精密制造技思考题.docx
《精密制造技思考题.docx》由会员分享,可在线阅读,更多相关《精密制造技思考题.docx(7页珍藏版)》请在冰豆网上搜索。
精密制造技思考题
精密制造技术思考题
1.超精密切削速度如何选择?
选择振动最小的转速;加工批量小可选低转速,批量大可选高转速
2.超精密切削刀具磨损标志?
加工表面粗糙度超过规定值
3.超精密切削刀具的刀刃半径<0.1μm时,如何测量?
原子力显微镜
4.超精密切削的最小切削层厚度和什么有很大关系?
金刚石刀具锋锐度、超精密机床性能状态,切削环境条件
5.金刚石刀具的晶面有(100)、(110)、(111)三个晶面,其中(111)晶面面网密度最大,耐磨性最好。
6.超精密切削层很薄,需要考虑什么?
极锋锐的刀具、机床条件最佳
7.磨料的的粒度号越大,加工表面粗糙度越小,但生产效率也越低。
8.超精密磨削机理可以归纳为:
微刃的微切削作用、微刃的等高切削作用,微刃的滑挤、摩擦、抛光作用。
9.砂轮的修整包括?
单粒金刚石修整,金刚石粉末烧结型修整器修整、金刚石超声波修整
10.整形是通过改变砂轮的宏观形状,使砂轮达到要求的几何形状和尺寸精度,并使磨粒尖端微细破碎形成锋利的磨刃
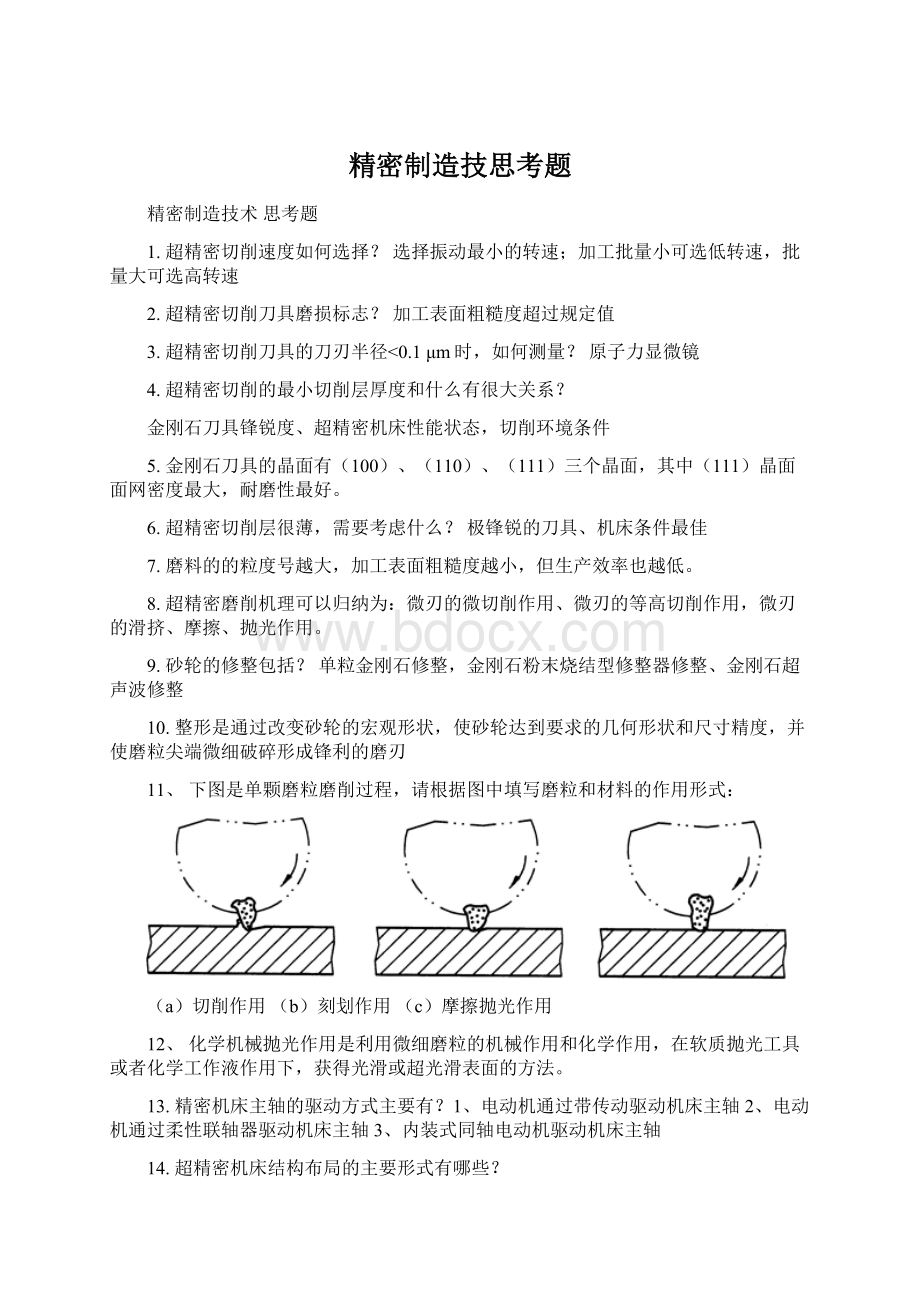
11、下图是单颗磨粒磨削过程,请根据图中填写磨粒和材料的作用形式:
(a)切削作用(b)刻划作用(c)摩擦抛光作用
12、化学机械抛光作用是利用微细磨粒的机械作用和化学作用,在软质抛光工具或者化学工作液作用下,获得光滑或超光滑表面的方法。
13.精密机床主轴的驱动方式主要有?
1、电动机通过带传动驱动机床主轴2、电动机通过柔性联轴器驱动机床主轴3、内装式同轴电动机驱动机床主轴
14.超精密机床结构布局的主要形式有哪些?
1、十字形滑板工作台2、T形3、
4、偏心圆转角5、立式结构
15.直线电机是一种将电能直接转换成直线运动机械能而不需任何中间转换机构的装置。
直线电机由初级和次级两部分组成。
16.光栅是在基体上刻有均匀分布条纹的光学元件。
光栅尺的工作原理是根据计量光栅和标尺光栅相对移动时形成莫尔条纹运动的原理进行工作的。
17.电火花加工必须具备三个基本条件:
?
18.电火花线切割的切割速度单位是?
;电火花穿孔成形的加工速度单位为?
。
19.电火花线切割加工中,被切割的工件接脉冲电源的极。
20.一般要求检测手段的测量精度比被测量精度高一数量级。
21.精密加工和检测环境控制技术:
包括温度、湿度、净化、防震等,有时包括噪声、光、静电、磁、辐射等的控制
22.超精密机床对回转精度和抗振性等要求与普通机床不同,轴承和,轴承使用后,目前滚动轴承已很少在精密机床主轴中使用。
液体静压、空气静压
23.机床导轨的主要作用是和,并且要求有很高的运动的灵敏性和低速的,不得有爬行现象发生。
导向、承载、平稳性
24.快刀伺服(FastToolServo)车削与慢刀伺服的差别在于:
将被加工的复杂形面分解为形面和形面上的微结构,然后将两者。
回转、叠加
25.空气静压导轨的运动件的导轨面,上下、左右均在静压空气的约束下,因此与气浮导轨相比有较的刚度和运动精度。
高、振源
26、电火花成形加工时,为了使电极与工件之间保持一定的放电间隙,其进给不能靠人工也不能采取工进、等速进给的方式,而必须采用系统。
伺服进给系统或自动进给调节系统
27、电火花加工时,一般短脉冲精加工选用极性加工。
正
28、电火花成形加工常用的电极材料是石墨和;而电火花线切割时常用的电极丝材料是钨丝、(快走丝常用的电极丝)和(慢走丝常用的电极丝)。
答案:
铜;钼丝;黄铜丝
29、精密三束加工是指、电子束加工和离子束加工这三种高能束流加工方法。
答案:
激光束加工
*7.一般要求检测手段的测量精度比被测量精度。
高一数量级
*8.超精密加工与检测的环境需要控制的因素包括、、
和,此外有时还包括噪声、光、静电、磁、辐射等的控制。
温度、湿度、净化、防震
*5.对零件精密测量的内容通过包括检测、检测、检测以及表面检测。
自由曲面检测属于测量。
判断题
30、单点金刚石刀具既可以镜面切削有色金属,也可以切削低碳钢。
1
31、超精密切削铜和铝时,为了减小和消除积屑瘤的产生,可以选用航空汽油作为切削液。
2
32、金刚石晶体的解理现象经常是在两个(110)面间破裂产生的。
2
33、超精密切削时,为了获得极薄的切削层,切削速度、进给量和背吃刀量都应该尽可能选小些。
2
34、最小切削厚度是指采用极其锋利的金刚石刀具可以实现纳米级的连续稳定的最小有效切削厚度。
1
35、金刚石切削刀具锋锐度高,残余应力明显降低;背吃刀量减小可减小残余应力,但超过某临界值后反而上升。
1
36、刀尖半径确定后,在一定切削速度下,切削深度和进给量越趋近于零,就可以得到极薄的切削层,从而得到高质量的切削表面。
2
37、磨削加工可以看成是多刃铣刀加工,其前角和后角均为负。
2
研磨属于游离磨料加工,但是抛光属于固结磨料加工。
2
38、整形是通过去除砂轮磨粒间的结合剂,使磨粒凸出结合剂表面,形成必要的容屑空间,使砂轮具有最佳磨削能力。
2
39、金刚石笔修整砂轮时修整后的砂轮比较光滑,且修整工具的损耗较大。
2
40、树脂结合剂金刚石砂轮可以采用电火花修整法修整。
2
41、金刚石砂轮磨削硬质合金材料时候应该选择煤油,而不宜选用乳化液。
1
42、超精密磨削宜选用CBN砂轮和Al2O3砂轮,因为这两种磨料的硬度都很高。
2
43、超精密砂带磨削时减振性较好,易得到很高的工件表面质量和几何精度。
2
44、超精密研磨抛光的主要区别在于研磨盘一般选择软质材料,抛光盘选择硬质或者半硬半软材料。
2
45、湿法研磨时,研磨压力和研磨盘转速都可以选得大些。
1
46、抛光垫材料可以选用树脂类材料,为了储存液体和磨料,经常要开槽,但是研磨加工的研磨盘就无需开槽。
2
47、精密、超精密机床是实现精密加工的首要基础条件。
1
48、精密主轴部件是超精密机床保证加工精度的核心。
主轴要求达到极高的回转精度,转动平稳.无振动,其关键在于所用的精密轴承。
1
49、由于圆柱滚子轴承具有较大的轴向承载能力,目前常常被用作超精密机床主轴的径向主支承轴承。
2
50、具有计算机数字控制微驱动系统统称为之为伺服驱动系统。
2
51、空气静压导轨的运动件的导轨面,上下、左右均在静压空气的约束下,因此和气浮导轨相比有较高的刚度和运动精度。
1
52、快刀伺服和慢刀伺服都是采用单点金刚石刀具对光学镜片进行车削,快刀伺服和慢刀伺服的本质区别在于Z轴刀架进给速度快慢明显不同。
2
53、压电式微进给装置是利用电致伸缩陶瓷片的伸长量和它的表面的电荷量成比例实现微进给驱动控制的。
1
54、精密、超精密机床各主要部件都要经过消除应力(时效、冰冷处理、铸件缓慢冷却等方法)处理,使部件有高度的尺寸稳定性。
1
55、超精密机床应尽量远离振源,并采用单独地基、隔振沟、隔振墙、空气隔振垫(亦称空气弹簧)等措施有效隔离外界振动的影响。
1
56、电火花加工中的电规准指的是影响电火花加工效果的一组工艺参数,包括电压、电流、脉宽、脉间、极性、工件材料、电极材料和工作液等。
2
57、特种加工中加工的难易与工件硬度无关?
2
58、对于电火花加工而言,一般随着加工工件的表面粗糙度数值下降其加工速度明显降低1
59、高能束加工的一个共同特点是三种束流加工都需要在真空环境下进行。
2
60、D7132代表电火花成型机床工作台的宽度是32mm。
2
61、电火花线切割加工中,由于工具电极丝高速运动,故工具电极丝不损耗。
2
62、保证形状精度是超精密检测技术的重要内容之一。
1
63、千分尺遵守阿贝检测原则,卡尺未遵守阿贝原则。
1
64、比较原则是精密检测技术一重要原理,是将被测量与标准量进行比较,测得其差值而获得的精密测量。
1
65、测量力对测量精度影响不大。
2
66、精密加工与检测环境,需要控制湿度。
1
67、在线检测大多采用非接触传感器。
1
68、精密、超精密机床是实现精密加工的首要基础条件,有了超精密机床就可以满足和完成精密和超精密加工要求。
2
69、在液体静压轴承和空气静压轴承使用后,滚动轴承已很少在超精密机床主轴中使用。
1
70、超精密机床结构布局的主要形式有十字形滑板工作台布局、V形布局、σ-θ布局、六面体结构布局和立式结构布局等。
2
71、精密、超精密机床常用的床身结构和导轨的常用材料有硬质合金、铸铁、花岗岩、人造花岗岩及钢结构焊接件。
其中硬质合金具有很好的抗振性和耐磨性,因此,是现代超精密机床主要导轨用材料。
2
72、直线电机是一种将电能直接转换成直线运动机械能而不需任何中间转换机构的装置。
直线电机由一级和二级两部分组成。
1
73、双频激光干涉检测是由激光器发出两路频率不同的激光,利用其中一束激光对运动物体反射时的多普勒效应产生的频率差来比较,精确测量运动物体的移动距离。
2
74、采用柔性铰链,无爬行、无间隙、无轴承噪音、不需要润滑、位移分辨精度高,且结构紧凑,适用于各种超精密加工环境。
1
75、压电式微进给装置是利用导电材料通电后的伸长量和它的电流大小成正比来实现微进给驱动控制的。
1
76、减少热源、采用热膨胀系数小的材料、热平衡、合理设计机床结构、使用大量恒温液体浇淋、保持机床工作环境温度恒定等,都是减少热变形对精密加工影响的有效措施。
1
77、电火花加工中金属材料的熔点、沸点越高,越难加工;材料的导热系数越大,则加工效率越低。
1
78、微细加工的精度用绝对精度衡量,即其加工精度与被加工零件的基本尺寸无关,而由其最小加工单位决定。
1
79、电火花加工和电解加工中所使用的工作液均要求具有较高的绝缘性能。
2
80、我国把电火花加工时,工件接脉冲电源正极、工具电极接脉冲电源负极的加工成为正极性加工。
1
81、在电火花加工中,电源一般选用直流脉冲电源或交流脉冲电源。
2
82、激光加工与电子束加工、离子束加工相同,都要求有抽真空装置。
2
83、超精密检测技术就是保证尺寸精度。
2
84、卡尺遵守阿贝检测原则,检测精度较高。
2
85、精密检测技术贯穿整个超精密加工过程。
1
86、选择检测方法和检测手段需要考虑被测量对象和被测量特点。
1
87、湿度不影响检测,因此不是精密检测环境的主要考虑因素。
2
88、在线检测主要采用非接触测量方法。
1
论述
89、简述超精密切削过程中产生积屑瘤对加工过程中的影响以及影响积屑瘤因素。
超精密切削过程产生的积屑瘤会影响切削力和切削变形,冷焊在刀刃上的积屑瘤还会影响加工表面粗糙度。
(1)刀刃的微观缺陷对积屑瘤的产生有直接影响,切削速度和进给量也会对积屑瘤的产生有影响;
(2)超精密切削时,所以切削速度都有积屑瘤的存在,切削速度的大小会影响积屑瘤的高度;切屑速度低的时候,积屑瘤越高;
(3)进给量越小,积屑瘤越高,但是随着进给量的增加,积屑瘤高度会先减小然后再增加,存在是转折点;
(4)积屑瘤越高,切削力越大;积屑瘤越大,加工表面粗糙度越大;
(5)使用切削液可以减小和消除积屑瘤,从而减小加工表面粗糙度。
90、精密、超精密机床的床身结构和导轨的材料有何要求?
请列举3-5种精密、超精密机床常用的床身结构和导轨的常用材料。
1).精密、超精密机床常用的床身结构和导轨材料的要求:
高刚度、热稳定性、耐磨性、轻量化
2).精密、超精密机床常用的床身结构和导轨的常用材料有:
优质耐磨铸铁;花岗岩;人造花岗岩;焊接钢结构,中间用人造花岗岩填充;陶瓷;铟钢等。
91、电火花线切割加工时,快走丝和慢走丝的区别有哪些(分别从走丝方式、加工质量、加工精度、所用电极丝等方面进行比较)
答:
1)从走丝方式来看,快走丝是高速往复走丝,而慢走丝是单向慢速走丝;
2)加工质量和加工精度:
慢走丝表面粗糙度小,加工精度高于快走丝;
3)加工效率:
快走丝高于慢走丝;
4)所用电极丝:
快走丝一般使用钼丝钨丝,而慢走丝一般使用黄铜丝。
5)快走丝加工采用专用乳化液,而慢走丝一般采用去离子水工作液。
92、以超精密切削加工为例,简述其中涉及哪些关键技术?
超精密切削:
超精密机床、刀具、超稳定的环境条件、实时检测、补偿和反馈控制。
是先进技术的集成。
具体如:
超精密主轴
超精密导轨
传动系统
超精密刀具
精密测量技术
微进给技术
加工原理
环境控制技术:
包括温度、湿度、净化、防震等,有时包括噪声、光、静电、磁、辐射等的控制
超精密数控技术
93、脆性材料如何才能实现超精密镜面切削。
94、精密机床主轴的驱动方式主要有哪三种?
各自的优缺点是什么?
95、特种加工与常规加工的特点有哪些主要差别?
96、精密测量技术经常涉及哪些测量原则?
比较测量原则、阿贝比长原则、圆周封闭原则、角度测量的正弦、正切原则
WelcomeTo
Download!
!
!
欢迎您的下载,资料仅供参考!
 升级会员
升级会员 