课题五 螺纹的检测.docx
《课题五 螺纹的检测.docx》由会员分享,可在线阅读,更多相关《课题五 螺纹的检测.docx(14页珍藏版)》请在冰豆网上搜索。
课题五螺纹的检测
课题五螺纹的检测
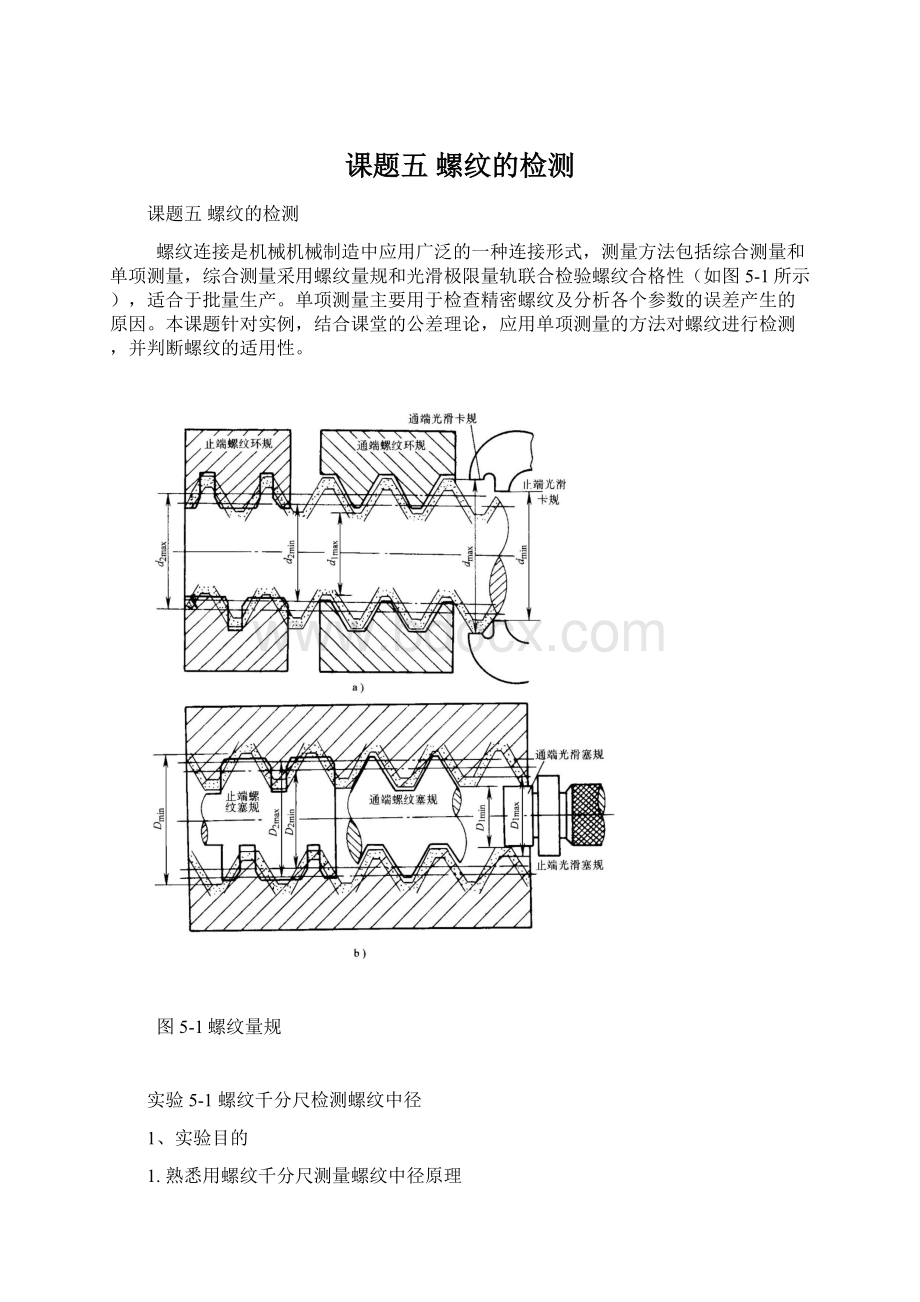
螺纹连接是机械机械制造中应用广泛的一种连接形式,测量方法包括综合测量和单项测量,综合测量采用螺纹量规和光滑极限量轨联合检验螺纹合格性(如图5-1所示),适合于批量生产。
单项测量主要用于检查精密螺纹及分析各个参数的误差产生的原因。
本课题针对实例,结合课堂的公差理论,应用单项测量的方法对螺纹进行检测,并判断螺纹的适用性。
图5-1螺纹量规
实验5-1螺纹千分尺检测螺纹中径
1、实验目的
1.熟悉用螺纹千分尺测量螺纹中径原理
2.掌握用螺纹千分尺测量螺纹中径的方法
二、测量原理及计量器具使用说明
对于精度要求不高的螺纹,可以用螺纹千分尺检测中径。
其使用方法与外径千分尺相同,不同之处是要选用专用测头。
每对测头只能测量一定螺距范围的螺纹中径。
如图5-2所示。
图5-2螺纹千分尺和中径测量示意图
1、2—砧头;3—样板
用螺纹千分尺测量螺纹中径的测量误差主要来源于被测螺纹的螺距误差和牙型半角的误差以及螺纹千分尺本身的误差。
螺纹千分尺的误差来源于测量压力和可换测头侧端角度的误差、圆锥测头工作面曲线和三棱测头工作面二等分线的重合性误差以及千分尺螺旋机构的误差等。
螺纹千分尺分度值为0.01mm。
螺纹千分尺的测量范围为0~25、25~50、75~100等,单位为mm.
3、测量步骤
1.选择测头:
根据螺纹的螺距选择适应的测头。
2.校正螺纹千分尺零位,擦净仪器和工件。
3.将工件放入两测头中,正确找到测量位置,分别在四各等距截面(指横剖面)内测量中径。
取它们的平均值作为螺纹的实际中径。
4.整理数据并判断被测螺纹的中径的适用性。
四、思考题
1.用螺纹千分尺检测螺纹中径时,不同的螺纹螺距为什么要选择不同的测头?
2.螺纹中径、螺纹单一中径和作用中径有何区别?
实验5-1螺纹千分尺检测螺纹中径
测量对象
螺纹标注
基本中径及螺距
螺纹中径极限尺寸
计量器具名称
分度值(mm)
示值范围(mm)
测量范围(mm)
测量数据(mm)
Ⅰ—Ⅰ
Ⅱ—Ⅱ
Ⅲ—Ⅲ
Ⅳ—Ⅳ
(mm)
测量示意图:
判断合格性:
班级学号
学生姓名
指导老师
成绩
实验5-2用三针法检测螺纹中径
一、实验目的
1.熟悉用三针法测量螺纹中径的原理和方法
2.掌握杠杆千分尺的读数原理和使用方法
3.练习查阅螺纹公差表格
二、计量器具说明及测量原理
杠杆千分尺的测量范围有0-25、25-50、50-75、75-100四种,单位为,分度值为0.001。
如图5-3所示,它有一个活动量铁砧2,其移动量由指示表7读出。
测量前将尺体5装在尺座上,然后校对千分尺的零位,使刻度套管3、微分筒4和指示表7的示值都分别对准零位。
测量时,当被测螺纹放入或退出两个量砧之间时,必须按下右侧的按纽8使量砧离开,以减少量砧的磨损。
在指示表7上装有两个指标6,用来确定被测螺纹中径上、下偏差的位置,以提高测量效率。
图5-3杠杆千分尺
1—固定量砧;2—活动量砧;3—刻度套筒;4—微分筒;5—尺体;6—指标;7—指示表;8—按钮;9—活动量砧锁紧环;10罩盖
三针法主要用于测量精密螺纹的中径,它是由三根直径相等量针放在螺纹槽中,用杠杆千分尺量出尺寸(如图5-4)。
由螺纹各参数的几何关系,换算出被测螺纹中径实际尺寸。
式中——三针直径
——螺距
——螺纹牙型半角
图5-4测量原理图
对于普通螺纹=,则=—3+0.866
为消除牙型半角误差对测量结果的影响,应使量针在中径线上与牙侧接触,这样的量针直径称为最佳量针直径。
=cos
对于普通螺纹=,则=0.577P
在实际测量中,如果成套三针中没有最佳直径三针,可选用直径接近的三针来测量。
测量值所用的量具应根据测量精度要求进行选择,本实验选用的是杠杆千分尺。
三、实验步骤
1.根据被测螺纹的螺距,计算并选择最佳量针直径,如果成套三针中没有最佳直径三针可选用直径接近的三针来测量。
2.擦净仪器、三针及被测工件,在尺座上安装好杠杆千分尺和三针(如图5-3所示)。
3.将三针放入螺纹牙凹中,旋转杠杆千分尺的微分筒,使两端测量头与三针接触,然后读出尺寸的数值。
4.在同一截面相互垂直的两个方向上测出尺寸,并按平均值计算螺纹中径,然后判断螺纹中径的适用性。
四、思考题
1.用三针法测量螺纹中径属于哪一种测量方法?
为什么要选用最佳三针直径?
2.用三针法测量中径时,有哪些测量误差?
实验5-2用三针法检测螺纹中径
测量对象
螺纹标注
基本中径及螺距
螺纹中径极限尺寸
器具名称
分度值(mm)
示值范围(mm)
测量范围(mm)
1.杠杆千分尺
2.量块
精度等级________,组合尺寸___________mm。
3.采用三针直径
最佳三针直径
测得的值
(mm)
1—1
2—2
Ⅰ—Ⅰ
Ⅱ—Ⅱ
Ⅰ—Ⅰ
Ⅱ—Ⅱ
测量的实际中径(mm)
测量示意图:
判断合格性:
班级学号
学生姓名
指导教师
成绩
实验5-3用大型工具显微镜测量外螺纹各项参数
一、实验目的
1.了解工具显微镜的应用场合及结构特点
2.掌握工具显微镜测量原理及使用方法
3.熟悉用工具显微镜测量外螺纹主要参数的方法
二、仪器结构及测量原理
1.仪器结构
大型工具显微镜的外形如图5-5所示,它主要由目镜1、圆工作台6、底座8、支座13、立柱14、立臂15和千分尺7、11等部分组成。
转动手轮12,可使立柱绕支座左右摆动,转动手轮9,可使工作台绕轴心线旋转;转动千分尺旋钮11、7,可使工作台纵向、横向移动。
图5-5大型工具显微镜外形图
1—目镜;2—照明灯;3—物镜管座;4—顶尖架;5—工作台;6—横向千分尺;7—底座;8—转动手轮;9—量块;10—纵向千分尺;11—立柱倾斜手轮;12—支座;13—立柱;14—悬臂;15—锁紧手轮;16—升降手轮
2.仪器的光学系统
大型工具显微镜的光学系统如图5-6所示。
光源发出的光经聚光镜2、滤光镜3、可变光阑5、反射镜6后垂直向上,再经过透镜7形成一组远心光束,照明被测工件,照明被测工件9。
通过物镜把放大的工件轮廓成像在目镜分划板上,然后又目镜进行观察。
同时,依靠纵向、横向千分尺的移动,以及工作台、目镜度盘的移动取得数据。
图5-6工具显微镜的光学系统
1—主光源;2—聚光镜;3—滤光镜;4—透镜;5—可变光阑;6—反射镜;7—透镜;8—工作台;
9—被测工件;10—显微镜物镜与目镜部分;
3.测量原理
用大型工具显微镜测量螺纹采用的是影像法。
影像法是指用工具显微镜将被测螺纹的牙型轮廓放大成像,按被测螺纹的影像来测量其螺距、牙侧角和中径,也可测量其大径和小径。
4.仪器的测角目镜
工具显微镜附有测角目镜、螺纹轮廓目镜和曲率轮廓目镜三种,以适应不同的用途。
其中测角目镜(如图5-7)用途较广。
图5-7(a)所示为目镜外形,图5-7(b)所示为目镜的结构原理。
在分划板中央刻有米子线,其圆周刻有0°~359°的刻度线。
转动手轮,可使分划板回转360°。
分划板的右下方有一角度固定游标,将分划板上1°的距离又细分为60格,每格表示1ˊ。
当该目镜中固定游标的零度线与度值的零位对准时,则米子线中间的虚线“A-A”正好垂直于仪器工作台的纵向移动方向。
图5-7测微目镜
5.大型工具显微镜的技术规格
纵向测量范围0~150mm
横向测量范围0~50mm
分度值0.01mm
圆工作台角度示值范围0°~360°,分度值3ˊ
测角目镜角度示值范围0°~360°,分度值1ˊ
立柱倾斜角度范围12°
三、螺纹各个参数的测量
1.中径的测量
中径是一个假想圆柱的直径,该圆柱的素线通过螺纹牙上沟槽和凸起两者宽度相等的地方,互相旋入的内外螺纹其公称中径相同。
对于单线螺纹,它的中径也等于在轴线截面内,沿着与轴线垂直的方向量得两个相对牙型侧面间的距离。
由于投影到显微镜视场中之轮廓不是螺纹轴向截面的轮廓,这时测量螺纹中径及牙型半角,就会引起误差,因此需将立柱顺着螺旋线方向倾斜一个螺纹升角由下式计算:
tan=
式中:
n—螺纹线数 p—螺距 --螺纹的中径
如下图,先使米字线分划板的中央虚线与螺纹牙型轮廓中部附近对准,由横向千分尺记下第一次读数,然后将显微镜立柱反向倾斜螺旋升角,横向移动工作台,使中央虚线与对牙型轮廓对准(注意纵向不能动),由横向千分尺读出第二次读数,两次读数之差即为螺纹实际中径(如图5-8)。
为消除安装误差的影响,必须测出和取二者平均值为实际中径。
既=
图5-8中径测量原理
2.螺距的测量
相邻牙在中径线(中径圆柱母线)上对应两点间的轴向距离为螺距。
因此测完螺纹中经后,使米字线分划板的中央虚线不动,并记下纵向千分尺第一次读数,然后纵向移动工作台,使米字线分划板的中央虚线与相邻的同侧牙型中部轮廓对准,记下第二次读数,两次读数之差即为螺距。
为减少安装误差的影响,亦须测出和取二者平均值做为测量结果。
如图5-9所示。
顺次测量各个螺距的值,即可得出单个螺距的误差值=-,然后在旋合长度内,找出n个螺牙之间的实际距离与公称距离的最大值(取绝对值)定为螺距累积误差∑=
图5-9
3.测量牙型半角
螺纹牙型半角是指在螺纹牙形上,牙侧与螺纹轴线的垂线间的夹角。
测量时,转动纵向和横向千分尺并调节手轮(如图5-7),使目镜中的A-A虚线与螺纹投影牙型的某一侧面重合(如图5-10)。
此时,角度读数目镜中显示的读数,即为该牙侧的半角数值。
图5-10
在角度读数目镜中,当角度读数为时,则表示A-A虚线垂直于工作台纵向轴线如图5-11(a)。
当A-A虚线与被测螺纹牙型对准时,如图5-11(b)所示,得该半角的数值为
同理,当A-A虚线与被测螺纹牙形另一边对准时,如图5-11(c)所示,则得另一半角的数值为
如图5-11
为了消除被测螺纹的安装误差的影响,需分别测出、、、如图5-10
所示,并按下述方式处理:
将它们与牙形半角公称值()比较,则得牙形半角误差为
为了使轮廓影像清晰,测量牙形半角时,同样要使立柱倾斜一个螺旋升角。
三、实验步骤
1.净洁仪器的顶尖和工件,并把工件装在顶尖上。
2.根据所测螺纹的尺寸,由仪器附表中查出适宜的光圈直径,并调整光圈的大小。
3.将立柱倾斜被测螺纹螺旋升角。
4.调整物镜的焦距(进行粗、细调整),使被测螺纹影象清晰。
5.测量螺纹中径。
6.测量螺距,螺距误差和螺距累计误差∑。
7.测量螺纹牙型半角误差。
8.整理数据,根据结果计算螺纹的作用中径,并查表判断该被测件的合格性。
四、思考题
1.用影象法测量螺纹的各项参数,为什么要使立柱倾斜一个螺纹升角?
2.简述影像法测量外螺纹牙型半角的步骤和数据处理。
实验5-3用大型工具显微镜测量外螺纹各项参数
测量对象
螺纹标注
公称中径螺距
螺纹中径极限尺寸
器具名称
分度值(mm)
示值范围(mm)
测量范围(mm)
工具显微镜
1.螺纹中径的测量。
中径测量
第一次读数
第二次读数
螺纹实际中径
左中径
=
右中径
 升级会员
升级会员 