工工艺是车工专业的主干课,在容上既是其它后续专业课的基础又是实训课程的理论指导,而且涵盖了机械设计与制造面的一些基础性容。
1、课程特色
理论与实训相互结合、课程容与工程实际相互结合
小组工作式与项目教学相互结合、课程设置与实训场所相互结合
课程整体突出核心知识点、技能点。
(七)教学容的难点和重点
基础理论讲述以模块教学为重点及难点,采用多媒体教学式,结合实物参观,每一模块配以适当课时的实训,将抽象理论形象化。
(八)考核式与说明
考核采取理论考试与实训考试相结合,各以百分制计算,取加权数核算最终成绩。
(九)教材及主要参考书
(十)本大纲特点:
根据现有实训车床的情况,本着“精一、会二、知三”的教学目标,以现有机床操作系统为主线,结合CA6140型机床的教材教学,突出技能训练。
一、
课程容、要求及学时分配
(一)课程基本容分析
第一章车床及其安全操作
教学目的:
1.熟悉车床组成及其功用;
2.熟悉车床的润滑部位及润滑要求;
3.掌握车床的安全操作规律;
4.识读车床传动图。
教学容:
1.车床规格型号及其含义:
(C620-l、C620-1B、CA6140)。
2.车床的组成及其功用:
床身、主轴箱、挂轮箱、进给箱、溜板箱、刀架、尾架、主轴、长丝杠、光杠等主要部件;
3.车床的传动系统图;
4.车床的两个基本运动:
主轴带动工件的旋转运动为主运动;
YJ架带动车刀的纵向或横向的直线运动为进给运动。
其运动的速度分别为切削速度v。
及进给量f
5.车床的润滑式,润滑部位及要求。
6.车床的安全操作规,手动及机动操作练习。
教学法:
1.结合车床运用现场教学,即边操作边讲解的教法;
2.学员首先进行手动操作练习,掌握操作规律,然后进行机动操作练习。
即先手动后机动的操作练习法;
3.实训指导老师要检查考核学员的操作情况并及时指导;
4.车床润滑运用启发式教学法,按发给的润滑部位图自己查找。
5.车床操作中,哪些面会造成车床安全事故?
学员回答,实训指导老师进行小结。
第二章车刀及刃磨法
1.车刀主要角度及其作用;
2.掌握车刀刃磨法;
3.常用车刀材料。
1.车刀组成及主要角度:
前角、主后角、主偏角、副偏角、刃倾角;
2.主要角度的作用及其角度值围;
3.常用车刀材料:
碳素工具钢、高速钢、硬质合金;
4.车刀刃磨法及其要领(90º
偏刀、镗刀、螺纹车刀);
5.使用砂轮的安全技术
1.边刃磨边讲解的现场教学法。
讲清磨刀要领;
2.刃磨90º
偏刀一把;
3.认真指导,在车工实训全过程中,基本掌握三把刀的刃磨技术(90º
偏刀、镗、三角螺纹车刀)
第三章轴类零件的加工
1.轴类零件加工的装卡法及车削加工法;
2.尺寸精度的控制法及千分尺测量技术;
3.轴件加工工艺及锥面的加工法
1.轴类零件的车削工艺及定位基准;
2.两顶尖拨盘的装卡法,两端中心的锥面为定位基准;
3.车刀的特点;
4.车削用量选用及调整;
5.保证轴向主要尺寸精度的测量基准;
6.千分尺的测量技术。
识读图样及车削加工工艺;
教学重点:
保证加工质量的定位基准、测量基准及操作要领,讲解清楚明确。
第四章
套类零件的加工
1.掌握端面、钻、镗、扩、铰、倒角的加工法:
2.了解盘类零件的车削工艺;
3.了解四爪卡盘的构造、规格及装夹找正法
4.掌握镗刀的刃磨及正确使用;
5.掌握游标卡尺测量径的技术。
1.盘类零件的车削工艺及其定位基准;
2.钻、镗、扩;
铰的加工法
3.四爪卡盘的构造、规格及装卡法及特点;
4.钻、镗、扩、铰切削用量的选用,加工的特点。
5.镗刀的正确刃磨、使用及钻头、扩钻、铰刀的正确使用。
6.测量径的技术。
1.识读图样及加工工艺;
2.车削加工示:
径的试切法及操作要领;
保证安全操作及加工质量的要领,讲解清楚明确;
3.保证径尺寸公差,其操作、测量上应采取哪些措施,进行启发式教学。
第五章成型面的加工
1.学习成型表面的加工法;
2.学习手锤柄的加工工艺;
3.三爪卡盘及其装卡法;
4,熟悉车床操作规律,锻炼安全操作能力;
5.掌握游标卡尺,样板量具的使用法及测量技术。
1.手锤柄零件的车削工艺及定位基准;
2.车削用量的选用及调正;
切削速度、进给量、切削深度;
3.零件的装卡法,三爪卡盘的构造、规格及用途;
4.车刀的安装法及要领;
5.游标卡尺,样板量具及其测量技术。
1.学员熟悉图样及车削加工工艺;
2.车削加工示,装卡工件、安装刀具、试切、尺寸测量技术,保证加工安全及加工质量的操作要领讲解清楚明确。
第六章
螺纹件的加工
1.掌握三角螺纹的加工法;
2.掌握三角螺纹车刀的刃磨及正确使用;
3.螺纹的检验及测量;
4.螺纹零件的车削加工工艺。
1.三角螺纹的种类及螺纹加工法;
2.螺纹零件的车削加工工艺;
3.装卡法及定位基准;
4.螺纹车刀的刃磨及安装;
5.车床的调整及操作;
6.螺纹的测量。
车刀的安装、车床的调整,螺纹加工的试切,检查、加工操作、螺纹的检验。
3.重点讲授防止螺纹加工废品的措施。
第七章
综合实训
1
掌握中等复杂程度零件的加工法;
2.掌握车刀的刃磨及正确使用;
3.零件的检验及测量
4.掌握中级车工应达到的车削加工工艺
中等复杂程度零件的加工
熟悉图样及车削加工工艺
第八章车床附件及应用
1.了解中心架、跟刀架、花盘及弯板的构造和应用;
2.了解长轴及不规则零件的车削法。
1.中心架、跟刀架、花盘及弯板构造及应用围
2.它们的使用法及注意事项。
采用多媒体课件讲解,观看典型零件的加工表演或教学录像。
二、
大纲本文:
课程容要求及学时分配表
教学要求
掌握
理解
了解
√
30学时
 升级会员
升级会员 