管道安装记录.docx
《管道安装记录.docx》由会员分享,可在线阅读,更多相关《管道安装记录.docx(8页珍藏版)》请在冰豆网上搜索。
管道安装记录
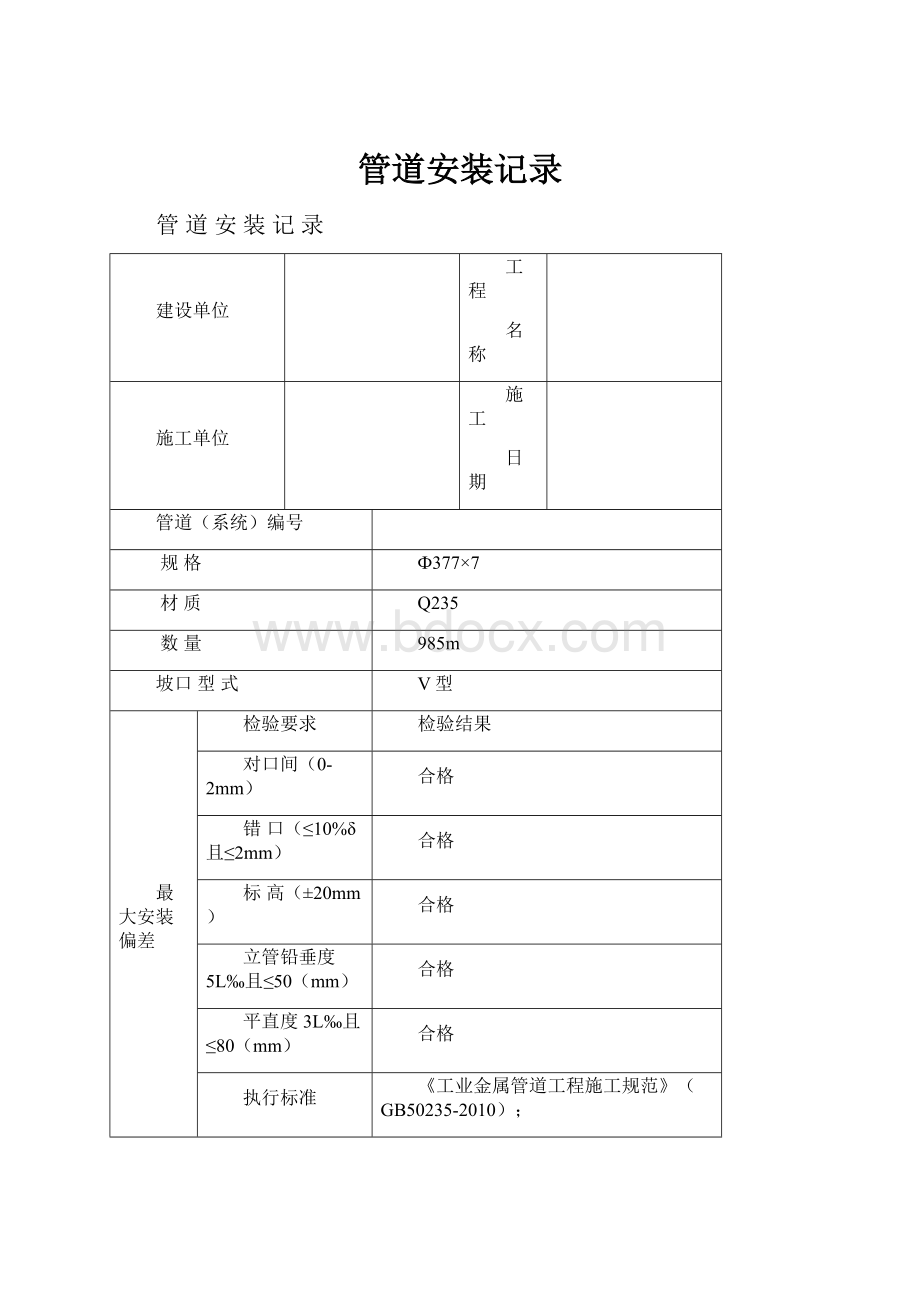
管道安装记录
建设单位
工程
名称
施工单位
施工
日期
管道(系统)编号
规格
Ф377×7
材质
Q235
数量
985m
坡口型式
V型
最大安装偏差
检验要求
检验结果
对口间(0-2mm)
合格
错口(≤10%δ且≤2mm)
合格
标高(±20mm)
合格
立管铅垂度5L‰且≤50(mm)
合格
平直度3L‰且≤80(mm)
合格
执行标准
《工业金属管道工程施工规范》(GB50235-2010);
《工业金属管道工程施工质量施工规范》(GB50184-2011)
安装施工质量要求
项目质量要求
检验结论
1、支、吊、托架:
位置正确,间距结构型式符合规范及图纸,连接牢固。
合格
2、阀门安装:
位置正确,规格、型号符合图纸,开闭灵活。
合格
3、防腐油漆:
除净污垢表面呈金属光泽,油漆均匀不漏涂。
合格
4、焊接:
焊口平直,焊缝尺寸符合规范,无夹渣、气孔、裂纹及严重咬肉等缺陷。
合格
5、法兰连接:
对应把紧、平行、同轴与管道中心垂直,垫片安置正确。
合格
6、承插口填料:
环形缝均匀,灰口表面平整密实饱满。
/
7、丝接:
应紧固,管端清洁不乱丝,并留2-3扣。
/
项目责任师:
检验员:
管道安装记录
建设单位
工程
名称
施工单位
施工
日期
管道(系统)编号
规格
Ф273×7
材质
Q235
数量
16.6m
坡口型式
V型
最大安装偏差
检验要求
检验结果
对口间(0-2mm)
合格
错口(≤10%δ且≤2mm)
合格
标高(±20mm)
合格
立管铅垂度5L‰且≤50(mm)
合格
平直度3L‰且≤80(mm)
合格
执行标准
《工业金属管道工程施工规范》(GB50235-2010);
《工业金属管道工程施工质量施工规范》(GB50184-2011)
安装施工质量要求
项目质量要求
检验结论
1、支、吊、托架:
位置正确,间距结构型式符合规范及图纸,连接牢固。
合格
2、阀门安装:
位置正确,规格、型号符合图纸,开闭灵活。
合格
3、防腐油漆:
除净污垢表面呈金属光泽,油漆均匀不漏涂。
合格
4、焊接:
焊口平直,焊缝尺寸符合规范,无夹渣、气孔、裂纹及严重咬肉等缺陷。
合格
5、法兰连接:
对应把紧、平行、同轴与管道中心垂直,垫片安置正确。
合格
6、承插口填料:
环形缝均匀,灰口表面平整密实饱满。
/
7、丝接:
应紧固,管端清洁不乱丝,并留2-3扣。
/
项目责任师:
检验员:
管道安装记录
建设单位
工程
名称
施工单位
施工
日期
管道(系统)编号
CA0501
规格
Ф89×4
材质
20#
数量
115m
坡口型式
V型
最大安装偏差
检验要求
检验结果
对口间(0-2mm)
合格
错口(≤10%δ且≤2mm)
合格
标高(±20mm)
合格
立管铅垂度5L‰且≤50(mm)
合格
平直度3L‰且≤80(mm)
合格
执行标准
《工业金属管道工程施工规范》(GB50235-2010);
《工业金属管道工程施工质量施工规范》(GB50184-2011)
安装施工质量要求
项目质量要求
检验结论
1、支、吊、托架:
位置正确,间距结构型式符合规范及图纸,连接牢固。
合格
2、阀门安装:
位置正确,规格、型号符合图纸,开闭灵活。
合格
3、防腐油漆:
除净污垢表面呈金属光泽,油漆均匀不漏涂。
合格
4、焊接:
焊口平直,焊缝尺寸符合规范,无夹渣、气孔、裂纹及严重咬肉等缺陷。
合格
5、法兰连接:
对应把紧、平行、同轴与管道中心垂直,垫片安置正确。
合格
6、承插口填料:
环形缝均匀,灰口表面平整密实饱满。
/
7、丝接:
应紧固,管端清洁不乱丝,并留2-3扣。
/
项目责任师:
检验员:
管道安装记录
建设单位
工程
名称
施工单位
施工
日期
管道(系统)编号
CA0502
规格
Ф76×4.5
材质
20#
数量
15m
坡口型式
V型
最大安装偏差
检验要求
检验结果
对口间(0-2mm)
合格
错口(≤10%δ且≤2mm)
合格
标高(±20mm)
合格
立管铅垂度5L‰且≤50(mm)
合格
平直度3L‰且≤80(mm)
合格
执行标准
《工业金属管道工程施工规范》(GB50235-2010);
《工业金属管道工程施工质量施工规范》(GB50184-2011)
安装施工质量要求
项目质量要求
检验结论
1、支、吊、托架:
位置正确,间距结构型式符合规范及图纸,连接牢固。
合格
2、阀门安装:
位置正确,规格、型号符合图纸,开闭灵活。
合格
3、防腐油漆:
除净污垢表面呈金属光泽,油漆均匀不漏涂。
合格
4、焊接:
焊口平直,焊缝尺寸符合规范,无夹渣、气孔、裂纹及严重咬肉等缺陷。
合格
5、法兰连接:
对应把紧、平行、同轴与管道中心垂直,垫片安置正确。
合格
6、承插口填料:
环形缝均匀,灰口表面平整密实饱满。
/
7、丝接:
应紧固,管端清洁不乱丝,并留2-3扣。
/
项目责任师:
检验员:
油漆防腐记录
标识:
GR02-12
建设单位
施工单位
单位工程名称
施工日期
/
分部(分项)
工程名称
防腐工程
除锈等级
Sa3级
管道编号
空压管道
底漆名称
环氧富锌底漆
中间漆名称
/
面漆名称
/
表面除锈质量要求,除锈方法与检查结果:
1.喷沙除锈,除锈等级为Sa3级,符合要求。
2.涂环氧富锌底漆两度,环氧云铁中间漆两道,氯化橡胶面漆两道,涂层厚度大于260μm。
建设单位结论:
项目
层次
使用材料
厚度
颜色
每层间隔时间(h)
干燥方法
备注
名称
配比与规格
说明:
见设计图纸
建设单位代表:
施工负责人:
(项目经理)
施工现场负责人班组长:
 升级会员
升级会员 