SNC40折弯机数控系统用户手册.docx
《SNC40折弯机数控系统用户手册.docx》由会员分享,可在线阅读,更多相关《SNC40折弯机数控系统用户手册.docx(17页珍藏版)》请在冰豆网上搜索。
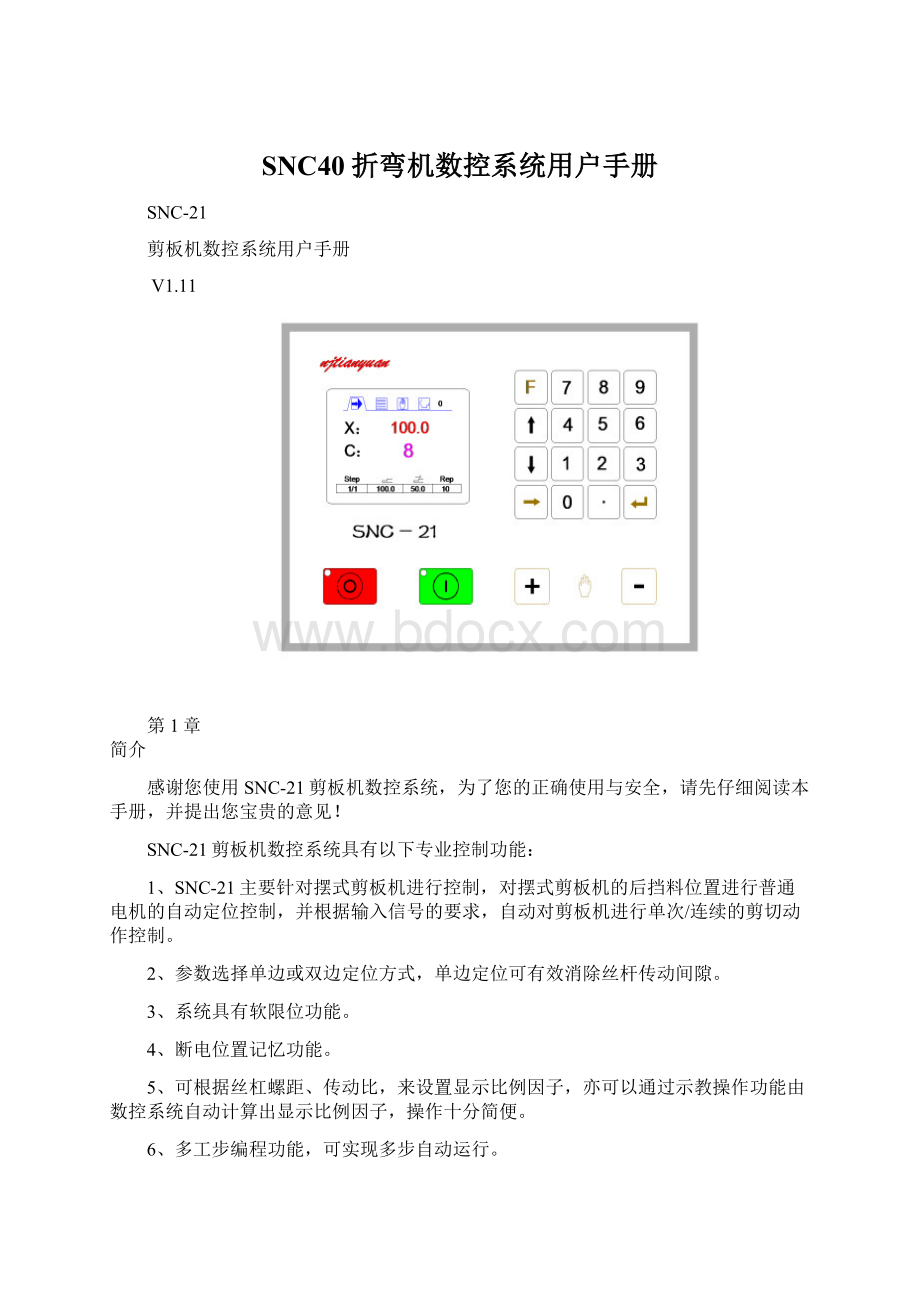
SNC40折弯机数控系统用户手册
SNC-21
剪板机数控系统用户手册
V1.11
第1章
简介
感谢您使用SNC-21剪板机数控系统,为了您的正确使用与安全,请先仔细阅读本手册,并提出您宝贵的意见!
SNC-21剪板机数控系统具有以下专业控制功能:
1、SNC-21主要针对摆式剪板机进行控制,对摆式剪板机的后挡料位置进行普通电机的自动定位控制,并根据输入信号的要求,自动对剪板机进行单次/连续的剪切动作控制。
2、参数选择单边或双边定位方式,单边定位可有效消除丝杆传动间隙。
3、系统具有软限位功能。
4、断电位置记忆功能。
5、可根据丝杠螺距、传动比,来设置显示比例因子,亦可以通过示教操作功能由数控系统自动计算出显示比例因子,操作十分简便。
6、多工步编程功能,可实现多步自动运行。
7、退让逃料功能,避免后挡料装置与工件的干涉,减少磨损。
8、设有密码保护。
当用户要对系统进行位置示教或参数修改操作时,需要输入正确的用户密码,否则只能查看参数或进行修改当前位置操作,详见相关章节说明。
第2章规格说明
2.1显示
2.8寸TFT真彩色液晶显示屏,320X240点阵高清显示。
2个系统运行状态指示灯:
绿灯指示运行,红灯指示停止。
2.2存储空间
系统有30个程序,每个程序最多15个工步,每个工步最大设定工件数为999。
2.3电气规格
系统供电电源:
输入电压:
AC220V±15%
最大电流:
<=1A
编码器电源输出:
输出电压:
DC5V±10%
最大电流:
200mA
IO电源输出:
输出电压:
DC24V±10%
最大电流:
<=300mA
输入通道:
输入电压:
DC24V±10%
最大电流:
20mA
输出通道:
外接电压:
DC24V±10%
最大电流:
50mA
2.4环境温度
工作温度:
0~50℃
存储温度:
-20~70℃
第3章安装和接线
3.1安装与配线注意事项
●实施安装、配线,务必关闭电源(例:
安装编码器)。
●电源端子的误接、输入输出线连接不当、输出线短路等是造成系统重大损伤的原因。
所以在通电之前,要认真检查电源和接地、输入输出线是否正确连接。
●请使用我们标配的开关电源供电。
●在电柜中强弱电用金属软管分开,并将金属软管接大地。
●请选择安全的区域来安装SNC-21系统,防止高温及日光直接照射,避免湿气和水滴的泼溅。
●请勿在高温、结露、有尘埃、油烟、导电性粉尘、腐蚀性气体、可燃性气体的场所使用。
3.2安装方向与空间
SNC-21系统一般采用嵌入式安装在控制面板上,其上下左右相邻的元件和挡板(壳体)必须保持足够的空间。
3.3安装环境
●无水滴、蒸气、灰尘及油性灰尘的场所。
●无易燃易爆、腐蚀性气体场所。
●无强电磁杂讯干扰场所。
●环境温度在0℃~50℃之间。
若环境温度超过40℃以上时,请置于通风良好的场所。
●相对湿度在90%RH以下。
3.4后面板
后面板上有系统电源、输入输出接线端子和状态指示灯、以及编码器接口等。
3.4.1电源输入端子
名称
说明
L
AC220V输入
N
注意:
请务必将大地信号可靠地接在面板的任一安装卡螺柱上,以保证数控系统安全接地,有效保护操作者人身安全!
!
!
3.4.2输入/输出信号端子
名称
输出信号
名称
输入信号
COM
系统直流DC24V电源输出
UD
上死点信号输入
24V
BD
下死点信号输入
X+
与X端构成挡料电机正向输出
Sin
单次状态信号输入
X-
与X端构成挡料电机负向输出
Con
连续状态信号输入
X
挡料电机输出控制公共端
SF
脚踏信号输入
Y1
阀控制输出
Y2
可编程输出(参数设置类型)
3.4.3X轴或Y轴编码器接口Enc_X、Enc_Y(Y轴为选配)
引脚
说明
引脚
说明
1
+5V输出
4
/A输入
2
GND
5
B输入
3
A输入
6
/B输入
3.5电气设计典型应用举例
第4章操作说明
4.1操作面板
4.2操作
●检查SNC-21系统的电源线、接地线、输入输出信号线及编码器插头是否连接可靠、正确。
●检查进线电源电压是否正常。
确认到系统的直流电源正常。
●通电后,看系统是否工作正常,如异常应立即断电重新检查接线。
4.2.1系统主画面
系统开机后,若无硬件故障,则直接进入系统主画面,主画面有两种形式,当屏幕右上角的程序号设定为0时,对应显示的是单步画面,如下图所示
当屏幕右上角的程序号设定为非0时,对应显示的是多步程序状态的主画面,如下图所示
主画面中,第一行显示X轴的当前实际位置值,其显示单位可以在参数界面中设置。
第二行C为重复剪板计数值,#为程序循环计数值及其设定值。
第三行显示的为板厚设定值。
注意:
程序自动运行时,工步表格可以滚动显示,使得当前工步始终高亮显示在下方表格中,以方便用户对机床工作状态的观察与监视。
运行状态下(运行状态指示灯亮),系统不允许用户进行界面切换,按下停止按钮后(停止状态指示灯亮,运行指示灯灭),可以按F功能键,切换到其它用户界面。
4.2.3用户参数界面
按F键可以继续切换到如下的用户参数界面。
此界面中,显示了软件版本号,以及各参数的当前值,移动光标键,可以查看并修改各参数值,光标移到哪个参数上,该参数变为高亮显示,同时,在下面的提示行中显示此参数的提示信息。
注意:
1、开机后,所有参数只能查看,不能修改,要修改参数值,必须首先正确输入参数表最上方的用户密码参数(PSW),输入11111并按确认键,其值显示PASS后,方可修改下面的各项参数值。
2、公英制转换参数一旦被修改后,系统中的所有数值,包括参数值,都会被自动进行转换,显示的数值便会有所不同。
4.2.4手动操作界面
按F键可以继续切换到如下手动界面:
在此界面中,显示了X轴实际位置,以及剪程控制的时间值,即从上死点开始剪程T1计时,计时满,滑块返回,结束本次剪切。
如果剪程时间设得太长,已经碰到下死点,则滑块立即返程。
上停T2时间,为连续运行时,滑块在上死点的停留时间。
图中显示X0,表明现在激活的是X轴,直接按“+”或“-”键,便可以点动X轴电机运行,上面大字显示的X值会实时显示X轴的变化情况。
4.2.5修改当前位置操作
在上面的点动画面中,若按向下箭头键,将光标移动到X0处,修改X0的值,便可修改X轴的当前位置,相当于改变了X轴的起始坐标。
注意:
1、修改当前位置操作必须在电机停止状态操作;
2、初次设定参数时,系统必须先设定机床参数,然后再设定当前位置。
否则显示的位置值可能会发生变化。
3、若断电时,电机仍在运动,或者断电后,X轴(或Y轴)的位置发生了变化,则重新开机后,系统当前位置的显示是不正确的,必须进行“修改当前位置操作”。
4.2.6X轴示教操作
如果是在用户密码打开的状态下,进入此点动画面,界面与以上画面略有不同,如下图所示:
画面中多了X1项,这是用来示教的画面,即在此状态下,可以对X轴进行重新示教操作。
由于我们测量X位移使用的是增量式光电编码器,其输出信号是脉冲信号,而系统显示的单位是mm或inch,加之一定的机械传动比,这里面就存在着一个对应的比例关系,即编码器检测到一个脉冲,对应到X轴移动了多少mm或inch的位移,对于确定的机械结构,这种关系就是一个确定的值,我们用一个分数(A/B)来表示,A称为比例因子分子,B称为比例因子分母。
则有如下公式:
位移量=测得的脉冲数×(A/B)
A和B可以如下计算:
乘法因子A=丝杆螺距×编码器与传动丝杆之间的减速比。
除法因子B=编码器线数×编码器倍频常数×显示分辨率
其中:
丝杆螺距的单位可以是mm,也可以是inch,只是所以单位要统一;
编码器与传动丝杆之间的减速比=传动丝杆每转1圈编码器转过的圈数;
编码器线数=编码器转动1圈所输出的脉冲数,由选定的编码器决定;
编码器倍频常数=4;
显示分辨率:
一位小数取0.1,二位小数取0.01,三位小数取0.001。
例:
丝杆螺距=10mm,编码器线数=400PPR,X轴显示分辨率为0.1mm,编码器与丝杆直联方式。
则可算得的A=10×1=10
B=400×4×0.1=160
以上方法是根据一些参数,人工算出这一比例关系A/B,填入系统的用户参数表中,前提是需要知道丝杆螺距、传动比、编码器线数等系统参数,而这对某些人来讲,可能有一定的难度。
因而我们提供了另外一种求比例因子的简单方法:
即示教操作。
即点动电机运行,先后输入两个相距一定距离的点的实际坐标值(用尺子直接量取),系统根据这两个点的坐标值,结合系统检测到的脉冲数,自动计算出该系统的比例因子(A/B),填入参数表中。
具体操作方法如下:
1、在以上界面下,假设正向点动X轴,使X轴电机运行到一确定位置,通常取一小值,用尺子精确测量出此时X轴的实际尺寸,譬如上图中的50.6mm,将光标移动到X0处输入进去,按下回车键确认;
2、继续正向点动X轴,到达另一坐标位置,通常取得销大一些,精确测量出此时X轴的实际尺寸,譬如图中的316.8mm,输入到图中的X1处,按下回车键确认;
3、此时系统便会根据此X0、X1的值自动计算出X轴的比例因子分子与分母,自动填入系统参数中。
这种方法无需计算,操作比较简单,非常实用,但要注意以下几点:
1、由于比例因子参数涉及到机床显示的正确性与产品加工质量,所以一定是在机床确实需要进行示教时,才进行示教操作;
2、X0、X1是同一方向上的两个不同的点,且示教测量一定要尽可能精确到要求的小数点精确位,X0、X1之间的跨距尽可能地大;
3、示教操作要求在用户密码已打开的情况下操作。
4、正确的机床操作规范是:
每次开机,首先检查“系统当前位置显示”是否正确,若不正确,应立即进行“修改当前位置”操作,然后再换一个位置,再一次检查“系统当前位置显示”是否正确,若还不正确,则须考虑系统“示教操作”。
4.2.7用户程序选择界面
按F键可以进一步切换到如下的用户程序选择界面:
当前程序号在屏幕右上角显示,按光标键可以将光标移动到不同的用户程序上(变为红色)。
系统一共30个用户程序,只能被选择,不可以增加也不可以删除。
按回车键确认所要选择的用户程序,系统立即跳转到如下所示的用户程序编辑画面。
屏幕右上角的数字8表明当前选择的是8号程序。
4.2.8用户程序的工步编辑、增加与删除
在上面的编程画面中,用户可以将光标移动到工步参数表格中,对相关参数进行修改。
当光标移到最后一个工步时,按“+”键可以快速以复制方式增加工步数,添加进来后,工步参数可以被修改。
当光标移动到非最后一个工步时,按下“-”键,则可以删除此工步后的所有工步。
第5章机床调试
5.1机床调试
机床正常上电后,系统开机,若未出现任何报警或异常情况,启动油泵,然后可进行如下的初步调试。
1、检查刀架,使其停在上死点;
2、按F键进入点动调试画面,分别选择X轴和Y轴,进行点动操作,观察X轴与Y轴电机是否能正常运行,同时观察系统显示是否正常变化,电机运行方向是否正确。
如果电机不能正常运行,首先检查有无接线错误或接头松动,仍不能解决问题时,请与专业人员或机床厂家联系,进行相关电气检查。
若方向反,则可在参数界面中修改相关参数后重新再试;
3、点动电机停在任一位置后,用尺子测量实际位置与系
 升级会员
升级会员 