钳工中级操作题题库精品文档Word文件下载.docx
《钳工中级操作题题库精品文档Word文件下载.docx》由会员分享,可在线阅读,更多相关《钳工中级操作题题库精品文档Word文件下载.docx(42页珍藏版)》请在冰豆网上搜索。
得分
备注
单件
1
60±
0.04
3×
2
超差无分
百分尺
15±
0.02
3
深度尺
49±
0.05
游标卡尺
4
30±
0.03
5
20±
6
60°
±
3′
角度尺
7
3.2
(14处)
1×
14
目测
配合
8
0.06
5×
9
⊥0.03(2处)
2×
每处2分
直角尺
10
∥0.03(2处)
11
间隙≤0.05(4处)
7×
每处7分
塞尺
钻孔
12
0.15
每处4分
13
0.1(2处)
+0.04
Φ8
(2处)
塞规
15
1.6
其它要求
安全文明操作
扣
每违反一次规定扣2分,发生重大事故者,取消考核资格
正确使用工、夹、量具
录员
监考人
检验员
考评人
钳工(中级)操作技能考核准备通知单(考场、考生)
以下由考场准备:
请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作
一、材料准备
毛坯:
Q235,尺寸65X65X4mm,55X35X4mm
二、设备、工具、刀具、量具准备
类别
名称
型号
数量
设备
台虎钳
200mm
1台/考生
量
具
0.02/0-150mm
千分尺
0-25
25-50
50-75
万能角度尺
0-270°
工
锯弓
大平锉
中平锉
什锦锉
三角锉
钻头
毛刷
50mm
1把
棉纱
若干
三、考试时间
6h
四、说明:
1、除上述型号的台虎钳外,其它型号台虎钳亦可。
2、若设备数量有限,考试可分批进行,但必须保证每位考生有一台。
3、首个场次的第一批考生可允许有0.5小时的准备时间。
4、每个工位应配有一个工具框供考生摆放工、量具。
5、考场应配有必须的清扫工具。
6、每个考场应配有工位编号及钢印字头、胶布等编号用品。
7、每位考生考前领取1件试件毛坯,5页A4复印纸。
五、人员要求
1、监考人员的数量与考生人数之比1:
10。
2、每个考场应配有机修工、电工各一名。
3、监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。
考生准备:
工作服、计算器、铅笔、钢笔、常用量尺
钳工(中级)操作技能考核试题
(二)
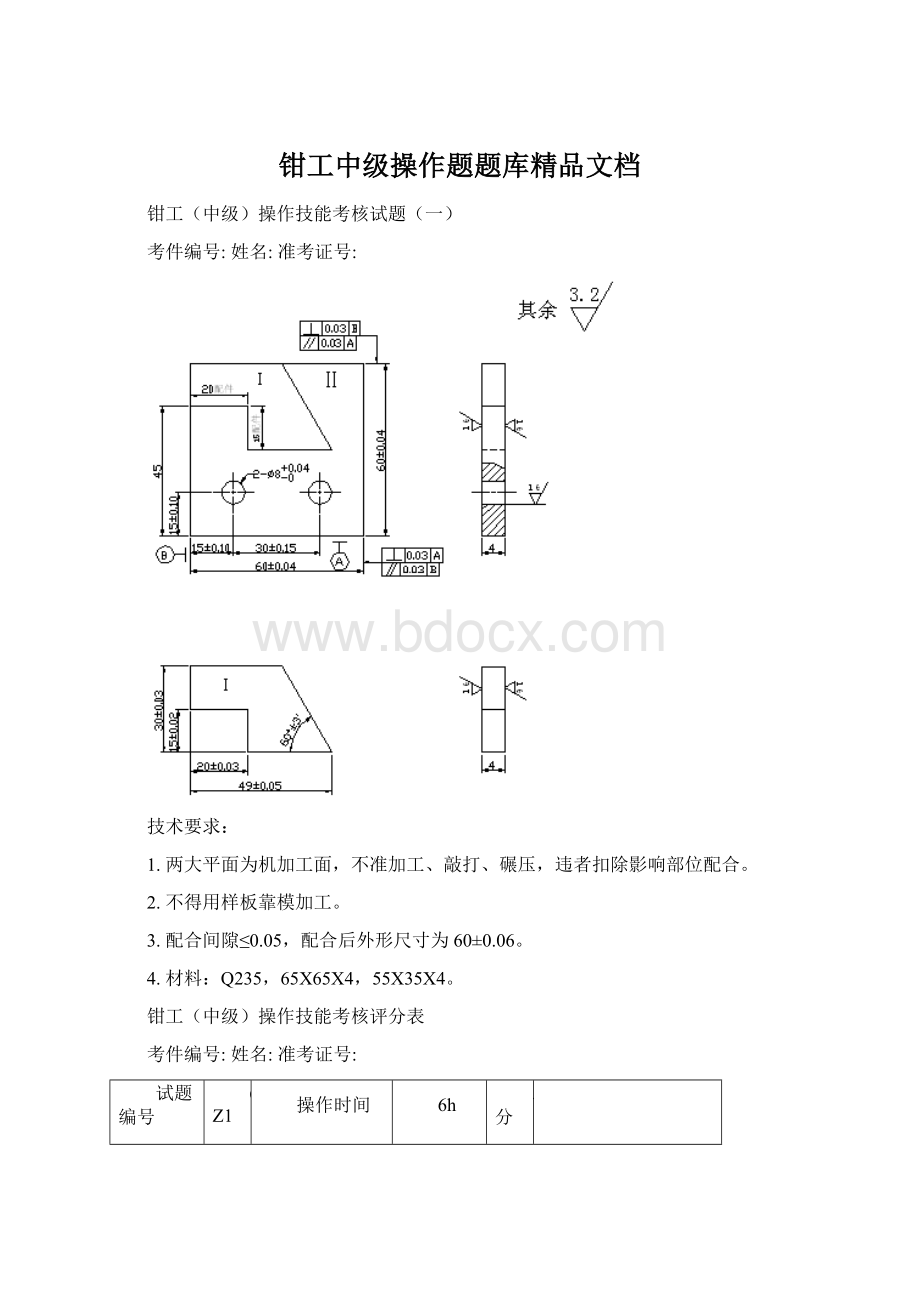
1.两大平面为机加工面,不准加工、敲打、碾压,违者扣除影响部位配合。
2.配合间隙(单边)≤0.05,配合后尺寸为(90±
0.037)mm。
3.材料:
45钢,尺寸(90×
102×
4)mm一块,预加工基准面B。
考核内容
主要
验板锉削尺寸550-0.062mm2处
1.超出公差带≤50%,扣除该项配分1/2
2.超出公差带>50%,扣除该项全部配分
验板锉削角度60°
4′2处
对板锉削尺寸550-0.074mm
对板锉削尺寸200-0.052mm
对板燕尾槽对称度0.05mm
对板燕尾平行度0.05mm
配合间隙(单边)0.05mm5处
25
配合后尺寸(90±
0.037)mm
对板燕尾槽锉削尺寸(90±
0.043)mm2处
一般
3-Ф10+0.0360mm
3-Ф10+0.0360mm等分误差0.2mm3处
铰孔表面粗糙度Ra1.6um3处
锉削面表面粗糙度达Ra3.2μm16处
安全文明生产
安全操作
违犯操作规程,扣6分
正确使用工具、量具,场地整洁。
工具、量具使用不正确扣2分,其余不符合规定扣2分
录员监考人检验员考评员
25-50mm
50-75mm
千分尺
75-100mm
刀口型直角尺
300mm
200mm
1套
150mm
可调式铰刀
Ф10
Φ3mm、Ф9.5mm
各1支
錾子
1支
锤子
a)除上述型号的台虎钳外,其它型号台虎钳亦可。
b)若设备数量有限,考试可分批进行,但必须保证每位考生有一台。
c)首个场次的第一批考生可允许有0.5小时的准备时间。
d)每个工位应配有一个工具框供考生摆放工、量具。
e)考场应配有必须的清扫工具。
f)每个考场应配有工位编号及钢印字头、胶布等编号用品。
g)每位考生考前领取1件试件毛坯,5页A4复印纸。
a)监考人员的数量与考生人数之比1:
b)每个考场应配有机修工、电工各一名。
钳工(中级)操作技能考核试题(三)
1.大平面为机加工面,不准加工、敲打。
2.保证各项平面度、垂直度、平行度、尺寸精度、表面粗糙度等要求。
3.工具合理摆放,安全文明生产。
4.材料:
Q235,61X65X6。
考核项目
考核要求
配
分
主
要
项
目
尺寸精度
对称度公差
平行度公差
26±
0.20
40±
0.04(两处)
0.04(三处)
每超差0.05扣1分
每超差0.02扣1分
一
般
表面粗糙度
垂直度公差
螺纹孔
两孔精度
Ra3.2μm(7处)
0.04(5处)
M8
φ10
Ra1.6μm(2处)
12±
0.2
每降一个等级扣2分
尺寸公差每超0.02扣1分
不合格不得分
每超0.02扣1分
安
全
及
文
明
生
产
1、按国家颁布的有关法规或行业(企业)的规定
2、按行业(企业)自定的有关规定
扣分不超过10分
时
定
额
3h
根据超工时定额情况扣分
一、材料准备
Q235,尺寸(61X65X6)mm。
0-25mm
Φ8、Φ10
丝锥
1副
绞杠
钳工(中级)操作技能考核试题(四)
1.各面的形位误差应在允差范围内。
2.按图样要求修整外形尺寸,将工件外形锉加工至(70±
0.05)mm×
(50±
0.05)mm。
3.基准面的平面
 升级会员
升级会员 