最新数控编程指令代码Word下载.docx
《最新数控编程指令代码Word下载.docx》由会员分享,可在线阅读,更多相关《最新数控编程指令代码Word下载.docx(16页珍藏版)》请在冰豆网上搜索。
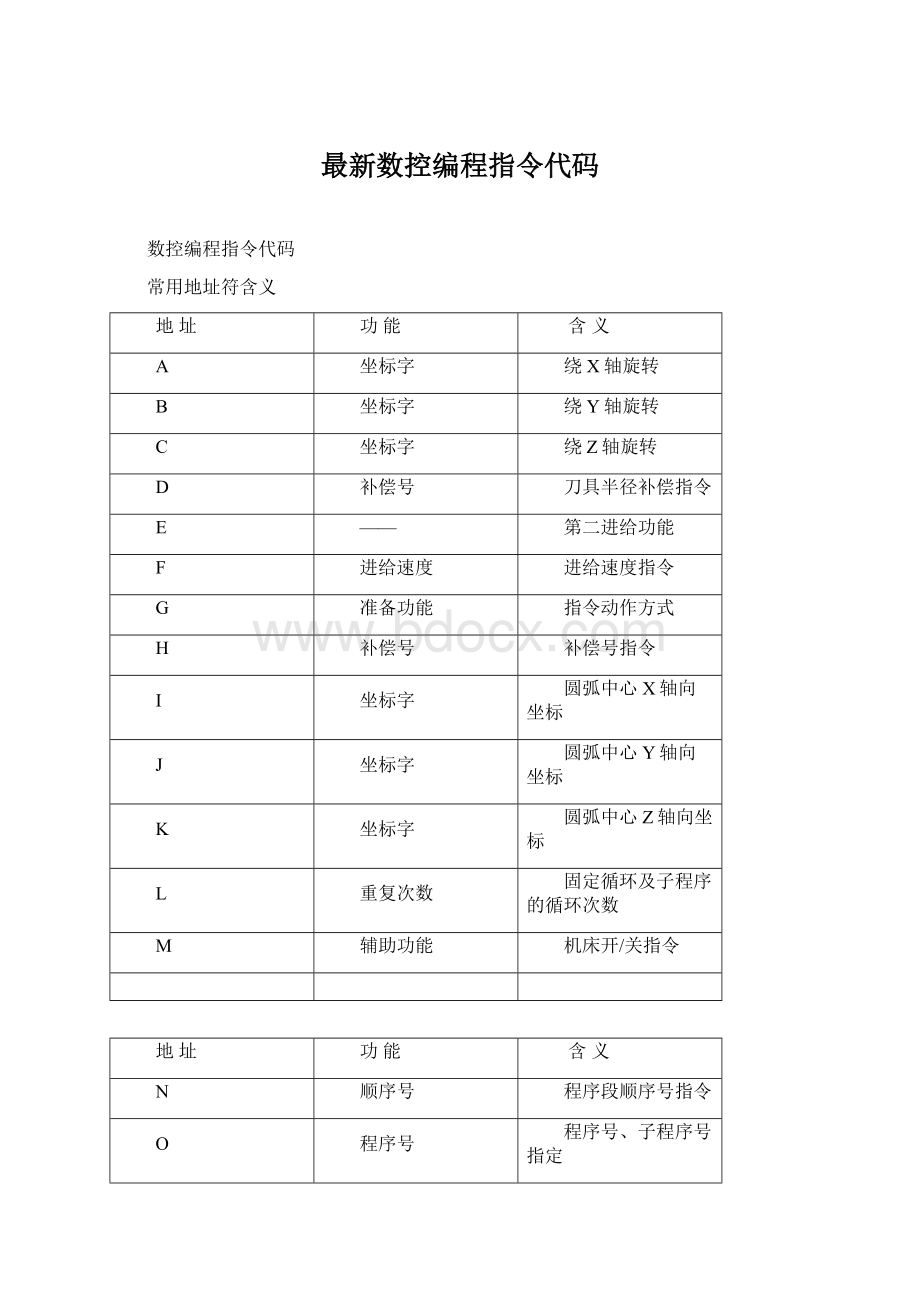
顺序号
程序段顺序号指令
O
程序号
程序号、子程序号指定
P
暂停时间或程序中某功能开始使用的顺序号
Q
固定循环终止段号或固定循环中的定距
R
固定循环中定距离或圆弧半径的指定
S
主轴功能
主轴旋转指令
T
刀具功能
刀具编号指令
U
与X平行的附加轴的增量坐标值
V
与Y平行的附加轴的增量坐标值
W
与Z平行的附加轴的增量坐标值
X
X轴绝对坐标或暂停时间
Y
Y轴绝对坐标
Z
Z轴绝对坐标
数控FANUC加工中心编程指令代码详解
辅助功能M指令
指令
指令执行类型
M00
程序停止
后指令
M01
程序选择停止
M02
程序结束
M03
主轴正转
前指令
M04
主轴反转
M05
主轴停止
M06
刀具自动交换
M08
切削液开(或M07)
M09
切削液关
M19
主轴定向
单独程序段
M29
刚性攻螺纹
M30
程序结束并返回
M63
排屑启动
M64
排屑停止
M80
刀库前进
M81
刀库后退
M82
刀具松开
M83
刀具夹紧
M85
刀库旋转
M98
调用子程序
M99
调用子程序结束并返回
注:
在一个程序段中只能有指令一个M指令,如果在一个程序中出现两个或两个以上的M指令时,则只有最后一个M指令有效,其余无效!
G指令和M指令
G指令
组
功能
G00
01
快速直线插补
G76
00
寻找工件的端面
G01
切削直线插补
G77
孔中心寻找
G02
顺时针切削圆弧插补
G78
线垂直度校正
G03
逆时针切削圆弧
G79
拐角位置寻找
G04
暂停,停刀,准确停止
G80
内分中(寻找槽中心)
G10
改变设定数据
G81
外分中(寻找板中心);
X方向
G22
04
工件坐标极限开
G82
Y方向
G23
工件坐标极限关
G83
圆柱体中心的测量
G24
斜度改变和相切圆弧半径的控制
G84
工件平行度的测量(X-轴)
G25
螺旋插补
G85
工件平行度的测量(Y-轴)
G26
旋转拷贝
G86
自动测量加工(长度)
G27
宏指令呼叫
G87
自动测量加工(宽度)
G28
自动返回参考点
G90
03
绝对坐标指令
G29
从参考点返回
G91
相对坐标指令
G30
返回到2nd~4th的参考点
G92
坐标系的设定
G40
07
线径补偿取消
G95
Z轴位置控制
G41
线径左补偿
G150
参数输出
G42
线径右补偿
G151
加工条件输出
G43
09
拐角形状控制关
G152
加工时间输出
G44
拐角形状控制开
G153
加工记录输出
G45
模态
拐角忽视开
G154
NC数据保存/登记
G46
拐角忽视关
G155
界面数据初始化
G47
11
比例放大关
G180
程序控制转换
G48
比例放大开
G500
工件坐标系组1
G49
上下圆相同
G501
工件坐标系组2
G50
08
斜度切削取消
G502
工件坐标系组3
G51
斜度切削左补偿
G503
工件坐标系组4
G52
斜度切削右补偿
G504
工件坐标系组5
G53
12
机械坐标系选择
G505
工件坐标系组6
G54
工件坐标系1
G506
工件坐标系组7
G55
工件坐标系2
G507
工件坐标系组8
G56
工件坐标系3
G508
工件坐标系组9
G57
工件坐标系4
G509
工件坐标系组10
G58
工件坐标系5
G510
工件坐标系组11
G59
工件坐标系6
G511
工件坐标系组12
G60
工件坐标系7
G512
工件坐标系组13
G61
工件坐标系8
G513
工件坐标系组14
G65
(宏)参数呼叫
G514
工件坐标系组15
G68
16
旋转开
G515
工件坐标系组16
G69
旋转关
G580
在自动比例模式下M98约束开
G70
镜像关
G581
在自动比例模式下M98约束关
G71
镜像开
G582
在自动比例模式下M98调用限制开
G72
20
X/Y轴互换关
G583
在自动比例模式下M98调用限制关
G73
X/Y轴互换开
G910
(宏)预读恢复
G75
C轴中心
G911
(宏)预读停止
线径补偿×
10转化关
10转化开
数控加工中心常用的G代码和M指令
G代码----功能--------------格式
1.G00--------快速移动格式:
G00X-----Y-----Z----
2.G01--------直线插补格式:
G01X-----Y-----Z----F-----
3.G02--------顺圆插补格式:
G02X-----Y-----Z----R-----
G02X-----Y-----Z----I-----J-----K-----
4.G03--------逆圆插补格式:
G03X-----Y-----Z-----R------
G03X-----Y-----Z-----I-----J-----K-----
5.G04--------停刀,准确停止
6.G15--------极坐标系指令取消
7.G16--------极坐标系指令
8.G17--------选择XY平面
9.G18--------选择XZ平面
10.G19--------选择YZ平面
11.G20--------英寸输入
12.G21--------毫米输入
13.G28--------返回参考点
14.G29--------从参考点返回
15.G40--------刀具半径补偿取消
16.G41--------刀具半径左补偿
17.G42--------刀具半径右补偿
18.G43--------正向刀具长度补偿
19.G44--------负向刀具长度补偿
20.G49--------刀具长度补偿取消
21.G50--------比例缩放取消
22.G51--------比例缩放有效
23.G54~G59选择工件坐标系1~~~6
24.G68--------坐标旋转
25.G69--------坐标旋转取消
26.G73--------高速深孔钻循环格式:
G73X---Y---Z---R---Q---F---K---
27.G74--------左旋攻丝循环格式:
G74X---Y---Z---R---Q---F---K---
28.G76--------精镗循环格式:
G76X---Y---Z---R---Q---P---F---K---
29.G80--------取消固定循环
30.G81--------钻孔循环格式:
G81X---Y---Z---R---F---
31.G83--------排屑钻孔循环格式:
G83X---Y---Z---R---Q---F---K---
32.G84--------刚性攻丝循环格式:
G84X---Y---Z---R---P---F---K---
33.G90--------绝对值编程
34.G91--------增量值编程
35.G94--------每分钟进给
36.G95--------每转进给
37.G98--------固定循环返回到参考点
38.G99--------固定循环返回到R点
常用的辅助功能M代码
M代码----功能
M00--------程序停止
M01--------选择停止
M02--------程序结束
M03--------主轴正转
M04--------主轴反转
M05--------主轴停止转动
M06--------换刀指令
M08--------切削液开
M09--------切削液关
10.M19-------主轴定位
11.M30-------程序结束,并返回程序起始
12.M98-------子程序调用
13.M99-------子程序结束,并返回主程序
地址码中英文字母的含义
地址------功能---------含义
1.D------------补偿号--------刀具半径补偿指令
2.F------------进给速度------给速度的指令
3.G------------准备功能-----指令动作方式
4.H------------补偿号--------补偿号的指定
5.I-------------坐标字--------圆弧中心X轴向坐标
6.J-------------坐标字--------圆弧中心Y轴向坐标
7.K------------坐标字--------圆弧中心Z轴向坐标
8.L------------重复次数-----固定循环及子程序的重复次数
9.M-----------辅助功能-----机床开/关指令
10.N----------顺序号--------程序段顺序号
11.O----------程序号--------程序号,子程序号的指定
12.P----------------------------暂停或程序中某功能开始使用的顺序号
13.Q----------------------------固定循环终止段号或固定循环中定距
14.R----------坐标字---------固定循环中定距离或圆弧半径的指令
15.S----------主轴功能------主轴转速的指令
16.T----------刀具功能------刀具编号的指令
17.X---------坐标字----------X轴的绝对坐标值或暂停时间
18.Y---------坐标字----------Y轴的绝对坐标
19.Z---------坐标字----------Z轴的绝对坐标
其他指令
(1)F—进给速度指令
F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。
(2)S—主轴转速指令
S及后面的若干数字表示,单位是r/min。
(3)T—刀具指令
T及后面的三位数字表示,表示刀号。
(4)H和D—刀具长度补偿值和刀具半径补偿值
H和D及其后面
 升级会员
升级会员 