数控铣刀具补偿指令_精品文档优质PPT.ppt
《数控铣刀具补偿指令_精品文档优质PPT.ppt》由会员分享,可在线阅读,更多相关《数控铣刀具补偿指令_精品文档优质PPT.ppt(11页珍藏版)》请在冰豆网上搜索。
人工计算刀具中心轨迹编程,计算相当复杂,且人工计算刀具中心轨迹编程,计算相当复杂,且刀具直径变化时必须重新计算,修改程序。
刀具直径变化时必须重新计算,修改程序。
当数控系统具备刀具半径补偿功能时,数控编程当数控系统具备刀具半径补偿功能时,数控编程只需按工件轮廓进行,数控系统自动计算刀具中只需按工件轮廓进行,数控系统自动计算刀具中心轨迹,使刀具偏离工件轮廓一个半径值,即进心轨迹,使刀具偏离工件轮廓一个半径值,即进行刀具半径补偿。
行刀具半径补偿。
分为三步:
1、刀补的建立:
、刀补的建立:
在刀具从起点接在刀具从起点接近工件时,刀心轨迹从与编程近工件时,刀心轨迹从与编程轨迹重合过度到与编程轨迹偏轨迹重合过度到与编程轨迹偏离一个偏置量的过程。
离一个偏置量的过程。
2、刀补进行:
、刀补进行:
刀具中心始终与变刀具中心始终与变成轨迹相距一个偏置量直到刀成轨迹相距一个偏置量直到刀补取消。
补取消。
3、刀补取消:
、刀补取消:
刀具离开工件,刀刀具离开工件,刀心轨迹要过渡到与编程轨迹重心轨迹要过渡到与编程轨迹重合的过程。
合的过程。
2、刀具半径补偿的过程、刀具半径补偿的过程3、刀具半径补偿指令、刀具半径补偿指令刀具半径补偿刀具半径补偿G41,G42,G40v格式格式:
XYXZYZDG17G18G19G41G42G00G01执行刀补执行刀补XYXZYZG40G00G01取消刀补取消刀补XX、YY、ZZ值是建立补偿直线段的值是建立补偿直线段的终点坐标值终点坐标值;
DD为刀补号地址,用为刀补号地址,用D00D00D99D99来指定,它用来调用内来指定,它用来调用内存中刀具半径补偿的数值。
存中刀具半径补偿的数值。
指令的几点说明:
(1)、)、G41刀径左补偿,刀径左补偿,G42刀径右补偿。
刀径右补偿。
刀补位置的左右应是顺着编程轨迹前进的方向进行刀补位置的左右应是顺着编程轨迹前进的方向进行判断的。
判断的。
G40为取消刀补。
为取消刀补。
顺铣顺铣逆铣逆铣
(2)、在进行刀径补偿前,必须用)、在进行刀径补偿前,必须用G17或或G18、G19指定刀指定刀径补偿是在哪个平面上进行。
平面选择的切换必须在补偿径补偿是在哪个平面上进行。
平面选择的切换必须在补偿取消的方式下进行,否则将产生报警。
取消的方式下进行,否则将产生报警。
(3)、刀补的引入和取消要求应在)、刀补的引入和取消要求应在G00或或G01程序段程序段,不要,不要在在G02/G03程序段上进行。
程序段上进行。
(4)、当刀补数据为负值时,则)、当刀补数据为负值时,则G41、G42功效互换。
功效互换。
(5)、)、G41、G42指令不要重复规定,否则会产生一种特殊指令不要重复规定,否则会产生一种特殊的补偿。
的补偿。
(6)、)、G40G40、G41G41、G42G42都是模态代码,可相互注销。
都是模态代码,可相互注销。
4、刀具半径补偿应用、刀具半径补偿应用利用同一个程序、同一把刀具,通过设置利用同一个程序、同一把刀具,通过设置不同大不同大小的刀具补偿半径值小的刀具补偿半径值而逐步减少切削余量的方法而逐步减少切削余量的方法来达到粗、精加工的目的。
来达到粗、精加工的目的。
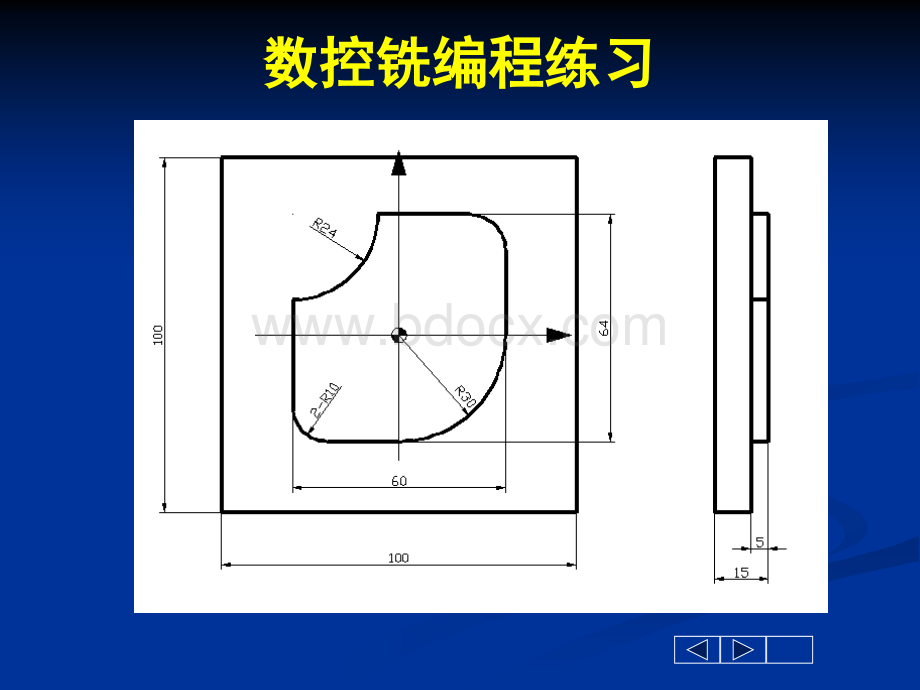
利用刀具补偿指令编程利用刀具补偿指令编程
 升级会员
升级会员 