铝挤压机培训资料1docx.docx
《铝挤压机培训资料1docx.docx》由会员分享,可在线阅读,更多相关《铝挤压机培训资料1docx.docx(12页珍藏版)》请在冰豆网上搜索。
铝挤压机培训资料1docx
AluminumProfileExtrusion
ShandongUniversity
2010.06
Contents
Chapter1ProcessofExtrusionofAluminum
1.1ProcessOverview
Thealuminumextrusionprocessreallybeginswiththedesignprocess,foritisthedesignoftheproduct--basedonitsintendeduse--thatdeterminesanyoftheultimateproductionparameters.Questionsregardingmachinability,finishing,andenvironmentofusewillleadtothechoiceofalloytobeextruded.Thefunctionoftheprofilewilldeterminethedesignofitsformand,hence,thedesignofthediethatshapesit.
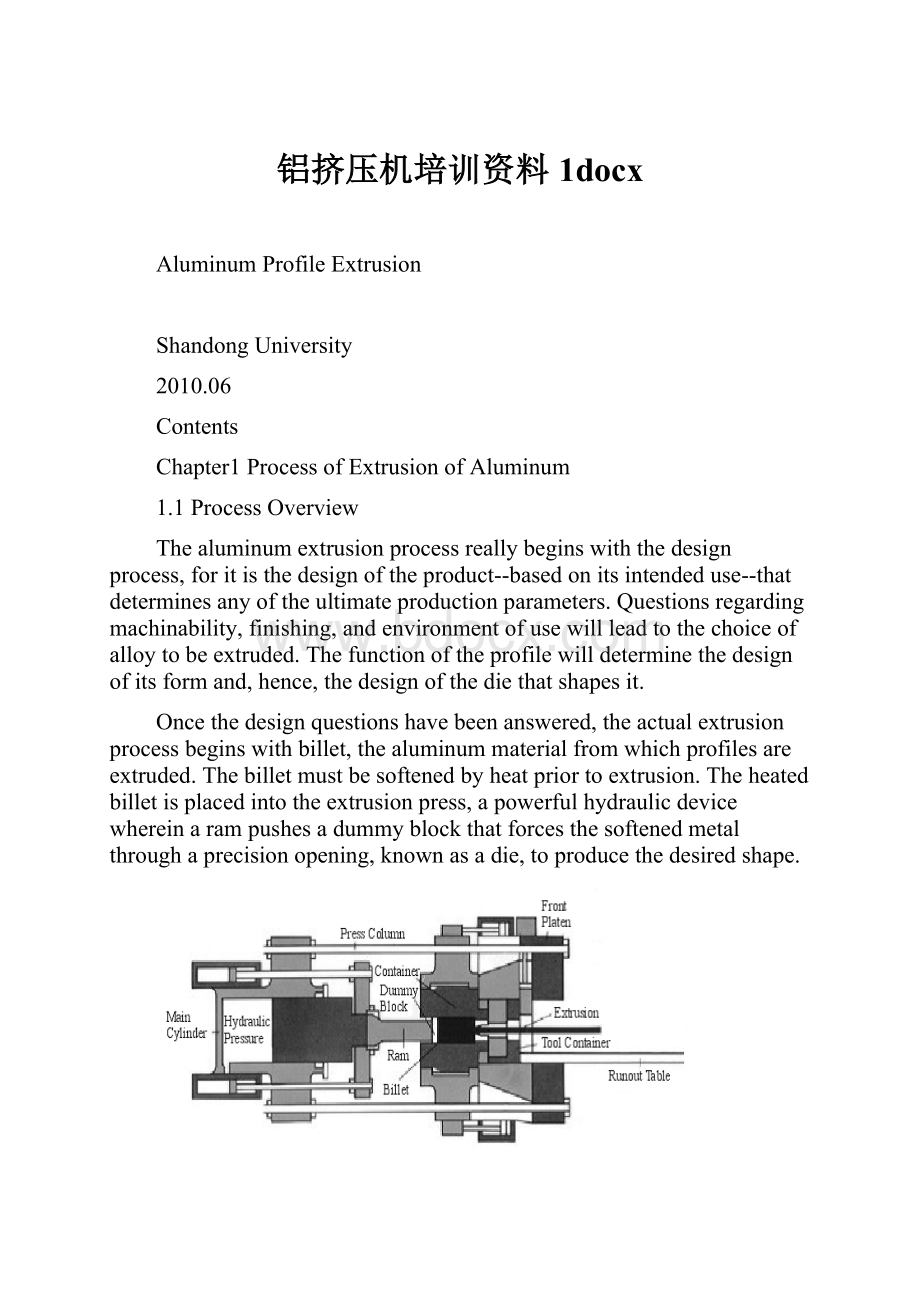
Oncethedesignquestionshavebeenanswered,theactualextrusionprocessbeginswithbillet,thealuminummaterialfromwhichprofilesareextruded.Thebilletmustbesoftenedbyheatpriortoextrusion.Theheatedbilletisplacedintotheextrusionpress,apowerfulhydraulicdevicewhereinarampushesadummyblockthatforcesthesoftenedmetalthroughaprecisionopening,knownasadie,toproducethedesiredshape.
Fig.1.1Thisisasimplediagramofatypicalhorizontalhydraulicextrusionpress;thedirectionofextrusionhereisfromlefttoright.
Thatisasimplifieddescriptionoftheprocessknownasdirectextrusion,whichisthemostcommonmethodinusetoday.Indirectextrusionisasimilarprocess,butwithsomeimportantdifferences.Inthedirectextrusionprocess,thedieisstationaryandtheramforcesthealloythroughtheopeninginthedie.Intheindirectprocess,thedieiscontainedwithinthehollowram,whichmovesintothestationarybilletfromoneend,forcingthemetaltoflowintotheram,acquiringtheshapeofthedieasitdoesso.
Theextrusionprocesshasbeenlikenedtosqueezingtoothpasteoutofatube.Whenpressureisappliedattheclosedend,thepasteisforcedtoflowthroughtheopenend,acceptingtheroundshapeoftheopeningasitemerges.Iftheopeningisflattened,thepastewillemergeasaflatribbon.Complexshapescanbeproducedbycomplexopenings.
Fig.1.2Thesephotosshowanewlengthofextrudate,justemergingfromthepress(left)andtheproductionofaprofileinprogress(right).
注释:
Maincylinder[′silində]主液压缸
Hydraulicpressure[haɪ′drɔ:
lɪk]液压
Presscolumn[′kɔləm]柱式压机
Container挤压筒
Dummyblock[′dʌmi:
]挤压垫
Ram挤压杆
Billet坯料
Frontplaten挤压机前牌坊,前挤压盘
Runouttable输出辊道
Ribbon[ˈribən]带状物
Squeeze[skwi:
z]榨取,挤出
1.2Billet
Billetisthestartingstockfortheextrusionoperation.Extrusionbilletmaybeasolidorhollowform,commonlycylindrical,andisthelengthchargedintotheextrusionpresscontainer.Itisusuallyacastproductbutmaybeawroughtproductorpowdercompact.Oftenitiscutfromalongerlengthofalloyedaluminum,knownasalog.
Alloysaremetalscomposedofmorethanonemetallicelement.Aluminumextrusionalloyscontainsmallamounts(usuallylessthanfivepercent)ofelementssuchascopper,manganese,silicon,magnesium,orzinc.Thesealloyingelementsenhancethenaturalpropertiesofaluminumandinfluencetheextrusionprocess.
Billetlengthvariesaccordingtoanumberoffactors,includingthedesiredlengthofthefinishedprofile,theextrusionratio,thelengthoftherun-out,andtherequirementsoftheextrusionpress.Standardlengthsmayrunfromabout26inches(660mm)upto72inches(1,830mm).Theoutsidediametermayrangefrom3inches(76mm)to33inches(838mm);6-inch(155mm)to9-inch(228mm)diametersarethemostcommon.
注释:
Copper[′kɔpə,′kɒpə(r)]铜
Manganese[′mæŋɡəni:
z]锰
Silicon[′silikən]硅
Magnesium[mæg′ni:
zi:
əm,-ʒəm]镁
Zinc[ziŋk]锌
Wrought[rɔ:
t]制造的;形成的;精炼的,锻成的
Metallic[miˈtælik]金属的
1.3DiesandTooling
Diescanbemadetoformavirtuallylimitlessarrayofshapesandsizes.Severalfactorsinfluencetheactualcostandlead-timeofaspecificdie;thebestcombinationofproductperformance,qualityandcostisachievedwhentheproductdesigner,thediemaker,theextruder,andthepurchaserrecognizeeachother’srequirementsandworktogether.
Atypicalextrusionoperationwillmakeuseofadieassembly,includingthedieitself,which,togetherwithabacker,isenclosedwithinadiering,placedinfrontofabolster,withasub-bolsterbehind,allheldtogetherasaunitbyatoolcarrier.Thebacker,bolster,andsub-bolsterprovidethenecessarysupportforthedieduringtheextrusionprocess.
Fig.1.3Thisdiagramshowsthecomponentsthattypicallymakeupadieslide,thetoolingassembly,forasoliddie.
注释:
Platen挤压机前牌坊,挤压盘
Bolster[′bəʊlstə]前垫
Backer模垫
Die模具
Diering模套
Stem挤压杆
Dummyblock挤压垫
Liner挤压筒内衬
Container挤压筒
Dieslide模架
Pressurering压力垫圈
Horseshoe马蹄形止口
Theextrusiondie,itself,isasteeldisk(normallyH13)withanopening,thesizeandshapeoftheintendedcross-sectionofthefinalextrudedproduct,cutthroughit.
Diesarebroadlygroupedassolid(orflat)dies,whichproducesolidshapes,andhollowdies,whichproduceholloworsemi-hollowshapes.Combinationsofsolid,semi-hollow,and/orhollowshapesmaybeincorporatedintoasingledie.
Asoliddiemayhaveoneormoreorificesoraperturesthroughwhichthesoftenedalloyisforced(extruded).Multipleaperturesinasingledieproducemultipleextrusionswitheachstrokeofthepress.
Soliddiesmay,onoccasion,beusedtoproducehollowprofilesbymeansofafixedorfloatingmandrel.Theuseofamandrelforextrudingahollowshapethroughaflatdieusuallyinvolvestheuseofhollowbillets,cylindricalsourcestockthatmayhavebeencastorbored.Piercingmandrels,however,donotrequiretheuseofcoredbillet.
Fig.1.4Asoliddie,asshownhere,producesshapeswithoutanyenclosedvoidsand/orsemi-hollowconditions.
注释:
Orifices[′ɔ:
rəfɪs,′ɔr-]模孔
Apertures[′æpətjuə]模孔
Mandrel[′mændril]心轴、模芯
Piercingmandrel穿孔针
Asemi-hollowdieextrudesashapethatisnearlyhollow,partiallyenclosingavoid,theareaofwhich(theareaofthedietongue)islargeincomparisonwiththegapwherethetongueisconnectedtothemainbodyofthedie.
Whileasolidorsemi-hollowdieisasinglepiece,itrequiressupportfromadditionaltoolscalledbackersandbolsters.Dependingonthecomplexityoftheextrudedshape,thetotalcostoftheextrusiontoolingmayincludechargesforthesesupplementaltools.
Fig.1.5Asemi-hollowdiealsoproducesshapeswithoutenclosedvoids;however,unlikeasoliddie,itproducesshapeswithatongueratioof3:
1orgreater.
Hollowdiestakeavarietyofforms.Bridge,porthole,andspiderdies,forexample,includeafixedstubmandrelasanintegralpartofthedie.Eachtypeofhollowextrusiondieservescertainfunctionsandcarriesitsownadvantagesanddisadvantages.Themanufacturingmethodsandcostsvarywidely.Thechoiceofdesign,andevenmanufacturingmethods,willdependontheprofile,pressandcontainersize,andproductionrequirements.
Fig.1.6Ahollowdieproducesshapeswithoneormoreenclosedvoids.Thedieshownhere,whenusedtogetherwithamandrelandothersupporttooling,producesaprofilewithsixvoids.
Themostcommontypesofhollowdiesaretheportholeandpancake.Theytypicallyarethemostcosteffectiveandeasiesttomanufacture,allowingthedesignertobemuchmorecreativeintheplacementandshapingoftheportsandfeed.TheyarealsotheeasiestforCNCMachining(ComputerNumericControl),whichallowsforthediemakeranddiecorrectortoquantifyanyalterationsforproductionimprovementsonfuturedies.
Acriticallyimportantcharacteristicofextrusiondiesisthattheeffectivebearinglengthcontrolsthemetalflowthroughthedie.Theobjectiveistohaveallpartsoftheprofileemergefromthedieatthesamespeed.Thelongerthebearinglength,thegreatertheresistancetotheflowofaluminumandtheshorterthebearinglength,thelessresistancetoflow.Througheffectivedesign,thethickpartsofaprofilecanbeslowedthroughtheuseoflongerbearingstomatchthespeedofthethinnerpartswithshortbearings.
注释:
Porthole[′pɔ:
tˌhəʊl,′pəʊrt-]分流孔
Pancake饼状
Bearing[ˈbɛəriŋ]工作带
Resistance[riˈzistəns]抵抗,反抗,抵抗能力
Profile[ˈprəufail]型材
1.4DirectExtrusionOperation
Fig.1.7Thisdiagramshowsthebasicstepsinvolvedinextrudinganaluminumprofile.
Oncetheshapeofthefinalproducthasbeenidentified,theproperalloyselected,andthedieprepared,tomakereadyfortheactualextrusionprocess,thebilletandextrusiontoolsarepreheated.Duringextrusion,thebilletisstillsolid,buthasbeensoftenedinaheatingfurnace.Themeltingpointofaluminumvarieswiththepurityofthemetal,butisapproximately1,220°Fahrenheit(660°Centigrade).Extrusionoperationstypicallytakeplacewithbilletheatedtotemperaturesinexcessof700°F(375°C),and--dependinguponthealloybeingextruded--ashighas930°F(500°C).
Theactualextrusionprocessbeginswhentheramstartsapplyingpressuretothebilletwithinthecontainer.Varioushydraulicpressdesignsarecapableofexertinganywherefrom100tonsto15,000tonsofpressure.Thispressurecapacityofapressdetermineshowlargeanextrusionitcanproduce.Theextrusionsizeismeasuredbyitslongestcross-sectionaldimension,sometimesreferredtoasitsfitwithinacircumscribingcirclediameter(CCD).
Aspressureisfirstapplied,thebilletiscrushedagainstthedie,becomingshorterandwideruntilitsexpansionisrestrictedbyfullcontactwiththecontainerwalls.Then,asthepressureincreases,thesoft(butstillsolid)metalhasnoplaceelsetogoandbeginstosqueezeoutthroughtheshapedorificeofthedietoemergeontheothersideasafullyformedprofile.
About10percentofthebillet,includingitsouterskin,isleftbehindinthecontainer.Thecomplete
 升级会员
升级会员 