户内燃气管道应用不锈钢一体化预制管的效果探讨Word文件下载.docx
《户内燃气管道应用不锈钢一体化预制管的效果探讨Word文件下载.docx》由会员分享,可在线阅读,更多相关《户内燃气管道应用不锈钢一体化预制管的效果探讨Word文件下载.docx(6页珍藏版)》请在冰豆网上搜索。
泄漏风险
1概述
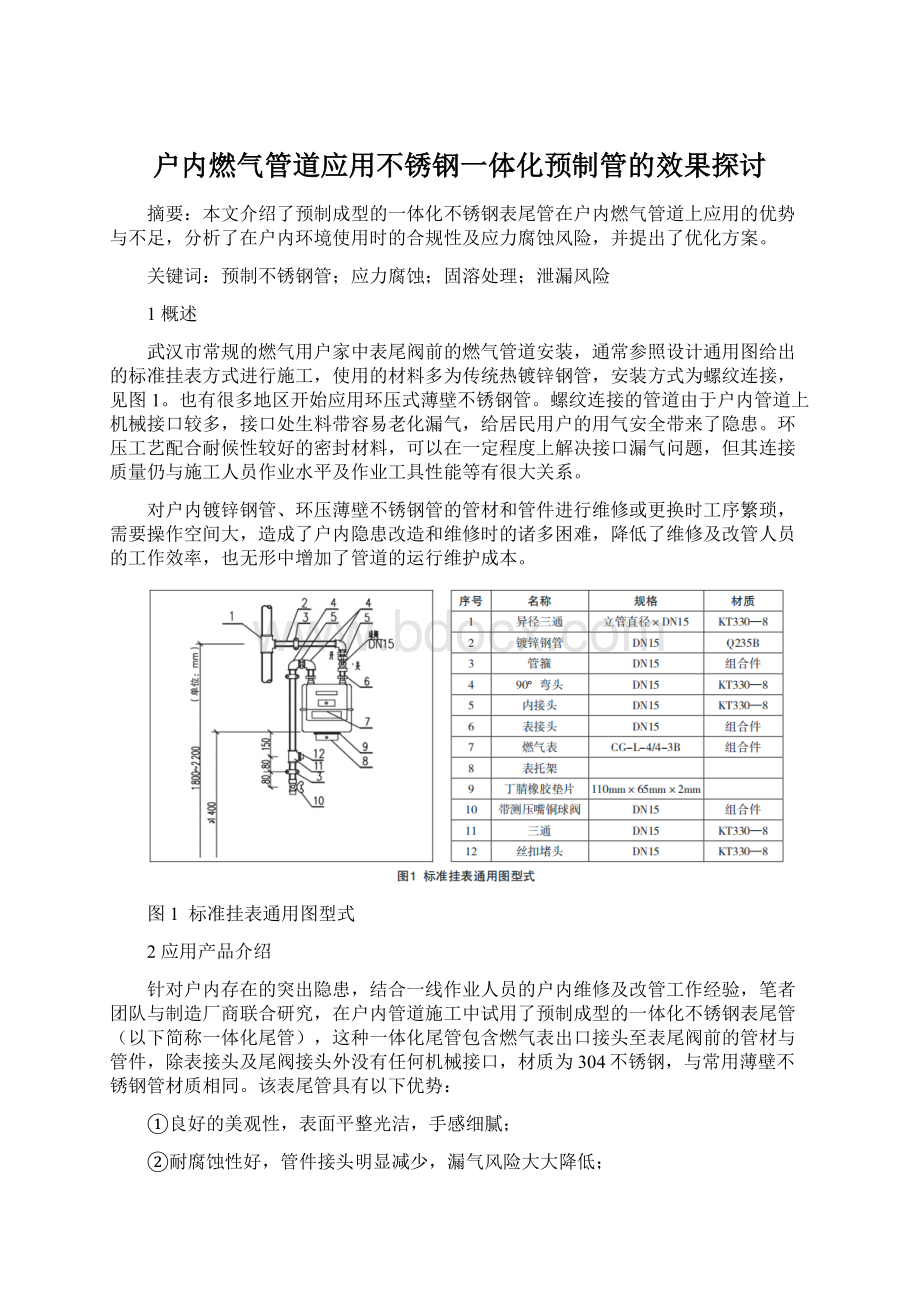
武汉市常规的燃气用户家中表尾阀前的燃气管道安装,通常参照设计通用图给出的标准挂表方式进行施工,使用的材料多为传统热镀锌钢管,安装方式为螺纹连接,见图1。
也有很多地区开始应用环压式薄壁不锈钢管。
螺纹连接的管道由于户内管道上机械接口较多,接口处生料带容易老化漏气,给居民用户的用气安全带来了隐患。
环压工艺配合耐候性较好的密封材料,可以在一定程度上解决接口漏气问题,但其连接质量仍与施工人员作业水平及作业工具性能等有很大关系。
对户内镀锌钢管、环压薄壁不锈钢管的管材和管件进行维修或更换时工序繁琐,需要操作空间大,造成了户内隐患改造和维修时的诸多困难,降低了维修及改管人员的工作效率,也无形中增加了管道的运行维护成本。
图1
标准挂表通用图型式
2应用产品介绍
针对户内存在的突出隐患,结合一线作业人员的户内维修及改管工作经验,笔者团队与制造厂商联合研究,在户内管道施工中试用了预制成型的一体化不锈钢表尾管(以下简称一体化尾管),这种一体化尾管包含燃气表出口接头至表尾阀前的管材与管件,除表接头及尾阀接头外没有任何机械接口,材质为304不锈钢,与常用薄壁不锈钢管材质相同。
该表尾管具有以下优势:
①良好的美观性,表面平整光洁,手感细腻;
②耐腐蚀性好,管件接头明显减少,漏气风险大大降低;
③安装维修空间小,作业方便高效,适合在户内改管、隐患整改维修中使用。
3产品性能分析
本次试用的一体化尾管将常规的表接头、弯头、短管、三通等部件整合为一个专用的预制件,减少了机械接头的数量,极大提升了尾管部分的可靠性,一体化尾管的样件见图2。
图2预制一体化表尾管样件
一体化尾管所使用的S30408不锈钢材料与传统的镀锌管材的对比情况见表1。
表1户内镀锌管和一体化不锈钢尾管的材性能对比表
一体化尾管中包含3个管件(表接头、外螺纹转接头、管帽),也均为S30408不锈钢材质。
管件与主管材焊接连接,螺纹端为预制的车削螺纹,按GB∕T7306.2的螺纹通用标准执行,其加工精度和质量都优于现场车削的螺纹,与传统的镀锌管件的性能对比情况见表2。
表2镀锌管件和一体化不锈钢尾管的管件性能对比表
4应用分析
一体化尾管由于是预制型标准件,故在户内管道安装的适配性上有一定的局限,但对于常规采用标准挂表型式的安装环境,一体化尾管都能较好的匹配和使用,其连接机械性能、防腐能力和操作便利性都远超过镀锌钢管的施工工艺。
在我公司户内一体化尾管的第一阶段试用范围包括:
(1)户内隐患改造项目;
(2)户内漏气维修项目。
用户的户内管道存在表尾管封闭、表尾管安装环境潮湿等安全隐患时,推荐优先采用一体化尾管,以减少机械接口数量,降低泄漏风险。
针对一体化尾管应用的效果分析如下:
4.1合规性分析
由于一体化尾管应用于户内环境,暂不需要考虑外墙敷设管道的防雷及抗震相关要求。
根据表1与表2性能对比情况,一体化尾管的材料性能及工艺优于传统镀锌钢管,所使用的S30408属于T/CGAS008中的允许使用的材料,且符合GB50028中对户内管道的设计安装相关要求及10.2.6条中对不锈钢管材质使用的要求。
为了一体化选用材质的性能达到要求,我公司对生产单位提出如下要求:
(1)
根据团体标准T/CGAS008中5.1.1要求,当一体化尾管的管件与管材选用S30408不锈钢材料时,组件焊接完成后应进行固溶处理。
(2)
对试用批次的样品,要求采用GB/T4334-2008规定的E方法,对至少2个进行晶间腐蚀试验,并提供试验报告。
针对10.2.6中第三款的要求“薄壁不锈钢管和不锈钢波纹管必须有防外部损坏的保护措施”,我公司结合T/CGAS008要求,提出如下安装方案:
提高DN15一体化尾管使用不锈钢管材的壁厚至1.5mm(原要求0.8mm),保障材料机械强度,提升抗外部损坏的能力;
为保障材料正常使用,要求不锈钢组件不得与碳钢、水泥、水泥砂浆等腐蚀性物质混放及直接接触。
(3)
参考池爱君在对城镇燃气设计规范中要求的解读,我公司要求不锈钢管敷设在易踩踏的低位或易碰撞的通道处时应采取保护结构进行防护。
4.2成本分析
一体化尾管由于采用304不锈钢,故其材料成本会高于常规镀锌管材及可锻铸铁管件。
而由于其预制生产,整体材料成本略低于薄壁不锈钢管卡压件。
在安装方面,一体化尾管因其结构简单、接头少,具有明显的安装便利性。
各种安装模式的材料与安装成本见表3。
表3各种户内安装模式的材料及安装成本比较
以我公司员工进行户内表尾管漏气维修作业为例进行统计,原单户作业时间一般在30min~40min(包括切管、套丝等预先准备时间)。
使用一体化尾管后的单户作业时间缩短至15min以内。
一体化尾管的成本费用仍略高于传统镀锌管工艺,但由于其美观性、安全性及安装便利性上的明显优势,其综合性成本依然具有较强竞争。
4.3户内应用的潜在风险及应对思路
一体化尾管由于预制工艺及不锈钢材质的特殊性,在居民户内用气场所使用一体化尾管,可能会面临以下风险:
(1)应力腐蚀;
(2)电化学腐蚀;
(3)焊缝质量缺陷。
4.3.1应力腐蚀应对
奥氏体不锈钢在机械弯曲过程中受力,产生马氏体组织,在残余应力未完全消除、金相组织未恢复时,接触腐蚀性环境容易发生应力腐蚀、晶间腐蚀。
一体化尾管中弯头处通过不锈钢管冷挤压成型,管件直接与管材进行焊接,在弯头受拉应力一侧以及焊缝处这种风险尤其明显。
生产单位通过氢气保护氛围的自动化加热炉对一体化尾管进行加热至1050℃~1100℃,再进行快速冷却,实现对一体化尾管的固溶处理,奥氏体不锈钢件在该温度区间的固溶处理,能有效提高不锈钢件中奥氏体纯净度,提升弯管处抗应力腐蚀能力和机械强度。
4.3.2电化学腐蚀应对
在一体化尾管安装及使用中,匹配碳素钢及其他材质的连接件或固定件时,容易产生电化学腐蚀。
为了预防电化学腐蚀,根据T/CGAS008—2020中6.2.6及6.2.7的要求,在我公司一体化尾管安装施工中明确要求:
①采用镀锌碳素钢材质管卡时,需使用绝缘性能足够的垫片进行不同材料表面隔绝,有条件时也可采用304不锈钢材质的管卡。
②一体化尾管末端继续延伸安装其他管材或管件时,不锈钢与碳钢的电位差约为与铜合金电位差的3倍,为减小由于不同材质金属间电位差引起的电化学腐蚀,需先安装表尾铜球阀,阀后推荐使用不锈钢波纹软管与用气设备进行连接。
4.3.3焊缝质量缺陷应对
为了验证焊接工艺的可靠性及其他生产工艺的合理性,试用批次产品进行了100%的外观检查和无损检测,要求焊缝质量等级达到一级。
在安装于户内管道前,施工人员还需按照T/CGAS008中5.2.5的外观检查要求进行复检,存在焊缝余高过大、夹渣、咬边、焊瘤等不符合要求的缺陷,样件需立即更换。
5总结
卡压连接的薄壁不锈钢管已广泛应用于供水及供气行业,虽然一体化尾管为预制件,相对于安装适应性更好的卡压连接和螺纹连接显得局限,但是在户内表前阀之前的定型管道安装时,其优秀的材料性能仍让其成为了不错的选择。
同时这种预制的生产方式既能保证整体质量又能减少安装工序,从工程的角度来看预制件也是一种性价比较高的模式。
 升级会员
升级会员 