钢构件的优化排料问题_精品文档.docx
《钢构件的优化排料问题_精品文档.docx》由会员分享,可在线阅读,更多相关《钢构件的优化排料问题_精品文档.docx(21页珍藏版)》请在冰豆网上搜索。
钢构件的优化排料问题
1、问题的重述
1.1背景
在当今激烈的市场竞争中,降低生产成本、提高生产效率和增强对市场的应变能力,是企业保持竞争力的主要实现手段。
在钢构件制造产品的生产过程中,依照产品零件尺寸从板料中截取大小适当的零件过程称之为排料,也称之为下料。
排料是钢构件制造的第一道工序。
在这道工序中,不同的排料方案具有不同的材料利用率,而原材料的利用率直接影响产品的成本。
材料费用是制造企业主要的生产成本,一般占总成本的60%~80%,在大批量生产中,材料的利用率即使提高1%,所创造的经济效益也相当可观。
据调查,优化下料后,制造企业材料利用率可平均提高5%~10%。
另外由于切割工艺的要求,切割只能实行“一刀切”的工艺(在整料或余料中,从一边的某点到另外一边某点的连线一次切割,但可以在切割下来的板料中再次切割)。
板材的利用率就是所有零件面积之和与在一刀切工艺后继续切割的那部分板材面积的比值。
1.2问题
对于第一问,对1张板料和若干规则形状零件,求如何在板料中摆放零件使其板料的利用率最高。
规则形状零件即指矩形零件。
其描述一般只需用矩形的长和宽。
规则形状零件的排料问题的实质是研究如何组合零件摆放问题,使得在整个原料上摆放大量的不同长和宽的零件产生的废料最少、整料和余料的利用率最高。
排放时,其零件间的搭接关系的处理相对容易,只需考虑长、宽两个因素(含预留的损耗量)。
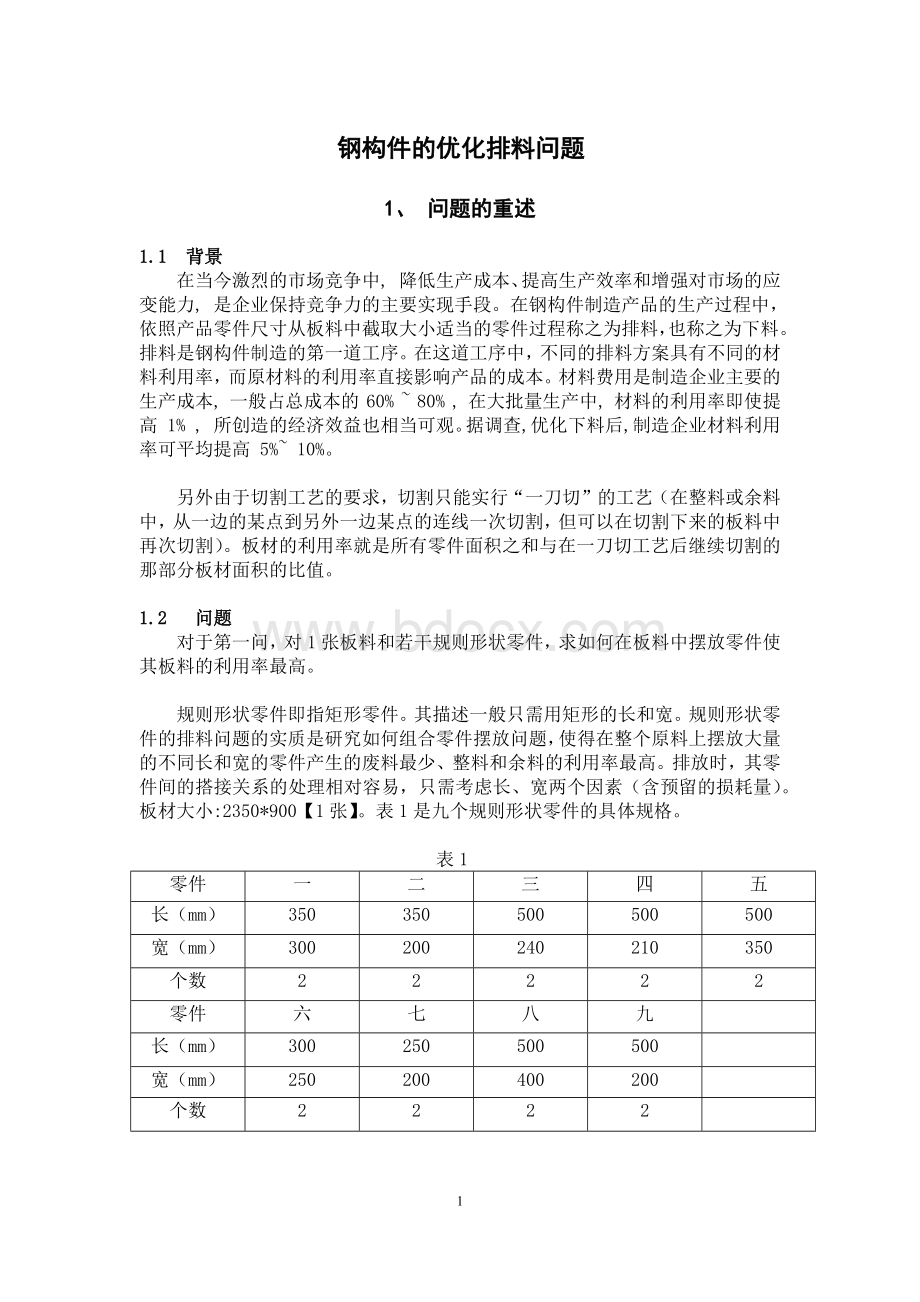
板材大小:
2350*900【1张】。
表1是九个规则形状零件的具体规格。
表1
零件
一
二
三
四
五
长(mm)
350
350
500
500
500
宽(mm)
300
200
240
210
350
个数
2
2
2
2
2
零件
六
七
八
九
长(mm)
300
250
500
500
宽(mm)
250
200
400
200
个数
2
2
2
2
对于第二问,对1张板料和若干不规则形状零件,如何在板料中摆放零件使其板料的利用率最高。
与第一问类似,但是此时需要切割出来的零件不具有矩形般对边平行的条件,切割较为麻烦,同时可能会造成更多边角料的产生,降低板料的利用率。
图1和表2是题目要求的两种不规则零件的具体形状和规格。
板材大小:
2380*1630【1张】。
表2
零件
一
二
个数
14
14
图1
零件一零件二
对于第三问,考虑到实际的切割过程中,一张板料并不能满足所有零件的生产需求,故而要求设计对2张板料和若干规则形状零件,如何在板料中摆放零件使其板料的利用率最高。
还有一点与问题一不同,即各零件要求生产的个数有所改变。
板材大小:
4550*1630【2张】。
具体见下表3。
表3
零件
一
二
三
四
五
个数
4
0
5
6
6
零件
六
七
八
九
个数
4
2
2
4
2、符号规定与模型假设
2.1符号规定
符号
表示意义
L
板材的长度
W
板材的宽度
hi
矩形件的长,i=1,2,3…
w
矩形件的宽,i=1,2,3…
ni
矩形件的数量,i=1,2,3…
η
板材利用率
Ri
零件的种类,i=1,2,3…
2.2模型假设
1.切割机垂直切割,不考虑料板的厚度,即将问题转化为二维平面问题;
2.切割不会导致料板的长度或宽度减小,忽略切割损耗;
3.切割方式为一刀切,即在整料或余料中,从一边的某点到另外一边某点的连线一次切割;
4.忽略切割效率,本文着眼点在于料板利用率的提高;
5.对于问题二中的六边形,可看作是矩形一角删去一个150×150的正方形,而这一步骤利用一刀切不可能实现,故而假设六边形ABCDEF当作五边形ABCDE对待(图2),该零件的后续加工后文不予考虑。
图2
3、问题分析
本题目三个问题所研究的是一刀切下料,问题一和问题三属于二维规则图形的优化排料问题,问题二属于二维不规则图形的优化排料问题。
排料问题是典型的优化组合问题,具有很高的计算复杂性,属于NP完全问题。
“一刀切”的实际现象给了本问题一个最基础的约束,使得排样有了一个这样一个基础:
每次切割都将板材一分为二。
图3给出了一刀切下料与非一刀切下料的比较。
图3
问题一和问题三要求制作的零件规格有9种,因此属于多零件下料问题。
多种零件,需要解决如何选择将零件合理高效的布置在板材上。
本文的研究目的是在这些约束条件下实现优化排样,提高板材利用率。
排样目标为:
尽可能提高一块板的利用率。
排料需要满足的基本约束条件有:
①零件之间互不重叠;②零件的排布不得超出板材边缘;③满足一刀切条件。
4、模型建立
4.1模型的准备
由于问题一和二要求在一张料板上规划,问题三要求在两张规格相同的料板上规划,故而在料板数量上简化模型,仅考虑在一张规格已知的料板进行排料规划。
对于二维排料问题,排料方式要满足零件长,宽方向上的套裁。
将N个零件记为R1、R2、…Rn合理的排布在板材A中,其中满足:
Max()=Max(j=0NSprA*100%)(1.1)
且满足:
(1)Rr∈Aj=1,2…N…,
(2)Rj⋂Rk=∅(j≠k,jk=1,2…N…)(1.2)
其中为排料的材料利用率,应满足最大的原则。
Spj为第j个板材Rj的零件面积,A为第一次一刀切后继续用于一刀切的原料板材的面积,也即布局板材所消耗的原料面积,一般有
A=A0+A1+A2(其中A0=r=0NSpr,A1为工艺废料,A2为结构废料)。
从式(1.1)中可以看出,理论上若废料(包括工艺废料和结构废料)面积减至0,材料的利用率能够接近1,但该理论值在实际生产中无法达到。
工艺废料由行业的工艺要求产生,如切割损耗和余料,本题在建模过程中暂不考虑实际生产中的切割损耗。
结构废料由具体板材的结构形状所决定。
在生产中结构废料无法控制,要提高材料的利用率只有从减少工艺废料入手,通过采用更合理的排料方案,减少余料(工艺废料)。
4.2模型的建立
4.2.1问题一模型的建立
设共有M张面积大小都为A的板材,N类目标零件板材。
记板材的集合为:
(X={Wi,Hii∈M},零件集合为:
Y={wj,hjj∈N}j类零件的数量为nj,板材i上j类零件的数量为nji,已知第k个j类零件在板材上的排列位置可以由其左下角坐标与右上角坐标唯一确定,可记第k个j类零件在下料板材i上的左下角坐标为(x0jki,y0jki),右上角坐标记为(x1jki,y1jki)零件k在
0纵排
下料板材i上的排列方式记为pjki=,目标是最大化板材的利用率。
1横排
根据以上分析,将多板材下料问题用数学模型表示为:
Max()=Max(j=0NSprA*100%)(1.3)
pr∈Aj=1,2…2N…,(1.4)
pj⋂pk=∅(j≠kjk=1,2…2N…)(1.5)
j,kmaxx1jki≤Wi,(1.6)
j,kmaxy1jki≤Hi,(1.7)
1Inji=nj(1.8)
式(1.3)为目标函数,表示最大板材利用效率;式(1.4)为零件规格约束;式(1.5)保证零件互不重叠;式(1.6)和式(1.7)为板材规格约束,式(8)为零件数量约束。
4.2.2问题二模型的建立
该问属于二维不规则零件排样问题[2],此类问题的求解主要有两种思路:
一种是对这类问题直接在原材料上进行摆放;另一种则是将不规则零件转化为规则矩形件,然后按照矩形件进行优化排样。
[4]
如果将不规则零件排放在矩形形状的板材上,其在板材上的位呈由三个参数决定,这三个参数是该零件的一个给定点在板材上的坐标(x,y)和该零件的排放角度θ,这三个参数确定后,该零件的其他各顶点参数均可通过这三个参数计算出来。
[5]
首先定义以下参数:
——排样零件;
——排样零件图形;
——排样零件给定点的坐标。
零件在板材上的排样定位过程如下:
先将该零件的给定点在板材上平移至,然后再将该零件以为轴作角度为的旋转,这时零件在板材上的方向可表示为。
则零件排样优化的模型为:
其中L为板材的长,W为板材的宽;N为排样零件的数目;为排样零件的面积;变量表示零件在板材上的排样状态,如果可以排放则取1,不能排放则取0。
排样的约束条件如下:
其中第一式约束了任意两个零件互不重叠;第二,三式约束了零件中任意点的坐标都必须在排样材料范围内,不能超出板材之外。
我们对于问题二的求解采用第二种方法,由于问题二给出的五边形和六边形并不是特别复杂的多边形,同时五边形具有直角。
我们采用穷举法列出了6种较为常见排列方案,在这里对每种方案的利用率进行讨论,得出最佳矩形件优化方案。
矩形面积:
277425
利用用率:
228189.5/277425*100%=82.25%
方案一(图4)
矩形面积:
=399*617=246183
利用效率:
=221583/246183*100%=90.01%
方案二(图5)
矩形面积:
=411*558=229338
利用效率:
=221100/229338*100%=96.41%
方案三(图6)
矩形面积:
=411*664=272904
利用效率:
=228050/272904*100%=83.56%
方案四(图7)
矩形面积:
:
=462*519=239778
利用效率:
=221100/239778*100%=92.21%
方案五(图8)
矩形面积:
:
=400*350=140000
利用效率:
=128750/140000*100%=91.96%
方案六(图9)
经过综合分析,我们拟采用方案三和方案六组合切割。
至此,将不规则形状零件的排料问题简化为矩形零件的排料问题,可参照问题一模型来求解。
4.2.3问题三模型的建立
与前两问有所不同的是,问题三要求在两张规格相同的料板上进行排料。
经过计算得知,,故而我们在问题一模型的基础上,又可分两种方案进行比较:
(1)在一张板材上进行排板,看是否可以节省一整张料板;
(2)在两张板材上进行排版,排板顺序为两张同时进行,以求获得更大的剩余的料板整体面积。
4.3算法模型
4.3.1算法结构框图图10
4.3.2排样算法基本规则:
(1)插入规则
①大边尺寸,指板材或者零件长度和宽度的较大边尺寸。
②最大零件,指大边尺寸最大的待处理零件。
③最小空穴,
 升级会员
升级会员 