小连杆制造工艺与专用夹具研发设计Word格式.docx
《小连杆制造工艺与专用夹具研发设计Word格式.docx》由会员分享,可在线阅读,更多相关《小连杆制造工艺与专用夹具研发设计Word格式.docx(33页珍藏版)》请在冰豆网上搜索。
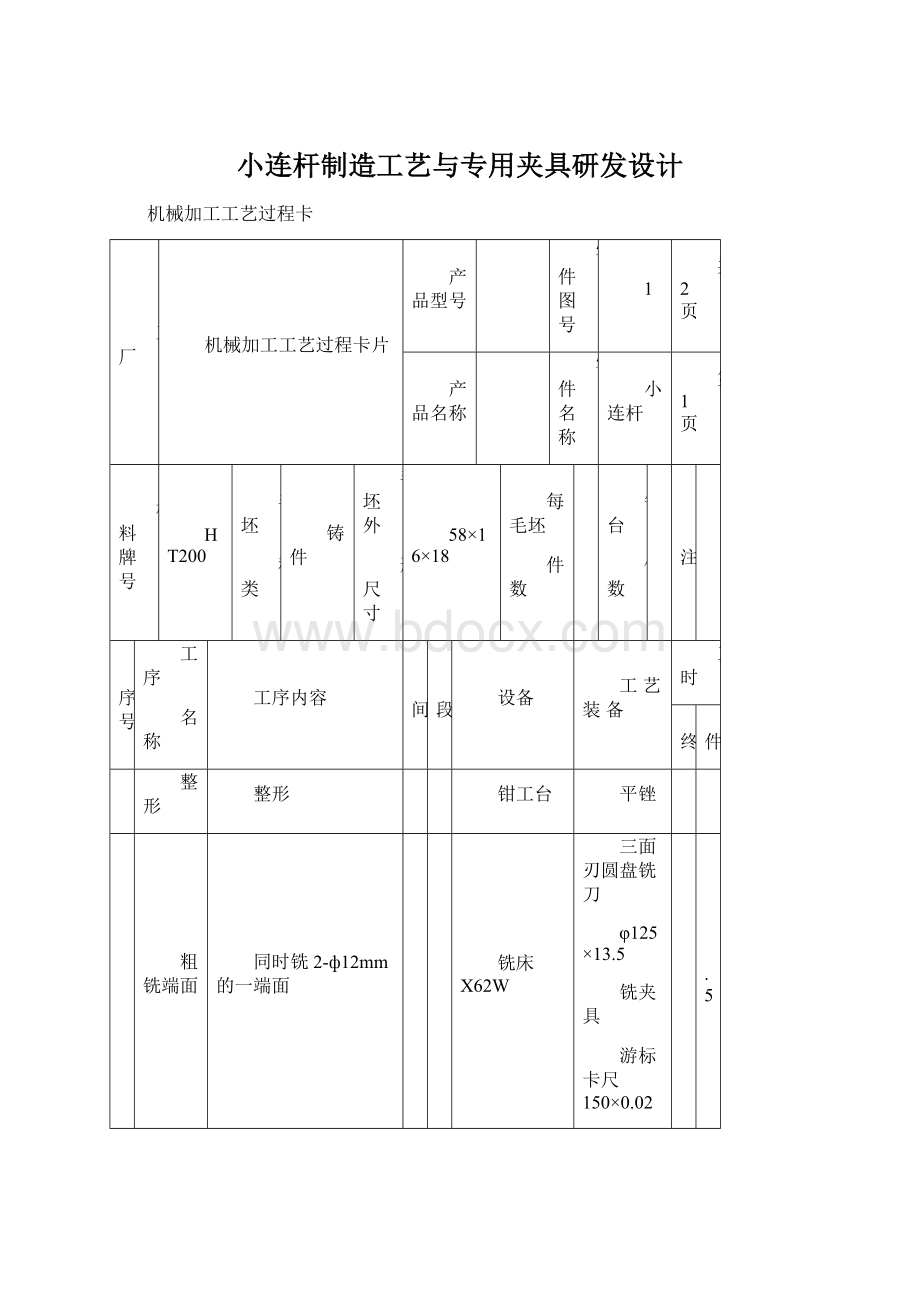
铸件
毛坯外
形尺寸
58×
16×
18
每毛坯
件数
每台
备注
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
整形
钳工台
平锉
2
粗铣端面
同时铣2-ф12mm的一端面
铣床X62W
三面刃圆盘铣刀
φ125×
13.5
铣夹具
游标卡尺150×
0.02
1.5
3
同时铣2-ф12mm的另一端面
4
粗铣凸面
粗铣2-ф12mm至2-ф10mm
5
精铣端面
精铣小头ф10mm的一端面至Ra20μm,大头ф10mm的一端面至Ra2.5μm
φ120×
12
2.5
6
精铣小头ф10mm的一端面至Ra2.5μm,大头ф10mm的一端面至Ra20μm
7
钻、扩、铰孔
钻、扩、铰2-ф7.94mm孔至2-ф7.94~7.956mm、Ra1.25μm
钻床Z5140
高速钢钻头φ7.5
扩孔钻钻头φ7.94
铰刀
赛规φ7.94
内径千分尺
钻夹具
2.25
8
倒角2-ф7.94mm孔至0.5mm、Ra10μm
倒角至0.5mm、Ra10μm
高速钢钻头ф7.94
1.25
第2页
9
钻底孔
扩孔
钻M3.5mm孔,扩孔至ф3.7mm
高速钢钻头ф3.5
扩孔钻钻头ф3.7
赛规ф3.7
1.65
10
铣槽
铣1mm槽
铣床X6232
变速钢三面刃铣刀
11
加工螺纹
加工螺纹M3.5mm
高速钢钻头
钻ф2.5mm孔
高速钢钻头ф2.5
13
去毛刺
14
检验
0.02等
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
韩潇愔2007.03.10
机械加工工序卡片(每个工序一张卡)
机械加工工序卡片
共14页
第1页
材料
牌号
毛坯种类
毛坯外形尺寸
每台
车间
工序号
工序名称
设备名称
设备型号
设备编号
同时加工件数
/
夹具编号
夹具名称
冷却液
工序工时
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量
/(mm/r)
切削深度
/mm
进给次数
工时定额
机动
辅助
韩潇愔
2007.03.10
铣床
定位板
固定V形块
活动V形块
铣小头ф12mm的A面
游标卡尺
150×
150
58.9
3.2
铣大头ф12mm的B面
第3页
铣小头ф12mm的A端面
铣大头ф12mm的B端面
第4页
工序名称
设备型号
铣A面、B面的ф12mm至ф10mm
铣C面、D面的ф12mm至ф10mm
第5页
精铣小头ф10mm的A面至Ra20μm
113
0.5
 升级会员
升级会员 