焊接工艺流程卡教学内容.docx
《焊接工艺流程卡教学内容.docx》由会员分享,可在线阅读,更多相关《焊接工艺流程卡教学内容.docx(19页珍藏版)》请在冰豆网上搜索。
焊接工艺流程卡教学内容
创业首先要有“风险意识”,要能承受住风险和失败。
还要有责任感,要对公司、员工、投资者负责。
务实精神也必不可少,必须踏实做事;
焊接工艺流程卡
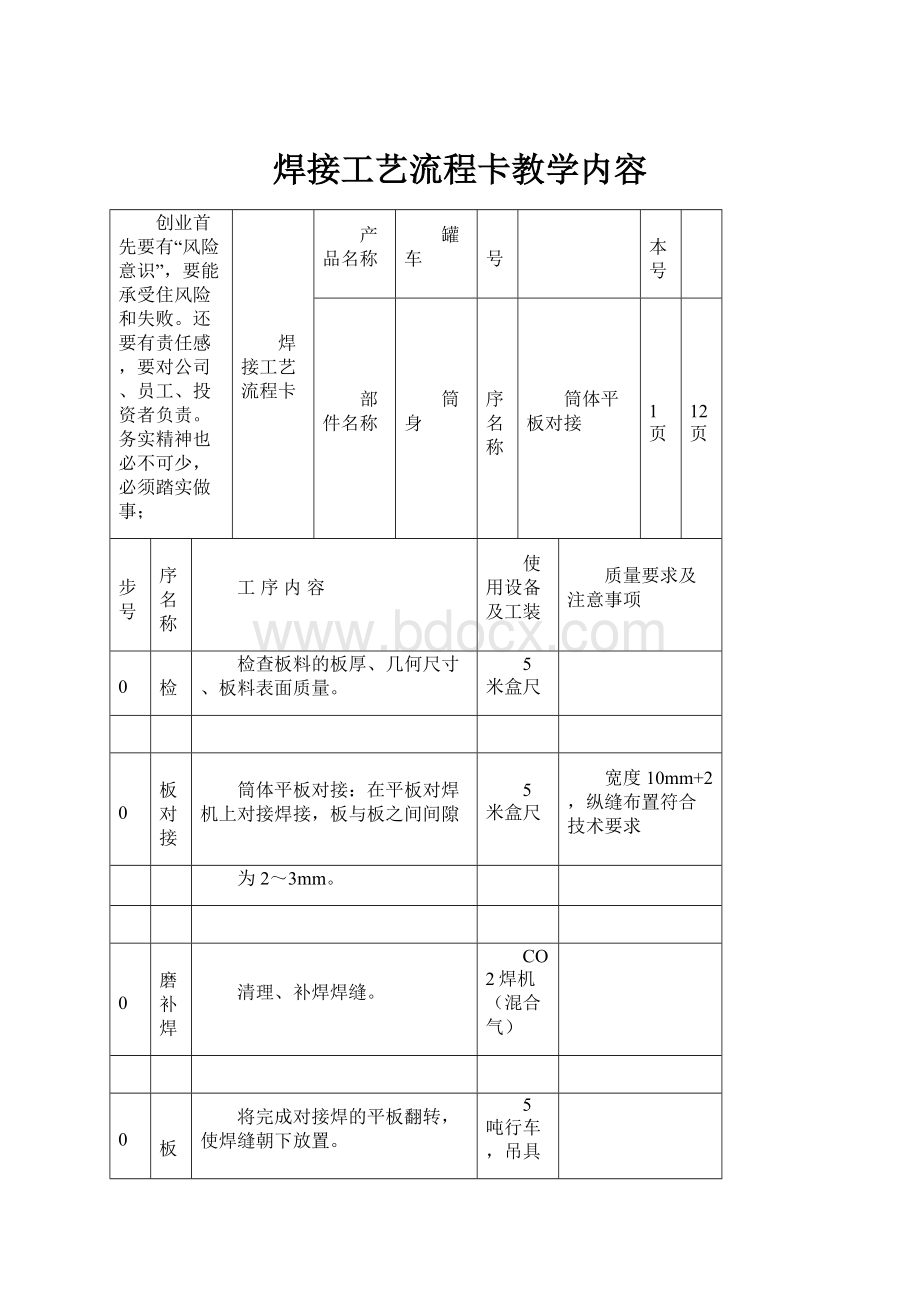
产品名称
罐车
图号
版本号
A
部件名称
筒身
工序名称
筒体平板对接
第1页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
自检
检查板料的板厚、几何尺寸、板料表面质量。
5米盒尺
20
平板对接
筒体平板对接:
在平板对焊机上对接焊接,板与板之间间隙
5米盒尺
宽度10mm+2,纵缝布置符合技术要求
为2~3mm。
30
打磨补焊
清理、补焊焊缝。
CO2焊机(混合气)
40
平板翻转
将完成对接焊的平板翻转,使焊缝朝下放置。
5吨行车,吊具
(平板焊接后卷制前翻身)。
电流(A)
220~240
电压(V)
21~23
焊丝规格(mm)1.2
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
筒身
工序名称
筒体成型
第2页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
划线
根据罐体截面划出弧度点,具体尺寸见按图纸。
符合罐体截面弧度
20
卷制
按罐体弧度在卷板机上卷制出罐体弧度,卷制过程中不断用
6m卷板机
符合罐体截面
盒尺测量弧度尺寸;长、短轴尺寸。
保证筒体弧度。
5米盒尺
30
焊接
点焊、焊接筒体纵向焊缝。
CO2焊机
焊缝高度1.5~2mm±0.5,宽度10mm+2
焊后整理补焊、清渣。
40
转序
将成型筒体吊离卷板机,转入下工序。
5T行车
电流(A)
220~240
电压(V)
21~23
焊丝规格(mm)1.2
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
筒身
工序名称
封头、内封头、挡油板制做
第3页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
拼接
按图纸要求尺寸、方向拼焊封头平板板料。
CO2焊机
封头料应尽量使用完整板材,如果需要拼接的,则允许拼接一道焊缝,且焊缝应布置在封头中心线以上,水平布置,拼接焊缝与长轴中心线的距离应小于坯料短轴直径的1/4,并在成型前将影响装配的焊缝余高磨平
20
下料
封头坯料由等离子切割机下料。
(等离子编程切割)
等离子割机
焊后清理焊缝、补焊。
30
旋制
按图纸标识尺寸要求旋制封头。
旋边机、5米盒尺
长、短轴、翻边高度尺寸符合图样要求。
公差要求:
长轴±2mm,短轴±2mm,翻边高度±2mm。
40
转序
整形、修边;检验转序。
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
筒身
工序名称
封头对接安装
第4页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
封头对接
将封头与前、后节筒体各自对正后点焊:
CO2焊机
1、封头短轴上端点与筒体短轴上端点对正后点焊。
5米盒尺
2、沿筒体上部将封头与筒体对接处多点点焊。
注意封头长、短轴方向最外端点与筒体长轴最外端点吻合。
20
焊接
只进行内部封头与筒身相接处焊接。
通焊、焊角≥6mm.
无虚焊、漏焊、咬边等焊接缺陷。
30
转序
清理、修整焊缝,检验转序。
按图纸要求
电流(A)
160~210
焊丝规格(mm)
4
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
筒身
工序名称
筒体成型、对接
第5页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
筒身对接
1、将相邻2节筒体筒身对正后点焊:
2节筒对接时,以每一节筒体
罐体表面母线直线度:
罐体长度(L)<5000mm,直线度小于8mm;L≥5000mm,直线度小于12mm。
上部中心线为基准对接点焊;依此对接好所有筒身焊缝。
20
开人孔
人孔位置开孔:
5米盒尺
1)以罐体前封头为基准,沿筒体上部纵向中心线按图纸尺寸
尺寸公差±5mm
划出人孔中心位置;
2)以人孔中心为圆心以230mm为半径划圆,并用火焰割矩开孔。
尺寸公差+5mm
30
挡油板安装
按图纸标识将所有挡油板推到规定位置后点焊牢固。
5米盒尺
焊接牢固;无虚焊、漏焊、咬边等焊接缺陷。
40
转序
清理罐体内部杂物,整形消除锤痕,检验转序。
按图纸要求
电流(A)
160~210
焊丝规格(mm)
4
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
罐体
工序名称
筒身焊接
第6页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
支座焊装
在封头外端部中心部位焊装罐体旋转支座。
焊接牢固。
将罐体吊装至变位机之上,并锁紧定位保险装置。
10吨行车
旋转灵活、加紧可靠、不偏心。
20
焊接
启动变位机,焊接罐体筒身上的环缝焊缝。
变位机
筒体扭曲度≤8mm,环焊缝高度1.5mm±0.5,
宽度8mm±2。
环焊缝:
采用手工电弧焊,焊条¢3.2;焊接电流180~200A(T5)。
30
焊装
1.按图纸标识点焊、焊接:
底部加强板、管箱支架板、罐角拉撑
CO2焊机、5米盒尺
焊接牢固;无虚焊、漏焊、咬边等焊接缺陷。
等加强板。
40
挡油板焊接
将罐体自变位机之上吊下放置于地面:
CO2焊机、5米盒尺
按图纸标识图焊接挡油板于筒身相接处焊缝。
50
转序
打磨、修整焊缝。
清理杂物;检验、转序。
按图纸要求
电流(A)
220~240
电压(V)
21~23
焊丝规格(mm)1.2
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
罐体
工序名称
罐体部件焊装
第7页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
开沉淀槽孔
放油口放沉淀开孔:
1)以罐体前(后)封头为基准,在罐体筒体底部纵向中心线
尺寸公差±2mm
上按图纸标识尺寸划出放沉淀及放油口中心位置;
2)以放沉淀及放油口中心为圆心,分别开孔。
割炬
20
罐脚焊装
2、罐脚、拉撑点焊:
CO2焊机、5米盒尺
1)以罐体封头长轴线为基准,划出罐脚底线,点焊四根辅助
10米卷尺
罐脚关于罐体纵向对称面的对称度为5mm;角焊缝高度为板厚+2mm。
角铁并拉2根施工线作为基准线。
2)将罐脚沿基准线安装,并与罐体筒身点焊牢固;
3)将拉撑以罐体后部为基准按图纸尺寸安装点焊牢固。
4)焊装包盒。
30
焊装罐体吊耳
罐体吊耳点焊:
1)以前封头为基准按图纸划出吊耳位置;
CO2焊机、5米盒尺
尺寸公差±2mm
2)将罐体吊耳点焊并焊接牢固。
焊缝焊接牢固,不得有夹渣,未焊透,焊瘤
40
部件焊装
人孔、放沉淀、放沉淀总成:
1)将罐口总成装入人孔内,罐口上平面距筒体上顶点尺寸按图纸
CO2焊机、5米盒尺
焊缝焊接牢固,不得有夹渣,未焊透,焊瘤
要求.摆正后点焊,检查尺寸无误后焊接。
等焊接缺陷
电流(A)
220~240
电压(V)
21~23
焊丝规格(mm)1.2
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
罐体
工序名称
罐体部件焊装
第8页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
40
部件焊装
2)放沉淀总成与沉淀孔对正,下平面不得于低于罐脚下平面,
CO2焊机、5米盒尺
按图纸要求
并与封头短轴平行,进油口法兰平面与罐体纵向轴线平行。
将与罐体相接处焊缝焊接。
50
转序
打磨、修整焊缝。
清理杂物;检验、转序。
5米盒尺
按图纸要求
电流(A)
220~240
电压(V)
21~23
焊丝规格(mm)1.2
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
罐体
工序名称
焊缝检查
第9页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
准备
1)罐体整体打磨修补。
角向磨光机
2)仔细清理罐内杂物、沙粒。
20A
气密性试验
1.将放沉淀槽、放油口处用盲盖法兰加垫橡胶垫密封。
密逢试验大盖、盲盖
2.将气源与大盖上的进气口连接好,打开开关。
气密性检查,加气压到36Kpa,
3.在所有对接焊缝涂肥皂水检查,保压30分钟
不允许出现漏气现象,保压0.5小时
注:
仅油罐进行此项试验,水罐无此项过程。
无压力下降。
20B
渗漏检验
1、密封罐体下部的沉淀槽、进放油口等。
密逢试验大盖、盲盖
在所有对接焊缝处涂刷煤油,检测有无渗透。
2.补焊、整理焊缝
注:
仅水罐进行此项试验,油罐无此项过程。
30
转序
交验、转序。
电流(A)
电压(V)
焊丝规格(mm)
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
安全框
工序名称
钣金制作
第10页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
安全框制作
1、安全框封头制作:
a.将安全框封头用样板划画出弧线线后按线剪切。
CO2焊机、5米盒尺
1.弧度与罐体筒身相符
b.焊装溢流管:
在安全框前封头外端处开孔、焊装溢流弯管。
2、安全框(侧)对接:
在工作平台上将安全框按图纸尺寸对接。
2.直线度±2mm:
长度L<5000mm
直线度±5mm:
5000≤L≤10000mm
20
安全框焊装
在罐顶部:
1)以前封头为基准按图纸尺寸定出安全框距前端部纵向尺寸。
CO2焊机、5米盒尺
以封头长轴轴线为中心线确定并画出出安全框封头在罐体上部
横向尺寸。
2)将安全框封头点焊到罐体上部。
CO2焊机
3)以前端部安全框封头为基准,确定后部安全框封头尺寸,并
CO2焊机、5米盒尺
点焊牢固。
4.在前后安全框两端最外缘划线,自前向后沿线固定、点焊纵向
CO2焊机
安全框关于罐体纵向对称度5mm,
安全框。
5.整理、通焊安全框底部与罐体相接焊缝。
安全框内无渗漏现象。
注:
左右对称
30
转序
清理、补焊、交验、转序。
按罐体图纸检验。
电流(A)
150~180
电压(V)
16~18
焊丝规格(mm)1.2
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
管箱和支架
工序名称
钣金制作
第11页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
10
管箱支架焊装
1、管箱支架点焊:
1)以罐脚下平面为基准,按图纸尺寸定出管箱支架上平面
管箱支架与罐体对称度±3mm;
尺寸,以封头中心线为基准按图纸尺寸定出管箱支架长度尺寸。
管箱支架纵向尺寸公差±2mm;
2)在前后封头水平方向上各焊2根角钢,确定管箱支架水平高
CO2焊机、5米盒尺
管箱支架高度尺寸公差±2mm。
度及宽度,拉2根施工线,并按图纸以封头为基准划出各管箱
支架在罐体筒身上的纵向定位尺寸。
3)将管箱支架与筒体点焊牢固。
CO2焊机、5米盒尺
焊缝高度2±0.5,不允许出现夹渣、焊瘤等缺陷。
4)焊接各管箱支架与罐体连接处焊缝。
CO2焊机、5米盒尺
20
管箱制作
1.将模压成型的管箱胚料按图纸要求长度配接。
5米盒尺
管箱长度:
L≤5000,公差±3mm;
L>5000,公差±4mm。
2.将以上工件放置于管箱制作工装之上并加紧、点焊。
CO2焊机、5米盒尺
前部为重汽标志,后部为本司标志。
3.将焊接好的管箱自工装上吊下焊装内支板、整形。
4.焊接:
通焊将所有相接部位焊接。
5.管箱门总成制作:
将模压成型的管箱门门框和管箱门门板组装
为管箱门总成。
6.焊装前端封板和后端部管箱门。
电流(A)
150~180
电压(V)
16~18
焊丝规格(mm)1.2
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
焊接工艺流程卡
产品名称
罐车
图号
版本号
A
部件名称
安全框
工序名称
钣金制作
第12页
共12页
工步号
工序名称
工序内容
使用设备及工装
质量要求及注意事项
30
管箱安装
1.将组焊完成的管箱吊运至焊好的罐体管箱支架之上,按图纸要求
5米盒尺
管箱外端与罐体短轴对称度≤5mm.
尺寸定位,配钻安装孔,并用螺栓将管箱总成安装与管箱支架
之上。
2.配做焊装前后部三角板。
40
转序
清理焊缝,交验转序。
(按图纸要求)
电流(A)
150~180
电压(V)
16~18
焊丝规格(mm)1.2
标记
处数
更改文件号
签字(日期)
标记
处数
更改文件号
签字(日期)
编制(日期)
审核(日期)
批准(日期)
 升级会员
升级会员 