水电站水工闸门检修工艺规程Word格式.docx
《水电站水工闸门检修工艺规程Word格式.docx》由会员分享,可在线阅读,更多相关《水电站水工闸门检修工艺规程Word格式.docx(12页珍藏版)》请在冰豆网上搜索。
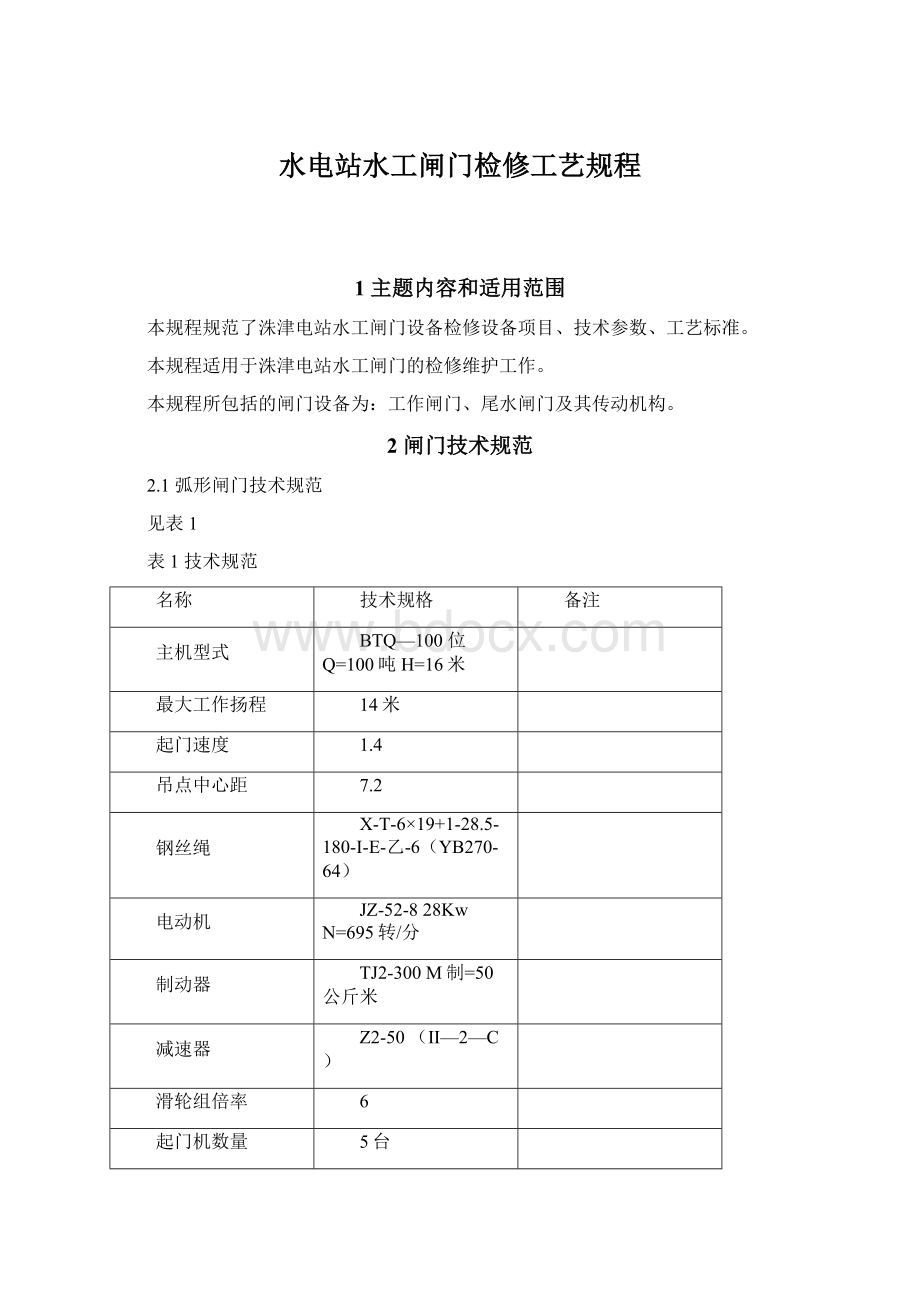
19+1-28.5-180-I-E-乙-6(YB270-64)
电动机
JZ-52-828KwN=695转/分
制动器
TJ2-300M制=50公斤米
减速器
Z2-50(II—2—C)
滑轮组倍率
6
起门机数量
5台
起门机重量
12.4吨/台
2.2工作闸门技术规范
见表2
表2工作闸门技术规范
名称
技术数据
型号
起门力
2×
25T
启闭机
QPQ-2×
25
起门高度
9m
JJZ-300
2.07m/min
制动力矩
TZ2--300
50kg/m
19+1-23.5-170-
I-E-乙-6(YB270-64)
JZ-42-8
16kW
3.00m
转速
685r/min
2
Z2-42.5
I=294.4
3闸门修理项目及处理方法
3.1止水装置的检修
闸门水封装置,本厂采用橡胶密封,其修理方法如下:
3.1.1更换新件:
橡胶水封使用日久老化、失去弹性和磨损严重的,应更换新件。
安装新水
封时,应用原水封压板在新橡胶水封上划出螺孔,然后冲孔,孔径应比螺栓小1~2mm,严禁烫孔。
3.1.2橡胶水封更新或修理后的标准:
水封顶部所构成的平面不平度不得超过2mm;
水封与水封座配合的压缩量应保持2-4mm。
3.2起升机构的检修
启闭机结构中使重物获得升降运动的传动机构称为起升机构。
起升机构是启闭机中最基本和最重要的机构,它的工作好坏对整台启闭机的性能有着最直接的影响。
3.2.1钢丝绳的维护
钢丝绳的润滑:
钢丝绳的润滑应采用不含酸、碱及其它有害杂质的特殊润滑油。
润滑前需用钢丝刷子刷去绳上污物,并用柴油清洗;
润滑时最好将润滑油加热至80℃以上,使油容易渗入到钢丝绳内部,达到较好的润滑郊果。
由于启闭机钢丝绳大多处于潮湿环境,为防止锈蚀,
其表面应涂抹一层钙基润滑脂。
卷筒表面也应涂抹钙基润滑油。
3.2.2钢丝绳的更新标准
钢丝绳在使用过程中,由于反复弯曲和与滑轮、卷筒的摩擦,表面钢丝发生弯曲疲劳和磨损而逐渐折断。
折断的钢丝越多,余下的钢丝所承受的拉力就越大,疲劳与磨损越严重,促使断丝速度越加快。
当断丝数达到一定程度时,就不能保证钢丝绳必要的安全性,这时就应更换新钢丝绳子。
钢丝绳的报废标准为钢丝绳在任何部位于一个节距内的断丝数:
交绕绳占总丝数的10%;
顺绕绳占总丝数的5%。
断丝数相对同一钢丝绳中的细钢丝而言,粗钢丝则每根等于1.7根细钢丝。
3.2.3断丝的鉴别:
一、绳端断丝。
由于绳端安装不妥,引起绳端应力过分集中而断丝时,如有足够裕度,则可将断丝部分切去,重新合理安装。
二、断丝的局部聚集在小于6d的绳长范围内或集中在任一支绳股里,即使断丝数比表列的数值少,钢丝绳也应予以报废,如出现紧靠在一起的断丝,更会形成断丝的聚集,为此务必即报废。
三、断丝的递增率。
由于疲劳而引起钢丝绳损坏的主要形式是断丝,钠丝绳断丝是在使用相当长的时期以后才开始出现的,随着断丝数量的逐渐增加,其使用时间就越来越短,主管人员应仔细检验并记录断丝的情况,判明断丝的增大率,分析其规律,以便预测钢丝绳的报废期限。
3.2.4绳股断裂:
钢丝绳的断丝既然是故障,则绳股断裂即属故障中的严重故障,如出现整根
绳股断裂,应立即报废,不然造成的事故是不堪设想的。
3.2.5钢丝绳的磨损:
由于各个绳股和钢丝之间的磨损引起的内部损伤及压坑等问题,特别当
钢丝绳在经受弯曲后更为严重,外部的磨损是由于钢丝绳子在压力的作用下,与滑轮和卷筒的绳槽相接触摩擦所造成的,当外层钢丝摩擦到其直径的40%时,钢丝绳应即报废,当钢丝绳的直径减少到相当于其公称直径的7%时,即使还末发现断丝,该绳也应报废。
3.2.6钢丝绳的腐蚀:
外部钢丝的腐蚀可用眼观察,如其表面出现深坑或钢丝呈相当松弛的状
态时,都应报废,至于内部腐蚀是较难发现的。
出现内部腐蚀的迹象,如钢丝绳的直径在变化,主管人员应立即检验其内部质量,其简易可行的方法是用一对夹在钢丝绳上,并朝着与钢丝绳捻向相反的方向施力,当钢丝绳略微拧开后,可用细针挑去污物并进行清理后,再观察之,在钢丝绳的内部一经确认有腐蚀时,应立即予以报废。
3.2.7钢丝绳的弹性减小:
钢丝绳绳径减小的同时常伴随其弹性的减小,钢丝绳捻距伸长、钢
丝之间和绳股之间缺少空隙、绳股凹处出现细微的褐色粉末等,也是使钢丝绳弹性减小的因素。
当钢丝绳明显的不易弯曲和直径减小显著增加时,很可能导致在动载作用下突然断裂,所以应即报废。
3.2.8钢丝绳的变形:
钢丝绳失去正常形状而产生可见的畸形称为变形,从外观上区分,变形有如下几种;
一、波浪形。
钢丝绳变成波浪形。
这种变形使它的纵向轴线成螺旋形状,在钢丝绳的长度不超过25d的范围内,若d1>
4/3d,则该钢丝绳应报废(d为钢丝绳的公称直;
d1为钢丝绳变形后的直径)二、笼状畸变。
这种变形发生在具有钢心的钢丝绳上。
钢丝绳的笼状畸变是因外层股发生脱节或变得比内部绳股长而造成的,如呈笼状畸变,应即报废。
三、绳股挤出。
绳股挤出通常是伴随笼状畸变一起产生的。
绳股挤出的钢丝绳,须立即报废。
四、钢丝挤出。
出现部分钢丝在钢丝绳或绳股中拱起形成的环状时预兆该钢丝绳的寿命已不长,应立即报废。
五、绳径局部增大。
绳径的局部增大与绳心畸变有关,如纤维心因受潮而膨胀。
当绳径的局部增大时,应即报废。
六、绳径局部减小。
绳心的断裂会形成绳径局部减小,出现这种现象的钢丝绳,当然不宜继续使用。
七、扭结。
扭结是钢丝绳圈成环状时,不可能绕其轴线转动的情况下,被拉紧而形成的一种变形。
严重扭结的钢丝绳,不能使用在生产设备上,起重机械上更不能使用。
八、部分压扁。
由于机械或运输等事故,对钢丝绳部分区段被压扁,这样的部分段应以去除,而后才可装在设备上使用。
如已经装在生产机械上的钢丝绳,在运行过程中遭受其它设备的挤压而造成压扁形变时,即便是部分压扁,也应更换新的钢丝绳使用。
九、弯折。
在外界影响下引起钢丝绳的角度变形即弯折。
如有弯折状态者,应予报废。
钢丝绳的外层钢丝如果有严重的锈蚀,则要根据其和度适当的降低报废标准中的断丝数。
钢丝绳直径是以它和外圆来表示的。
因此,在测量时应注意要将卡尺顶住最大直径处测量。
3.6滑轮组的检修
滑轮是卷扬式启闭机构的主要零、部件之一。
其作用是供钢丝绳导向和平衡钢丝绳分支拉力。
滑轮组是由钢丝绳依次绕过若干动滑轮而组成的联合装置。
是启闭机起升机构的主要传动部件。
检查内容以下:
3.6.1轮缘和轮辐板有无裂纹和破碎处。
如有,应及时焊补或更换。
3.6.2滑轮绳槽的磨损程度。
如绳槽壁厚的磨损量达原厚的确良10%;
径向磨损达绳径的25%
时,均应修复或更换。
3.6.3滑轮转动是否正常,各部位之间的间隙是否适宜。
如转动不自如,必须全部拆开检查
并清洗换油或更换轴承,否则钢丝绳和滑轮将迅速磨损。
出现这种毛病的主要原因,是长期不
加润滑油或轴承内部存有污物,使轴承损坏,转动受阻。
3.6.4.滑轮轴和轴承的磨损和程度。
如滑轮轴磨损量达原公称直径的5%;
滑动轴承磨损量达
厚度的20%时,须更换新件。
滚动轴承滚珠;
架如有损坏或其游隙和偏位角过大,则应更换新
轴承。
3.7卷筒组的检修
卷筒组由卷筒、齿轮或齿轮联轴器、卷宗筒轴、轴承和轴承座等组成。
它的作用是将卷筒的回转运动转换为钢丝绳的直线运动。
卷筒组的检修应注意如下几项:
3.7.1检查齿轮或齿圈的啮合情况,轮齿的磨损程度以及有无裂纹,扭曲等缺陷。
对于齿轮
啮合的轮齿缺陷的允许限度,可参考减速器部分中的有关规定。
3.7.2检查卷筒轴轴颈的磨损和轴的挠曲、轴承的磨损程度,必要时应重新更换。
3.7.3检查卷筒有无变形及裂纹,应予更换。
3.7.4检查各零、部件的紧固情况。
3.7.5检查卷筒绳槽的磨损情况。
卷筒是个比较耐用的部件,常见的损坏是螺旋绳槽的磨损。
空载时,钢丝绳子在绳槽中处于松驰状态;
负载后钢丝绳被拉紧,钢丝绳在绳槽中产生相对滑动,特别是由于启闭机的载荷变化,钢丝绳的弹性伸长也随之有较大变化,因此使钢丝绳在绳子槽中反复产生相对滑动,使绳槽磨损。
另外卷筒绳槽的槽峰,在缠绕中因钢丝绳的偏斜作用而产生摩擦,从而逐渐的将槽峰磨尖直至磨平,尤其是当润滑不良时,就会加速绳槽的磨损,当绳槽磨损到不能有效的控制钢丝绳在绳槽中有秩序的排列而经常跳槽时,应更换新卷筒。
3.7.6有的卷筒在经过一定磨损后,露出了原来的铸造缺陷,如果是单个气或砂眼,其直径小
于8mm,深度不超过该处名义壁厚的20%(绝对值不超4mm);
在每100mm范围内(任何方向)不多
于一处;
在卷筒全部加工面上的总数不多于五处时,可以不焊补,继续使用,如出现的缺陷经清
理后,单个缺陷面积小于2平方厘米,缺陷深度小于25%壁厚,总数量小于5处时,允许焊补
后使用。
3.7.7卷筒轴两端的铸造青铜滑动支承轴承,经过一段时间的使用后,轴和轴承都会出
现一定程度的磨损,使配合间隙增大,当间隙超过下表规定数值后,要予以调整或重新更换新轴瓦。
单位:
mm
轴瓦直径
轴瓦与轴颈间隙
50——80
0.07——0.14
80——120
0.08——0.16
120——180
0.10——0.20
180——260
0.12——0.23
260——360
0.14——0.25
轴承间隙的测量方法如下:
轴瓦的侧面间隙可用塞尺沿圆弧方向测量;
顶部间隙最好用压铅法测量,即在铀承合缝处,放置合适的软铅,然后把上下轴承把合,使这些软铅压扁,取出扁铅用千分尺测量其各自的厚度,即可算得轴瓦顶部间隙。
如果轴瓦顶部间隙偏大,可用在合缝处删减垫片的方法进行调节。
但两侧垫片厚度应适当,并注意保持轴肩与轴承端部应有1~2mm轴向间隙。
3.8减速器维护与检修
减速器是启闭机上的主要传动部件,用于传递运动、降低转速和增加力矩。
具有传动比大、承载能力强的特点。
在使用过程中会出现如下情况:
3.8.1噪音:
一、断续而清脆的撞击声:
这是由于啮合的某齿轮面上有疤或粘着脏物。
应用细锉刀或油石磨掉即可。
二、无规律的噪音:
这是由于斜齿的螺旋角不一致,可重新更换一对新齿轮;
此外,有时轴承在装配时落进杂物,致使轴承倾斜或锥形轴承调整的间隙不符合要求,也会产生这种噪音。
三、尖哨声:
这是由于轴承内环、外环或珠粒出现剥蚀,研沟所引起。
四、剧烈的金属锉擦声产生原因是:
齿轮侧隙过小;
相啮合的两齿轮宽度中心线末对正;
齿顶磨出尖峰;
齿面磨损出沟槽;
齿顶和齿根相互挤磨。
五、断续嘶哑声响,原因是缺少润滑油。
3.8.2振动:
减速器振动的主要原因是主动轴与被动轴轴线偏差过大所致。
同时,联轴器松动或类型选用不恰当以及减速器底坐或支架刚度不足,也会引起振动。
3.8.3发热:
减速器箱体发热,特别的各轴承,主要有二种原因:
一是轴承损坏或润滑不良;
另一种是轴承间隙调整不当。
园锥轴承调整时应先把调整钉拧紧,再往回旋转,旋转角度可根据螺纹螺距而定,螺距为2mm时可旋回30度角,螺距为1mm时旋回60度角。
即使调整螺钉在
 升级会员
升级会员 