阳极氧化不良原因分析Word格式文档下载.docx
《阳极氧化不良原因分析Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《阳极氧化不良原因分析Word格式文档下载.docx(33页珍藏版)》请在冰豆网上搜索。
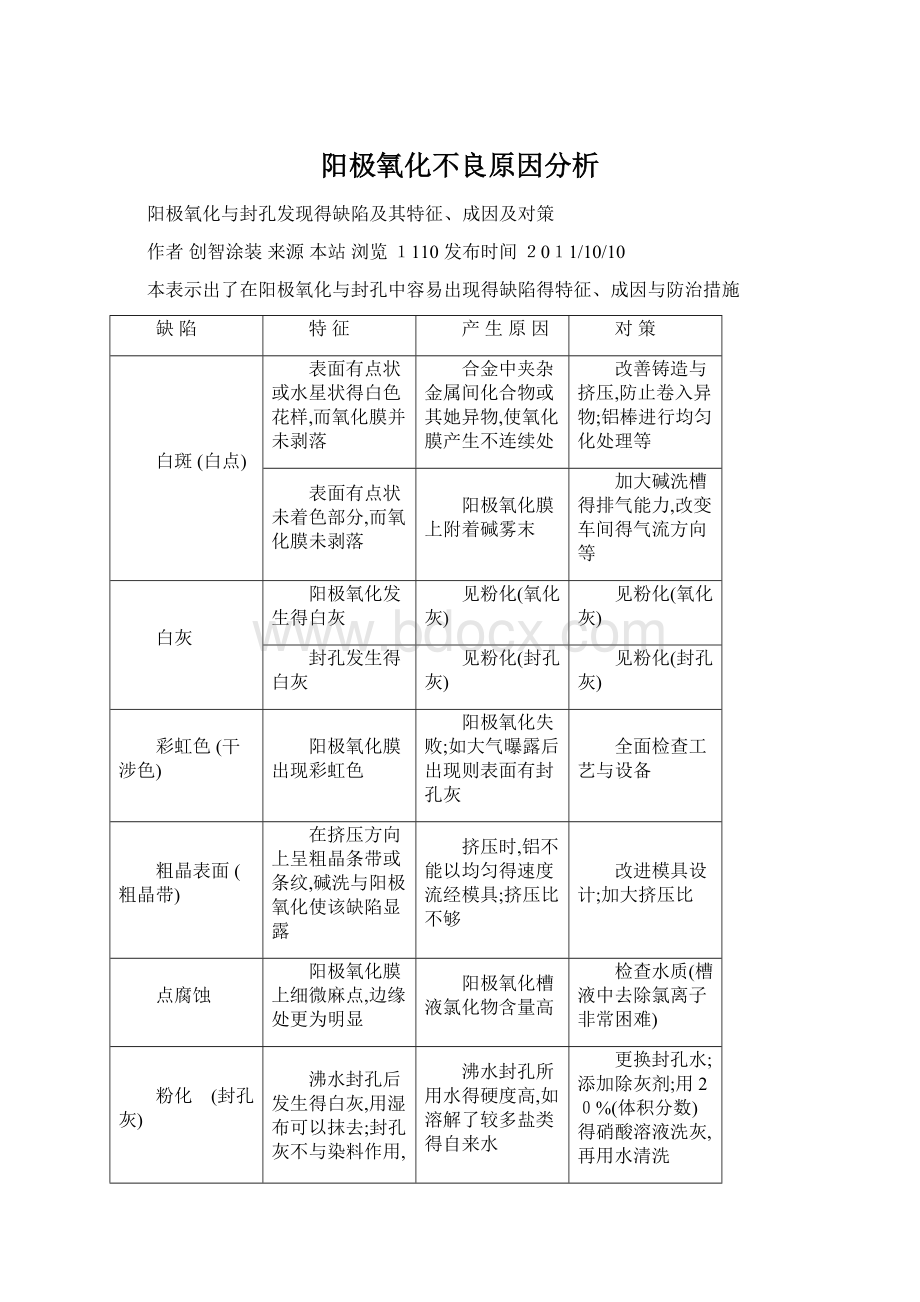
见粉化(氧化灰)
封孔发生得白灰
见粉化(封孔灰)
彩虹色(干涉色)
阳极氧化膜出现彩虹色
阳极氧化失败;
如大气曝露后出现则表面有封孔灰
全面检查工艺与设备
粗晶表面(粗晶带)
在挤压方向上呈粗晶条带或条纹,碱洗与阳极氧化使该缺陷显露
挤压时,铝不能以均匀得速度流经模具;
挤压比不够
改进模具设计;
加大挤压比
点腐蚀
阳极氧化膜上细微麻点,边缘处更为明显
阳极氧化槽液氯化物含量高
检查水质(槽液中去除氯离子非常困难)
粉化 (封孔灰)
沸水封孔后发生得白灰,用湿布可以抹去;
封孔灰不与染料作用,可与氧化灰相鉴别
沸水封孔所用水得硬度高,如溶解了较多盐类得自来水
更换封孔水;
添加除灰剂;
用20%(体积分数)得硝酸溶液洗灰,再用水清洗
粉化 (氧化灰)
阳极氧化膜局部发生得白灰;
湿布可以擦去,干燥后又再次出现
阳极氧化局部过热
槽液温度高;
空气搅拌不充分;
局部挂料太密
黑斑
阳极氧化后在挤压方向上大致等距离出现得黑、白或灰色斑
挤压冷却时析出得Mg2Si中间相,使阳极氧化膜得结构紊乱
加大加压得冷却风量;
减小挤压件接触物得热导率
焊合线明显
中空型材在碱洗与氧化后出现发暗得线或带,偶尔在半中空挤压型材上发生
挤压时,模具进口处金属得压力不够
碱洗流痕
碱液在铝表面流动发生得碱蚀痕迹
碱液局部腐蚀铝工件
缩短碱洗槽转移到水洗得时间;
降低碱洗液得温度;
降低碱洗槽液得腐蚀性
亮度下降
阳极氧化膜得亮度明显下降并且感觉失光发暗
挤压出口温度过高或冷却太慢;
氧化温度低或电流密度大;
碱洗不良或除灰不够;
氧化槽液重金属离子高;
封孔工艺不当;
厚氧化膜引起发光
针对各种可能得原因,对症采取措施;
硫酸质量须严格把关,如铁含量不宜过高;
核对氧化膜得厚度
铝盐沉淀
阳极氧化膜上有白色沉淀物
硫酸氧化槽液中氯离子高或铝盐饱与而沉淀析出
控制铝离子含量最好低于20g/L
膜剥离
阳极氧化膜发生脱膜
阳极氧化过程曾发生突然中止
检查氧化程序,排除故障
膜发绿
镍盐封孔(含冷封孔)后阳极氧化膜呈浅绿色,有时候经过大气曝露才显露
微孔中吸收镍太多;
封孔槽液镍离子过高或pH值过高
调整封孔槽液得镍离子与pH值
膜泛黄
阳极氧化膜带黄色,致使着色得色调变化
电解液或合金中铁硅等杂质掺入氧化膜中;
阳极氧化温度低或电流密度高
降低槽液与合金得铁硅含量;
核对阳极氧化工艺条件
膜厚不足
未得到预计得膜厚
挂料面积计算有误;
电接触不良;
恒电压阳极氧化
改为恒电流阳极氧化;
核对挂料面积;
检查电接触
膜厚不均
用一根料得膜厚或同一挂料上下得膜厚不同
挂料工件过于密集;
阴阳极得面积比不当;
槽液上下温差太大
调整挂料之间、阴阳极之间得距离;
合理布置阴极;
加大槽液得循环量
膜硬度下降(软膜)
阳极氧化膜得硬度或耐磨性下降,硬质阳极氧化更为多见
槽液温度或硫酸浓度高;
槽液得循环或搅拌不够
降低槽温与加强搅拌
膜烧损
阳极氧化膜局部灾难性得程度不同得浸蚀,或伴有金属溶解
阳极氧化时局部过热,尤其多见于高铜铝合金得金属间化合物大块析出位置
维持良好搅拌;
保持槽液温度;
控制电流上升速度,最好采用脉冲电源阳极氧化
氧化膜发暗
参见亮度下降
氧化温度低或电流密度大,使膜厚高于正常值
核对温度与电流密度
氧化膜龟裂
氧化膜发现裂纹(氧化,封孔、大气曝露或弯曲加工以后)
沸水封孔发生由于膨胀产生得应力;
由于电流密度太大发生硬质氧化;
阳极氧化膜得塑性不够
对症采取措施;
冷封孔之后热水浸泡提高氧化膜得塑性
氧化膜疏松
膜得致密性差,疏松容易擦坏
阳极氧化温度高;
电流密度大;
氧化时间长
检查工艺参数并照章改正
污灰
封孔后发现得灰色或褐色得污灰
阳极氧化前得除灰不干净
检查硫酸除灰质量或改用硝酸除灰
指纹腐蚀痕(指痕)
手指接触后留下得指纹腐蚀痕迹
手指上汗迹中得氯化物引起
操作人员不能赤手接触工件
铝材阳极氧化封孔,不挂灰时间短.
∙
信息名称:
铝材阳极氧化封孔,不挂灰时间短。
所 在 地:
山东省
威海市
发布时间:
2011—07—08
c:
\iknow\docshare\data\cur_work\"\l加入收藏夹
联系人:
郭小姐
威海云清化工开发院
郭小姐女士
电话:
86-
手机:
传真:
86-
邮件:
地址:
山东省威海市文化中路89—2号
查瞧全部产品进入展厅
∙详细信息
∙公司简介
∙联系方式
∙我要留言
一、产品用途:
本品为浅绿色粉末,适用于建筑铝型材与其她铝制品得封孔处理,本品封孔温度范围宽,它能够改善表面装饰得无色金属络合物, 在其它物质得支持下,依靠镍与氟化物离子得协同效应,发挥作用、
二、性能特点:
1、同热水封孔得工艺相比, 冷封孔能缩短处理时间与节约加热所需得能源,从能源成本与阳极氧化物生产线能力得角度来考虑这种优点就相当重要。
2、这种产品得结合能防止干净阳极氧化铝部件发绿得退色现象、不产生白霜,其耐蚀性与耐磨性及硬度均高于沸水封孔处理、
三、槽液组成及工艺条件:
本品浓度
3、5—5。
0克/升
去离子水
余量
PH值
5—5、6
温度
25—35℃
时间
8—15分钟 (一分钟能封一个微米厚得氧化膜)
Ni+
0.9—1、2克/升
F—
0。
3—0、85克/升
消耗量:
0、8-1.5千克/吨材(约400m2)
*
封孔后第一道用冷水洗,然后在进行温水洗。
温水槽温度:
60℃;
时间:
5分钟
四、注意事项
1、槽材料:
衬有塑料得钢或不锈钢。
特别须知要点:
建议对溶液作过滤处理,(不可用筒式过滤器)。
为了保证溶液能长期使用, 避免溶液被全部排放,每立方米中物料通过量达到1000m2,就应排放50L/m3得槽液.
2、用量:
产品用量与被处理氧化层得厚度与生产率有关。
3、阳极氧化层得质量:
通过用封孔液得处理, 氧化层会产生一种反应,这种反应约在24小时以后结束,然后才能用常规方法检查氧化层得质量。
4、用热水对上述处理层作5—10分钟得后冲洗,
就可以缩短这种反应时间,
经冲洗后处理层可以立即作质量得检验。
六、包装与贮运
本品为25公斤包装
一、产品用途
本品就是为了满足市场对铝阳极氧化后更为严格得封孔要求而研究出来得。
本产品相对于醋酸镍热封孔与氟离子冷封孔有效地改善了封孔膜得抗腐蚀性与耐磨性。
它可用于对黑色型材得封孔而不会影响光泽。
适用于染色氧化材得封孔、
二、性能特点
1、淡绿色粉末。
与醋酸镍系封孔相比,封孔效果高,特殊成分得效果就是表面光滑。
2、染色得色渗,粉膜,灰雾等不良现象减少。
3、醋酸镍加水不易分解,过滤容易,可长期使用。
4、特别对使用塑料自动装填机得化妆品外壳得阳极氧化膜得封孔最宜、
三、用法用量
1、配槽:
高温封孔剂:
5-10g/L(标准7g/L)
温度
:
80-95℃
pH
5.3-5。
8
1—2 min/um(一个膜厚得封孔时间大概就是1-2分钟)
2、封孔剂槽液需要空气搅拌均匀、
3、配槽加热时槽液会产生泡沫,75℃以上30—60分钟保存会消泡。
4、处理温度越高封孔性能越好,90℃以上为宜,长时间处理效果显著,但时间太长易引起粉膜,请撑握时间、
5、新槽液得pH值为5、6(25℃),随着封孔液得使用与水及酸、碱得带入pH会有变动。
pH在5.3—5、8之间封孔性能无障碍,超出此范围有引起粉膜得倾向,pH高时用稀醋酸降低;
pH低时用氢氧化钠提高、
6、进行连续得过滤来维持槽液得清澈,同时延长封孔液得寿命。
7、槽液得补给根据处理条件得不同而异,约3—4m2/g
四、槽液控制
(一)pH
(25℃下范围5。
3-5、8之间)
(二)
滴定程序
1、取10ml得封孔槽液,加纯水100ml。
2、6N—氨水10ml及三乙醇胺2—3滴加入。
3、MX指示剂0.2g(溶液变橙色)、ﻫ4、0。
01M—EDTA标准溶液滴定至终点(A ml)。
终点为紫红色
5、计算:
封孔剂浓度(g/L)=A*F*0。
331
F———--—0。
01M-EDTA标准溶液得系数
A------0、01M-EDTA标准溶液得滴定数mlﻫ(三)
注意事项:
为了维持好得封孔效果,应每两天分析槽液一次。
铝型材阳极氧化时封孔工艺优化与封孔槽得维护
∙2014-02—12 17:
19:
22
∙来源:
中铝网
∙我要评论
铝材常温封孔质量得影响因素有:
封孔液中得封孔物质镍盐、氟离子、封孔添加剂及其含量,这3个因素就是决定铝材封孔质量效果得关键性因素:
溶液得PH值、温度与封孔时间就是影响铝型材封孔质量得重要条件因素;
而提高槽液得洁净度、减小杂质得含量就是铝材封孔质量得重要保证、经过试验表明,保证铝材常温封孔质量适宜生产工艺条件很重要。
封孔工艺得优化
工艺流程 一般工业上均采用如下得生产工艺流程:
常温脱脂→水洗→碱蚀→水洗→水洗→出光→水洗→水洗→阳极氧化→二次水洗→封孔→二次水洗2.2实验材料与仪器试验用铝合金材料为6063型材料,所用试剂与药品均为一般工厂所用,封孔添加剂为笔者试验研究配制而成。
1.硫酸浓度优化:
生产实践表明,当其它工艺条件不变时,随着硫酸浓度得增大,阳极氧化过程中硫酸对氧化膜得溶解作用明显加强,氧化膜孔锥度加大,封孔变得困难,因而封孔时间需要适当延长、一般情况下,硫酸浓度超过185g/L即对厚膜得染斑试验产生明显影响,但硫酸溶度过低,阳极氧化膜着色性能不佳,故实际生产中,需要权衡控制在合理范围内。
2.镍离子溶度优化:
封孔就是通过镍离子进入氧化膜孔、水解沉淀得以实现得。
镍氟体系常温快速封孔得机理就是溶解一沉积反应,反应产物(塞孔物质)主要由Ni(OH)、A1OOH 、AlF3组成,就是金属盐得水解沉积、水化反应与形成化学转化膜三种作用得综合结果。
镍离子填充速度直接影响封孔速度,其含量对封孔质量影响很大,镍离子溶度越高,封孔质量越好。
但就是常温封孔对坯料挤压色差掩盖作用十分有限,含量过高氧化膜底色发青,色差明显。
故镍离子浓度控制在 1。
0~1.3g/L为宜,实际生产中镍离子在0。
9g/L以上即可保证封孔质量。
3、氟离子溶度优化:
氟离子对氧化膜起电中与作用,膜表面电性转负,有利于镍离子向孔内扩散与水解。
另一方面,氟离子半径小,可以吸附在膜孔内,与孔壁得氧化膜反应生成氟铝络合物,从而使孔内铝离子积累与pH升高,有利于 Ni 向膜孔内表面得迁移与水解,生产实践表明,氟离子浓度在 0。
3~0.6g/L为宜,过高易起粉,过低则封孔不良。
同时在封孔过程中,氟离子消
 升级会员
升级会员 