焊接前生产和操作准备Word下载.doc
《焊接前生产和操作准备Word下载.doc》由会员分享,可在线阅读,更多相关《焊接前生产和操作准备Word下载.doc(4页珍藏版)》请在冰豆网上搜索。
1.6焊接操作要考虑焊接先后次序,预防或减少焊接变形。
2.模具零件刃口堆焊工艺规程
2.1适用范围:
刃口堆焊适用于薄板类(料厚<
2mm=冲裁件且刃口要求有一定硬度的模具基体的加工)。
2.2适用基材
适用基体材料HT250和HT300钢基的刃口堆焊
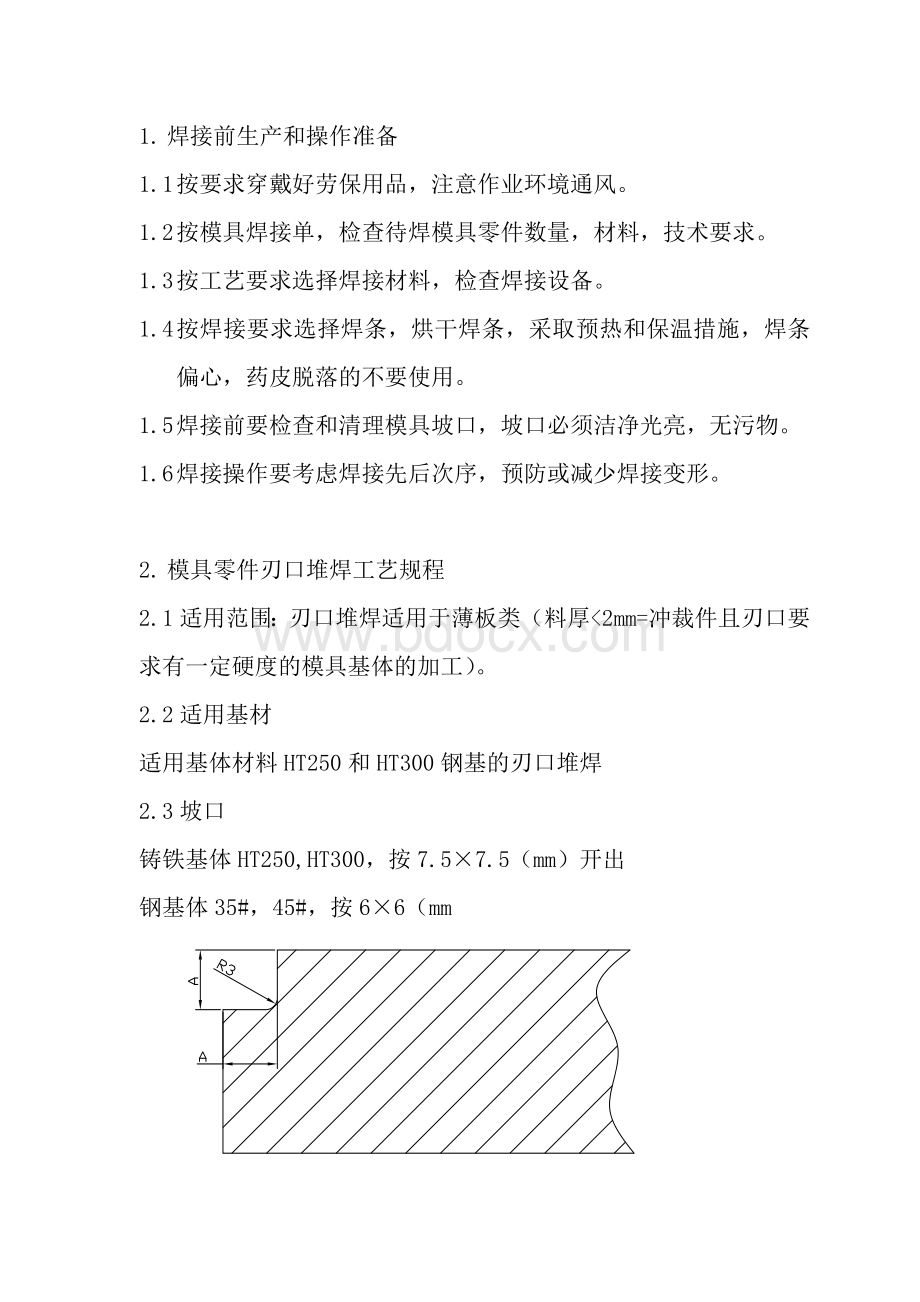
2.3坡口
铸铁基体HT250,HT300,按7.5×
7.5(mm)开出
钢基体35#,45#,按6×
6(mm
刃口坡口部分必须加工光洁、无氧化皮、无铁锈、无油污等杂物。
2.4焊接前预热
工件焊接坡口处氧-乙炔预热至250~300℃,预热后要用石棉布覆盖保温2小时,采用预热一段焊一段,对于结构复杂的还需要烘烤相应的减应区,避免应力集中造成的结构裂纹。
2.5焊接方法及参数
2.5.1采用手工电弧焊,利用国产焊条D517和D322,作业参数如下:
材料型号
电流大小(A)
极性
热处理工艺
焊后硬度
D517(Φ4)
80~120
反接
预热至250~300℃,保温2小时
HRC≥45
D322(Φ4)
90~120
正接
同上
HRC≥55
堆焊过程中在保证电弧稳定和焊缝的情况下,尽量降低电流,采用小电流和短电弧,严格控制基体铸铁熔化比,熔深小则铸件焊缝质量好。
2.5.2熔化极氩弧焊
该方法采用氩气作为保护气,焊丝作为电极来焊接,要求氩气纯度必须在99.9﹪以上,焊枪保护嘴及保护气管要保证清洁,以免影响焊接质量。
应用于模具基体堆焊具有焊接速度块,焊接质量好,劳动强度低等特点,焊接参数如下:
保护气流量(1/m)
硬度(HRC)
150~250
12~18
HRC53~58
结构图示如下:
预热保温
堆焊D517
堆焊D322
层厚2-4mm
焊丝堆焊层
层厚1.5-2mm
检
查
加工后检查硬度和焊接质量
2.7焊接顺序
为减少焊接裂纹,避免从头焊到尾的方法,采用“分段
跳跃”法进行焊接(焊接长度约100mm),起弧和收弧位置必须错开。
焊接顺序为①②③④⑤⑥
2.8焊后保温措施
坡口堆焊后应用石棉布覆盖铸件,起到保温冷却作用。
3堆焊需要注意事项
3.1调整好焊咀焊接角度。
3.2焊接中注意焊条不要作横向摆动。
3.3收弧时焊肉必须填满弧坑。
3.4焊接一层需要清理一层,每焊一段必须用锒头敲击焊缝,减少焊接过程中产生的应力。
 升级会员
升级会员 