皮带斗式提升机皮带更换标准工单表格文件下载.xls
《皮带斗式提升机皮带更换标准工单表格文件下载.xls》由会员分享,可在线阅读,更多相关《皮带斗式提升机皮带更换标准工单表格文件下载.xls(24页珍藏版)》请在冰豆网上搜索。
数数量量单单位位成成本本阶段1/2/5氧气1周期乙炔1周期阶段3皮带,EP1000/5x2x2(耐热90)46.0m-预先打洞以便安装料斗盖1卷螺栓,FH内六角螺栓,M12x50,8.8级,带有自锁定螺母和平垫圈588个螺栓,M16x75,8.8级,带有螺母和平垫圈19个料斗盖(可选,仅用于更换)_个总总计计工工具具和和设设备备阶阶段段名名称称:
数数量量单单位位成成本本阶段13装载机或叉车1台挂锁5个工具箱1个手拉葫芦,3t1台手扳葫芦,1.5t1台吊索网,1.5t2条切割工具及附件1套焊机,300A1台内六角扳手,8mm2个扭矩扳手,250300Nm带有套筒扳手19mm/24mm1套钩环,16mm2个单轮滑车,1.5t2个尼龙绳,1x40mtrs&
x5mtrs2卷直角钢尺,24x361个装配式A形框架1个装配式皮带夹(条,x2x2x800),带有螺栓和螺母3对游标卡尺,101个阶段4记录册1个游标卡尺,101个圆珠笔/铅笔1个阶段5装载机或叉车1台总总计计工作计划编号/标题:
0062(更换200T斗式提升机上的整条皮带)工工作作计计划划N:
0062位置:
皮带斗式提升机_车间编制人:
M.B.Noble,Jr.页数:
第1页/共7页机械计划人-PPM程程序序注释:
质检:
阶阶段段1:
1:
现现场场准准备备和和安安全全因因素素:
执行人区域经理/检查员步骤1.1工人在进行磨削或切割作业时必须总是戴上安全帽、护目镜,穿上安全靴;
在进行焊接作业时必须戴上电焊面罩、工作手套或焊接手套;
当攀爬高度超过3米时必须戴上安全带。
步骤1.2针对将要进行的工作项目,准备所需的工具和附件,并检查其完整性。
确保这些工具和附件适宜于使用。
从仓库中取出新的皮带(无限),拖运至现场,包括工作时需要使用的工具。
步骤1.3从仓库中取出整条皮带长度,执行工作所需的材料和消耗用品。
步骤1.4将皮带卷放置在装配式A形框架(专为更换皮带而设计)上。
使用装载机将其拖运到现场。
步骤1.5安全因素:
对200t皮带斗式提升机的设备传动装置进行LOTO(上锁/标记)操作。
参参见见LOTOLOTO应应用用程程序序和和所所有有相相关关的的安安全全程程序序。
步骤1.6松开头部(传动装置)竖筒组装盖的所有法兰螺栓。
使用手拉葫芦,拆除外壳顶盖,并安全地放置在平台上。
步骤1.7松开固定锁,打开位于第3层的检查门(两侧的门均打开)。
以类似的方式,打开两侧的上料箱竖筒壳盖。
步骤1.8将一个单轮滑车安装在位于传动皮带轮顶部(中心)的I形梁上。
以类似的方式,将3t手拉葫芦定位在接近单轮滑车的位置处(见图7中的显示)。
步骤1.9另一个单轮滑车必须被放置并固定在上料箱竖筒(位于中间)处,距离外壳约半米(见图7中的显示)。
步骤1.10要求生产部门的人员对上料箱竖筒内部的水泥材料进行清洁。
确保混凝土地面可见-绝对清洁!
步骤1.11为上料箱竖筒区域上的“禁止区域”安装临时路障带。
此外,为头部竖筒区域上的“禁止区域”安装临时路障带。
阶阶段段2:
2:
拆拆卸卸料料斗斗盖盖并并取取回回旧旧的的皮皮带带步骤2.1拆除位于检查门右侧的三(3)块连续的料斗盖。
(必要时,可以对螺栓进行气割操作)。
将料斗盖和夹子安全地储存起来,以便重新使用。
步骤2.2现在,手动转动皮带,允许一组九(9)个料斗盖通过。
拆除第10、11和12个料斗盖。
再一次手动转动皮带,允许另一组九(9)个料斗盖通过。
步骤2.3继续进行操作,每次拆除三(3)个连续的料斗盖,直到到达始发点为止。
到目前为止,你应当已经拆除了二十四(24)个料斗盖(见次页的图2和图3中的显示)。
步骤2.4从九(9)个料斗盖的一组中,拆除第4、5和6个料斗盖(见图4)。
手动转动皮带,并继续进行拆除,直到到达始发点为止。
步骤2.5全面拆除三(3)个临近的料斗盖(见图5)。
拆除四(4)组的三个料斗盖以后,通过一根1的尼龙绳对皮带的另外一侧进行固定。
这根尼龙绳被系在头部竖筒外壳的顶部,以便为一侧的重量提供支持(见次页图5)。
由由于于这这一一根根11的的尼尼龙龙绳绳将将会会支支撑撑皮皮带带一一侧侧剩剩余余的的料料斗斗盖盖的的大大部部分分重重量量,因因此此,尼尼龙龙绳绳必必须须被被牢牢固固地地系系在在头头部部竖竖筒筒外外壳壳的的顶顶部部上上!
步骤2.6缓慢、小心地继续拆除剩余的料斗盖,释放尼龙绳,使其自由转动。
按此进行操作,直到所有的料斗盖均被从皮带上拆除为止。
步骤2.7当所有的料斗盖均被拆除以后,将皮带接头放置在检查门处。
你必须重新对尼龙绳进行定位(见图5),以便对皮带的重量进行补偿(一旦倒塌在接头上)。
步骤2.8松开皮带连接器上的每个紧固螺栓上的螺母(双倍)。
拆除所有十九(19)个螺栓。
(必要时,可以对螺栓进行气割操作,以便简化工作过程。
)步骤2.9皮带连接器被完全拆除后,使用一条尼龙绳绑住皮带提升机的末端,向前拉至头部竖筒(A侧),最终位于斗式提升机的外部。
另外一根绳子则保留在其原本的位置上,以便提供支撑。
步骤2.10允许皮带落到地面上,但是,请注意:
必须对地面层的禁止区域进行防护!
继续释放皮带,直到完全从外壳中拆除为止。
工作计划编号/标题:
0062(更换200T斗式提升机上的整条皮带)位置:
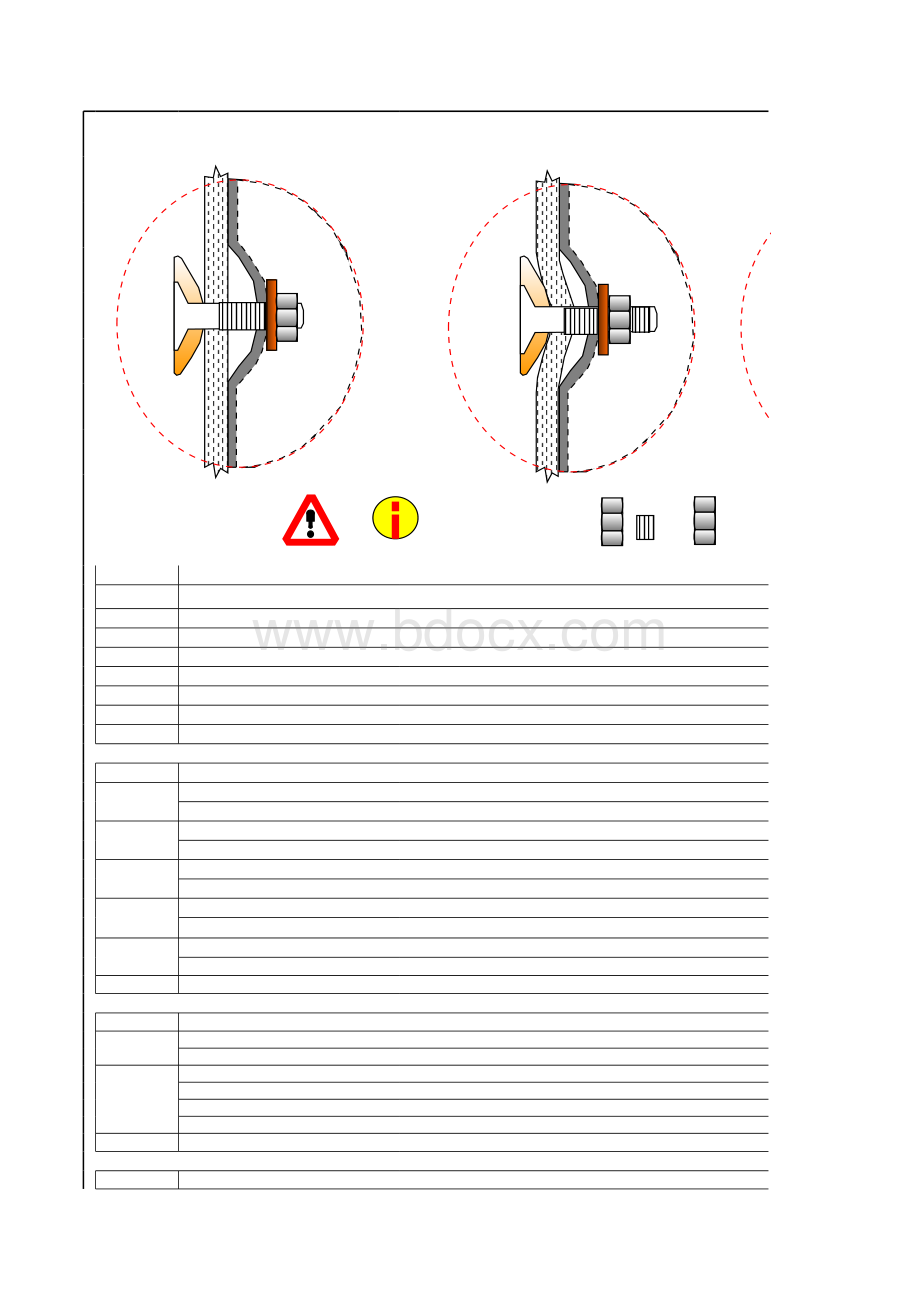
第2页/共7页机械计划人-PPMFig.Fig.11皮皮带带连连接接器器(BF63059-30.1092.011-0-4)*下下方方的的示示意意图图中中显显示示了了拆拆除除料料斗斗盖盖的的顺顺序序。
皮带参考:
BMHClaudiusPeters5/6册文件号26A630x18910-G1-SWuS101图图2图图3图图4图图51尼龙绳始发点工作计划编号/标题:
第3页/共7页机械计划人-PPM如如有有必必要要,在在继继续续进进行行阶阶段段33之之前前,可可以以在在此此时时对对鼓鼓式式滑滑轮轮进进行行对对齐齐检检查查(工工作作计计划划编编号号00610061)。
注释:
阶阶段段3:
3:
安安装装新新皮皮带带执行人区域经理/检查员步骤3.1现在,对A形框架进行定位(皮带位于框架上)(见下方图7),以便使皮带卸下的方向与斗式提升机的外壳对齐。
确保皮带可以自由转动。
步骤3.2在距离新的皮带的末端约3米处,安装装配式皮带夹(图6),并上紧所有的螺栓。
在系缆环板(该装置用于提升操作)上安装钩环(见图6中的显示)。
图图6图图7图图8单滑轮链条滑车工作计划编号/标题:
第4页/共7页机械计划人-PPM注释:
执行人区域经理/检查员步骤3.3通过使用1尼龙绳(勾在两个单滑轮上),将一端系在钩环中。
另一端通过另外一个滑轮进行固定,并被系在叉车/装载机的末端上。
(见第4页图7)。
步骤3.4要求叉车/装载机的操作员缓慢移动机器,以便将新的皮带提起,并使其进入到头部竖筒组件中(见图8),直到其盖住头部鼓式滑轮为止。
步骤3.5停止叉车/装载机并安装另一个皮带夹,使其勾入到一个2t的手拉葫芦中,以便进行支撑(见图8)。
缓慢释放尼龙绳,并拆除钩环,以及皮带夹,调整其位置,将其放置在皮带卷之下(图8红色箭头中),并上紧螺栓。
步骤3.6再次插入钩环,并对尼龙绳的末端进行固定。
在叉车/装载机的协助下,再次提起皮带,直到末端到达上料箱竖筒鼓式滑轮处(图9)。
步骤3.7释放手拉葫芦,并松开皮带夹,将其从皮带中拆除。
继续通过叉车/装载机拉动皮带,直到皮带夹几乎到达头部竖筒鼓式滑轮为止。
步骤3.8在头部鼓式滑轮的另外一侧上安装皮带夹(如图10),并要求叉车/装载机的操作员向后运行机械,以便释放尼龙绳。
步骤3.9叉叉车车/装装载载机机现现在在自自由由了了。
步骤3.10现在,使用另外一根绳子,系住皮带的这一端,攀上从动滑轮并缓慢向上拉/向外引导检查门。
对尼龙绳的这一端进行固定(图10)。
步骤3.11皮带在头部竖筒上剩下的长度必须被插入到外壳中,使其沿着外壳向下伸展,拉出到检查门处(图11)。
步骤3.12通过安装皮带夹并上紧,在皮带的两端将其封闭。
使用一个1.5t的手扳葫芦,连接两
(2)个皮带夹。
上紧手扳葫芦,以便使皮带连接进入。
(关于皮带夹和手扳葫芦的方向,见图12中的显示)。
将将皮皮带带安安装装到到斗斗式式提提升升机机中中之之前前,必必须须将将皮皮带带悬悬挂挂在在头头部部滑滑轮轮上上约约三三十十六六(3636)个个小小时时的的时时间间,以以便便减减少少初初期期的的拉拉伸伸!
我我们们有有9898个个料料斗斗盖盖;
夹夹子子上上的的每每一一个个弯弯曲曲为为5mm5mm,因因此此:
9898xx55=490mm490mm(额额外外的的皮皮带带长长度度)步骤3.13确保存在充足的额外皮带长度,距离从动外壳/轨道应至少为490mm。
步骤3.14使皮带提升机的精确对齐的两侧相匹配。
注意:
皮带的一端“预先打孔”,以便进行连接。
使用一支笔,对较长的皮带(来自头部竖筒的一侧)上“预先打孔端”的孔上进行标记。
步骤3.15现在,使用一台便携式电钻机在皮带提升机上进行钻孔。
确保孔与皮带呈绝对的直角,以便防止皮带连接上出现早期的不对齐状况。
步骤3.16在皮带的上方和下方安装皮带连接器(图1)。
插入所有的螺栓,在每个螺栓上放置平垫圈,并上紧每一个螺母。
步骤3.17上紧顺序如下:
(参见图13)AA-1,1,1919BB-2,2,1818CC-10,10,9,9,1111DD-5,5,66EE-15,15,1414FF-3,3,4,4,7,7,88GG-12,12,13,13,16,16,1717(一次上紧扭矩70Nm)(二次上紧扭矩150Nm)(最终上紧扭矩212Nm)图图13皮皮带带连连接接器器上上的的上上紧紧顺顺序序图图9图图10图图11图图1213579111315171924681012141618步骤3.15在最终扭矩到达212Nm之后,在每个螺栓上施加双倍
 升级会员
升级会员 