气体保护焊.培训教材Word文档下载推荐.doc
《气体保护焊.培训教材Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《气体保护焊.培训教材Word文档下载推荐.doc(24页珍藏版)》请在冰豆网上搜索。
CO2
活性气体
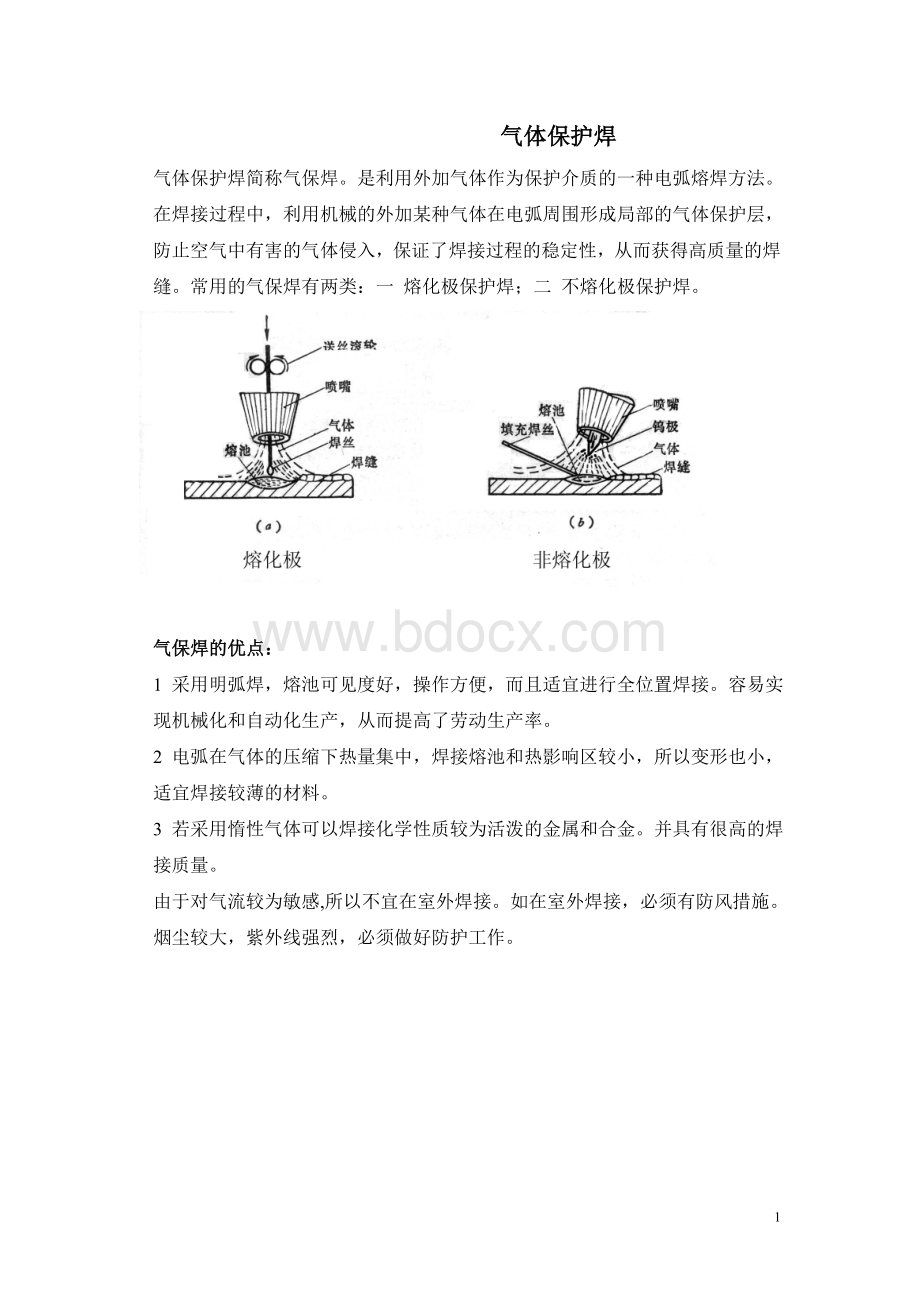
熔化极
碳钢
CO2+Ar
碳钢及低合金钢
CO2+Ar+O2
不锈钢
Ar
惰性气体
不熔化极
铝及其合金,不锈钢
Ar+O2
二氧化碳气体保护焊
二氧化碳气体保护焊是一种熔化极气保焊,它是利用二氧化碳作为保护气体,依靠焊丝和焊件之间产生电弧来熔化金属,实现焊接的加工方法。
二氧化碳气体价格低廉,而焊接过程中电流密度大,电弧热量利用率高。
焊後不用清渣,焊件变形小,抗裂性能好,易于控制,操作灵便,易于实现自动化和机械化生产。
但由于二氧化碳气体在高温下会分解,电弧气氛具有强烈的氧化性,导致合金元素过烧,所以不能焊接有色金属和高合金材料。
按照焊丝直径的不同,二氧化碳焊接可分为细丝和粗丝两种。
焊丝适用范围表:
焊丝直径㎜
焊件厚度㎜
施焊位置
熔滴过渡
0.5~0.8
1~4
各种位置
短路过渡
1.0~1.2
2~12
≥1.6
>
6
大滴过渡
常用焊丝牌号
ER50
ER50-6
焊接时使用成盘的焊丝,焊丝由送丝机构经软管和焊枪的导电嘴送出。
电源的输出两端分别接在焊枪与焊件上,焊丝与焊件接触后形成电弧,在电弧的高温作用下,金属局部形成熔池,而焊丝端部也不断熔化形成熔滴,过渡到熔池中去,同时气瓶中送出的二氧化碳气体也以一定的压力和流量从焊枪的喷嘴喷出,形成一股保护气流,使熔池和电弧与空气隔离。
随着焊枪的移动熔池中的金属凝固成焊缝。
二氧化碳气体保护焊熔滴过渡
二氧化碳保护焊是一种熔化极焊接方法,焊丝除了作为电极外,其端部不断熔化,并陆续过渡到熔池中去。
熔滴过渡形式大致分为两种:
短路过渡和大滴过渡。
如图所示:
短路过渡:
采用细焊丝,小电流,低电弧电压焊接时出现的。
短路过度时,短路频率可达每秒几十次到上百次。
每次短路完成一次熔滴过渡。
所以焊接非常稳定,飞溅小,成型美观。
是二氧化碳保护焊的主要过渡形式。
大滴过渡:
采用焊接电流和电弧电压高于短路过渡时发生的。
由于电弧长度增加,焊丝熔化较快,以至熔滴体积不断增大,并在熔滴自身重力作用下向熔池过渡。
过渡频率低,每秒只有几滴到几十滴。
二氧化碳保护焊飞溅的产生原因:
1由于二氧化碳气体具有强烈的氧化性能,在高温作用下,体积急剧膨胀,从而产生大量的细粒飞溅。
2电弧极性选用不当引起的飞溅。
当用正极性焊接时,正离子飞向焊丝末端的熔池,机械冲击力大,因此造成大颗粒的飞溅。
3非轴向性的粗滴过渡造成的飞溅。
这种飞溅是在粗滴过渡时由于电弧的斥力所产生的。
当熔滴在极点压力和弧柱中气流压力的共同作用下,熔滴被推向焊丝末端的熔池,并抛向熔池外面而造成的飞溅。
另外由于焊接工艺选择不当也会在焊接中造成飞溅。
二氧化碳气体保护焊焊接前的准备工作:
二氧化碳保护焊焊前准备工作主要有坡口的选择,焊件和焊丝表面的清理,焊接设备的调节及焊接规范的选用。
气体流量对焊接质量的影响:
当气体流量过大时,对焊缝熔池的吹力增大,冷却作用加强,会形成紊乱气流,破坏气体保护,使焊缝产生气孔:
而气体流量过小时,则对熔池保护能力减弱,也容易产生气孔。
所以应严格按焊接规范选择气体流量。
下列为二氧化碳保护焊焊接规范,供参考:
表
焊丝伸出长度的确定:
焊丝伸出长度是指焊丝从导电嘴伸出的距离。
伸出长度过大时,焊丝容易发生过热而熔断,产生焊接过程不稳定,飞溅严重,焊缝呈波浪形以及气体保护能力减弱。
反之,焊丝伸出较小,则焊接电流较大,短路频率过高,并缩短了喷嘴与焊件之间的距离。
使喷嘴容易过热,金属飞溅,容易粘住喷嘴影响气体流量。
一般在短时的定位焊时才采用较短的焊丝长度。
正常焊接时焊丝伸出长度约为焊丝直径的10倍左右。
导电孔径的选择
导电嘴是传送焊接电流的桥梁。
如果导电孔径过大,会引起焊丝与导电嘴之间的接触不良,使焊丝导向失掉控制,焊接电弧不稳定。
反之导电孔径过小,会引起焊丝阻力增加,导致焊丝在进给滚轮与软管进口处打折,弯曲,所以一般导电嘴孔径不大于焊丝直径的0.2~0.4毫米。
并用紫铜制成。
二氧化碳气体保护焊的焊接操作
半自动平焊:
半自动平焊时,焊枪运动方向有左向焊和右向焊两种:
如图所示
左向焊法:
此焊法可以清楚的观察焊缝,不易焊偏。
一般用于薄板窄焊缝的焊接。
焊枪与焊件的夹角为80度。
但焊缝成形较差。
应用较普遍。
右向焊法:
此焊法熔池可见度及气体保护都较好,焊缝成形美观,缺点是看不清焊缝间隙,容易焊偏。
操作姿势:
根据工作台的高度,身体呈站立或下蹲姿势,上半身要稍微前左倾,右手持焊枪,并将焊枪偏向身体右侧,左手持面罩,焊枪把握自然,将食指放在开关上,准备焊接。
引弧,采用短路法直接引弧。
引弧时焊丝伸出5毫米,距焊件2——3毫米为易。
并从焊缝的前端引弧後拉向起焊处开始焊接。
运枪可采用直线和摆动法,根据焊件厚度选用。
一般直线适用于薄板焊接,焊道稍窄。
横向摆动运丝可以获得较宽的焊缝,适用于较厚板的焊接。
图为常用的几种运丝方法:
图
息弧:
息弧时要注意时熔池焊满,并且焊嘴不要立刻离开熔池,以防由于气体保护失去,熔池在冷却凝固过程中由于空气的侵入而产生气孔。
T形焊:
T形焊时,容易产生咬边,未焊透,焊缝下垂等缺陷。
为了防止此类现象的产生,在操作时除了要正确遵守焊接工艺外,还要根据板厚和焊角尺寸调整焊嘴角度。
图为T形焊时的焊嘴角度。
立焊:
立焊有两种方式。
一种是自下向上焊;
另一种是自上向下焊;
焊丝与焊缝夹角为70——90度。
上焊法时,由于铁水在重力作用下,熔深大,焊缝高,故不适用于薄板的焊接,只适用于开坡口的较厚板的焊接,焊枪可作横向摆动。
下焊法时,熔深小,焊缝成型美观,生产效率高,采用较为普遍。
但只适用于薄板的焊接。
焊接时焊枪一般不做摆动。
如图:
横焊;
焊枪与焊缝水平之间的夹角为5——15度,并且与焊缝夹角为75——85度。
焊枪应作适当的前后直线往复摆动。
平板平板
复习题:
1:
气体保护焊可分几类?
它们的适用范围如何?
2:
二氧化碳保护焊产生飞溅的原因是什么?
3:
二氧化碳保护焊产生孔的原因有哪些?
4:
短路过渡和大滴过渡有那些不同之处?
5:
立焊上焊法与下焊法有什么不一样?
6:
熄弧后为什么不能马上离开熔池?
7:
二氧化碳气体保护焊为什么不适宜室外作业?
8:
出现蜂窝状气孔应分析哪些原因?
9:
二氧化碳保护焊为什么不能焊接有色金属?
10:
导电嘴与焊丝间隙过大或过小会出现什么状况?
焊接变形的预防措施。
1采用反变形法。
2刚形固定法。
CO2保护焊板-板平对接焊接实例
技术要求:
焊缝匀称平滑,避免出现焊瘤、穿丝、未焊透等缺陷。
焊前准备工作:
试件300㎜×
125㎜×
10㎜
材质Q235
焊材ER-50直径1.0㎜
坡口形式V型60°
钝边厚度1~1.5㎜
组装间隙起焊3.2终焊4.0
反变形3~4°
装配前将试件坡口边缘20㎜背面10㎜打磨出光泽,预留间隙在平台上进行装配,用CO2保护焊在坡口内侧进行定位焊。
定位焊缝要薄,定位在试件两端部,每个定位点要求长度10~15㎜左右,然后进行反变形处理。
检查喷嘴,及时清理飞溅物,喷嘴内外涂防堵剂。
在电流试板上测试电流,调节工艺参数。
根部打底焊丝伸出长度8~10㎜,焊接电流90~110A,电弧电压19~20V。
填充盖面焊丝伸出长度10~12㎜,焊接电流110~130A,电弧电压20~22V。
气体流量10~12L/min
打底焊接:
CO2保护焊操作与手弧焊基本相同,但焊接方向相反,一般都是从右向左焊接,也就是左向焊法。
首先在试件右端坡口内20㎜处引弧,快速移至端头起焊处待坡口形成熔孔后开始焊接,焊枪做锯齿或正月牙形摆动,并在坡口两侧稍作停留,中间稍快,连续向左移动运弧焊接。
注意焊枪拖着铁水走,注意坡口两侧的熔合。
注意焊枪角度,注意熔孔大小,防止出现穿丝现象。
控制熔孔大小也就是控制熔池温度,熔孔太大背面焊道宽而高,甚至会出现烧穿和焊瘤。
熔孔太小背面熔合不良。
由于是半自动焊接,所以一般不会出现中间接头,如果需要在焊缝中间接头,断弧时焊枪不要立即离开熔池,应停留几秒后再抬起焊枪。
再次引弧时焊丝顶端对准斜坡最高点引弧,以锯齿形摆动焊丝,将焊道斜坡覆盖,当电弧达到斜坡最低处时转入正常焊接。
填充层的焊接:
焊前将打底层的飞溅熔渣清理干净,调节好焊接电流参数,从端部开始引弧焊接。
填充焊的运条幅度大于打底焊,运至两侧时要稍作停留,中间要快,确保两侧熔合良好,控制熔池形状,避免出现两侧低中间高的现象。
填充焊道应低于母材表面1.5~2㎜,不要损伤和熔化坡口边缘。
盖面焊接:
盖面焊也要清理填充时留下的飞溅和熔渣,并把高点用錾子铲平,焊接时焊枪摆动幅度大于填充焊。
运弧幅度均匀一致,注意坡口边缘熔合0.5~1㎜为宜,焊接运丝一般为锯齿或反月牙形,运至两侧稍作停留中间要快,防止咬边。
焊接过程要保持电弧高度一致,特别注意焊至中间时电弧不要高,这点跟手弧焊不同。
熄灭电弧时焊枪不要马上离开熔池,要待数秒钟熔池凝固后离开,以防过早失去保护出现焊接缺陷。
CO2保护焊板-板立对接焊接实例
技术要求及难点:
板对接立焊时,由于铁水受重力作用容易下坠形成焊瘤,两侧易出现咬边等缺陷。
故要求焊接电流相对小些,焊接速度和焊枪摆动频率要快。
焊材ER-50直径1.2㎜
根部打底焊丝伸出长度8~10㎜,焊接电流85~100A,电弧电压18~20V。
填充盖面焊丝伸出长度10~12㎜,焊接电流110~130A,电弧电压19~22V。
调节好焊接电流参数,在电流试板上测试电流,采用立焊向上焊法打底焊接。
距底部10 ~15㎜处引燃电弧后,拉回至端头进行焊接,以小幅度摆动运枪,一般做正月牙形运弧,由下向上连续焊接。
焊丝指向熔池前端,焊嘴后倾角10~15°
,角度过小易出现穿丝,角度过大铁水易下流,焊道易中间高两侧形成夹角。
为了获得高质量的打底焊缝,焊枪角度、运弧方法、摆动幅度和焊接速度都是
 升级会员
升级会员 