消防管道改造安装施工技术方案.doc
《消防管道改造安装施工技术方案.doc》由会员分享,可在线阅读,更多相关《消防管道改造安装施工技术方案.doc(28页珍藏版)》请在冰豆网上搜索。
·······
管道安装施工方案
一、 工程概述
1.1 工程概况
胜利石油石化总厂厂区消防管道改造
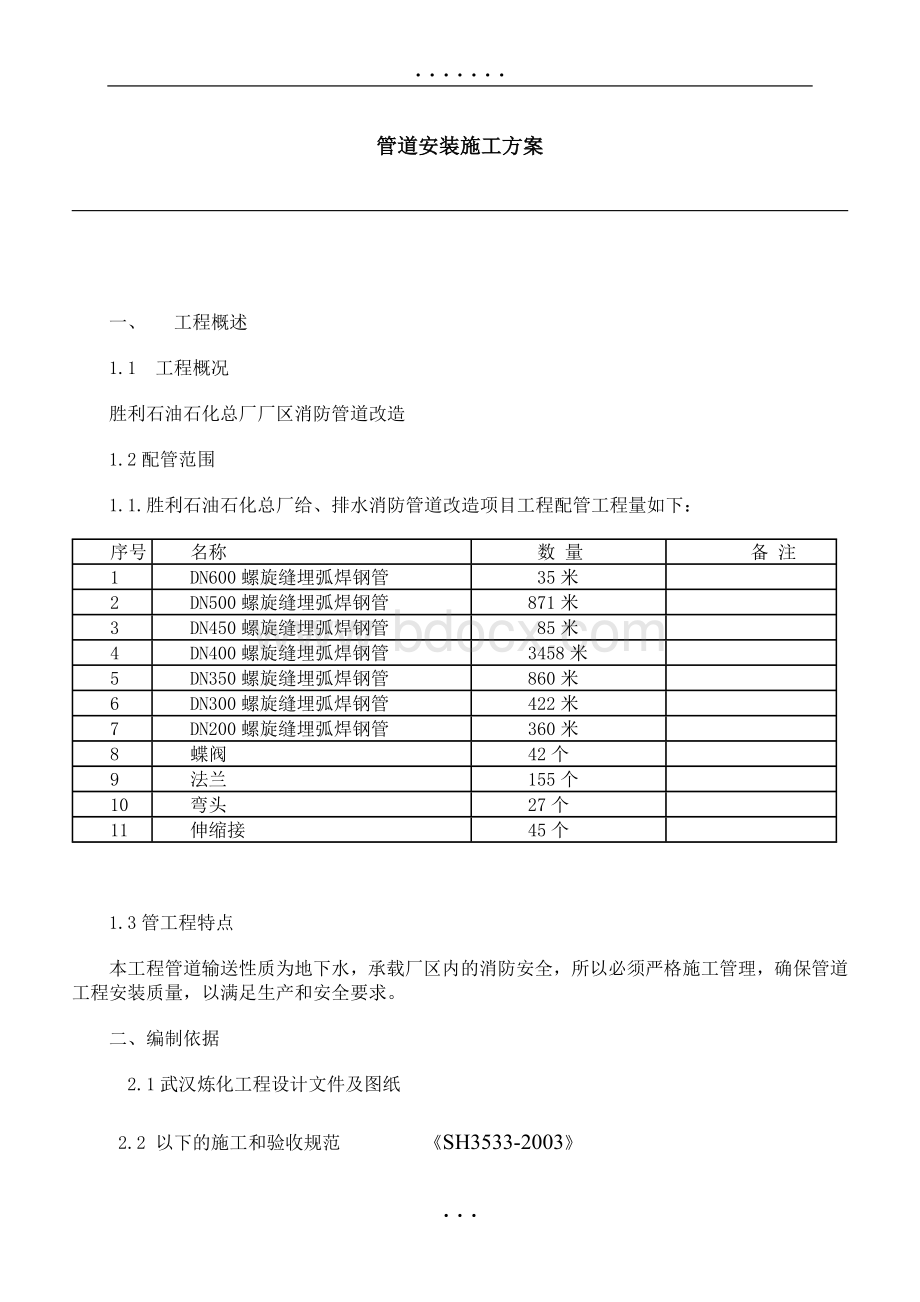
1.2配管范围
1.1.胜利石油石化总厂给、排水消防管道改造项目工程配管工程量如下:
序号
名称
数量
备注
1
DN600螺旋缝埋弧焊钢管
35米
2
DN500螺旋缝埋弧焊钢管
871米
3
DN450螺旋缝埋弧焊钢管
85米
4
DN400螺旋缝埋弧焊钢管
3458米
5
DN350螺旋缝埋弧焊钢管
860米
6
DN300螺旋缝埋弧焊钢管
422米
7
DN200螺旋缝埋弧焊钢管
360米
8
蝶阀
42个
9
法兰
155个
10
弯头
27个
11
伸缩接
45个
1.3管工程特点
本工程管道输送性质为地下水,承载厂区内的消防安全,所以必须严格施工管理,确保管道工程安装质量,以满足生产和安全要求。
二、编制依据
2.1武汉炼化工程设计文件及图纸
2.2以下的施工和验收规范《SH3533-2003》
《工业金属管道工程施工及验收规范》 GB50235—97
《现场设备、工业管道焊接工程施工及验收规范》 GB50236—98
《压力管道安全管理与监察规定》劳部发(1996)140号
三、施工程序和要求
为了加快工程进度必须加大工艺管道的预制量,缩短管道现场安装时间,这是保证工期,提高工艺管道安装质量的重要措施。
3.1为了提高劳动效率,保证管道安装质量,加快工程进度,拟建管道加工预制场,争取管道安装预制率达70%以上。
3.2以管线单线图为主进行预制,每个管号由自由段和封闭段组成,预制前要全面考虑,预制的应是自由段,封闭段必须在自由段放置至安装位置,经实测安装尺寸后再进行加工预制,封闭段必须在管道预制前,按照单线图选择确定。
3.3采用机械化施工,加快安装进度。
3.4装置区工艺管道的安装程序是先高后低,先大(口径)后小(口径),先设备附属管线后一般管线。
对于塔管应在地面试压合格后再行安装。
3.5在总体计划中要适当安排公用工程管道安装,使之为工艺管道吹扫,冲洗创造条件,为管道试压提供水源和气源。
3.6管道安装施工程序
管道施工程序图
施工准备阶段
图纸会审,设计交底
→
编制材料计划
↓
↓
焊接工艺评定
→
编制管道施工方案
→
管道组成件焊材阀门检验
↓
↓
焊工考核,培训
材料领用
管
道
予
制
阶
段
↓
管子除锈,涂底漆
↓
管段下料
↓
坡口加工
↓
组对,点焊
↓
焊 接
↓
焊缝外观检验,编号
←
——←——↑
↓
焊缝返修
焊缝射线探伤
—
——→——↑
管架预制
→
←
阀门试压
↓
现
场
安
装
阶
段
↓
管段、阀门、管架运输
↓
管道自由段组对、点焊
↓
自由段焊接
封闭段尺寸实测
↓
↓
封闭段组对焊接
←
封闭段加工
↓
焊缝外观检查
←
↓
焊缝返修
焊缝射线探伤
→
↓
试压前资料审查,现场检查
↓
管道系统试压
↓
管道系统吹洗
↓
管道系统泄漏试验
↓
↓
↓
保护层预制
→
管道防腐
地埋隐蔽
↓
交工验收阶段
↓
中间交接
↓
整理交工资料
↓
交工验收
四、管道组成件检验
4.1管道组成件包括管子、管件、法兰、阀门、补偿器、安全装置等和管道支承件必须具有制造厂的质量证明书和合格证,其质量不得低于国家现行标准规定。
4.2管道组成件和管道支承件的材质,规格,型号和质量应符合设计文件的规定,并按国家标准进行外观检查,不合格者不得使用。
管子的外观检查应符合下列规定:
(1) 无裂纹、缩孔、夹渣、折叠等缺陷;
(2) 锈蚀、凹痕、机械损伤深度不能超过允许壁厚负偏差;
(3) 螺纹密封面、坡口、加工精度应达到设计标准要求;
(4) 有产品标识。
4.3设计文件有高温冲击值要求的材料,产品质量证明书中应有高温冲击值,否则应按规定进行补项试验。
4.4管子质量证明书应包括以下内容:
(1) 产品标准号;
(2) 钢的牌号;
(3) 炉罐号、批号、交货状态,重量和件数;
(4) 品种名称、规格和质量等级;
(5) 产品标准中规定的各项检验结果;
(6) 制造厂检验印记。
4.5阀门检验。
(1) 阀门外观不得有裂纹、氧化皮、疏松及拈砂等影响强度的缺陷。
(2) 易燃有毒工艺管道阀门在安装前应逐个进行液体压力试验,试验压力为公称压力的1.5倍,停压5分钟以壳件和填料无渗漏为合格。
(3) 易燃有毒工艺管道、阀门应逐个进行密封试验,试验压力为公称压力,停压5分钟,以阀瓣密封面不漏为合格。
(4) 输送设计压力大于1MPa或设计压力小于1MPa,但设计温度大于186℃的非可燃流体,无毒流体管道阀门,在安装前按
(2)、(3)条进行压力试验和密封试验。
(5)输送设计压力P≤1MPa,温度-29℃≤186℃的非易燃、无毒流体管道阀门,应从每批中抽查10%,且不得少于1个进行压力试验和密封试验,当不合格时,应加倍抽查,若仍不合格时,该批阀门不得使用。
(6)公称压力小于1Mpa,且公称直径大于或等于600mm的闸阀,可不单独进行水压试验和闸板密封试验,水压试验在系统试压进行,密封试验可用色印法检验。
(7)安全阀应按设计文件规定的开启压力进行调试,调压时压力应平稳,启闭试验不得小于3次。
(8)试压合格阀门,应做出标记并填写阀门试压记录。
(9)试压合格阀门应排尽内部积水并吹干。
4.6其它管道组成件及管道支撑件
4.6.1对管道组成件产品质量证明书应进行核对,且下列项目应符合设计文件规定,规格、型号、质量及材质。
4.6.2管件外表面应有规格、材料、批量等标识,并与质量文件相符,否则不得使用。
4.6.3管件外表面不得有裂纹,外观应光滑,无氧化皮,表面其他缺陷不得超过产品标准允许深度,焊接管件焊缝成形应良好,无表面缺陷,且与母材圆滑过渡。
4.6.4螺栓、螺母螺纹应完整,无划痕、毛刺等缺陷,加工精度应符合产品要求,配合应良好无松动和卡涩现象。
4.6.5密封垫片应按产品标准抽样检查验收,每批不得少于一件,缠绕垫片不得有松散、翘曲现象,垫片表面不得有影响密封性能伤痕、空隙、凸凹不平等缺陷。
4.6.6法兰密封面金属垫片不得有径向划痕。
4.7管道组成件的保管和标记移植
管道组成件在施工过程中应妥善保管,不得损坏和混淆色标,或标记应明显清晰,管子下料时必须做好标记移植。
暂时不能安装的管子应封闭管口。
4.8焊材检验及保管
(1)所有焊材应具有质量证明书,焊条药皮不得脱落或有明显裂纹,焊丝在使用前应清除其表面油污和锈蚀。
(2)焊条应符合标准规定,
(3)弧焊氩气纯度不应低于99.95%。
(4)焊材选用必须符合设计和有关标准规定。
五、预制及安装
5.1预制
5.1.1管道预制宜按管道单线图施行,自由管段和封闭管段要选择合理,封闭管段需待自由管段现场安装后,按实际测量尺寸加工予制。
5.1.2管子切割前应移植原有标记。
5.1.3下料
5.1.3.1碳钢管宜采用机械方法切割。
当采用氧--乙炔火焰切割时,必须保证尺寸正确,且切口表面应用砂轮修磨平整。
5.1.3.2镀锌管宜用钢锯或其它方法机械加工。
5.1.3.3管子切口质量应符合下列规定:
(1) 切口表面应平整、无裂纹、重皮、毛刺、凸凹、缩口、熔渣、氧化物、铁屑等。
(2) 切口端面倾斜偏差不应大于管外径的1%,且不超过3mm。
5.1.4自由段和封闭段加工尺寸允许偏差应符下表规定:
单位:
mm
项 目
允许偏差
长 度
自由管段
封闭管段
±10
±1.5
法兰面与管中心垂直度
DN<100
0.50
0.50
100≤DN≤300
1.0
1.0
DN>300
2.0
2.0
法兰螺栓孔对于水平度
±1.6
±1.6
5.1.5管道预制的组对、焊接、检验见本方案以下有关部份。
5.1.6碳钢管子在下料前应进行涂底漆防腐,除锈根据设计要求采用喷砂除锈方法,涂漆种类根据设计要求,但距坡口30mm距离范围内不涂漆,涂漆前管道材质应做标记移植,镀锌管不涂漆。
5.1.7预制完毕管段应将管内清理干净,并应及时封闭管口。
5.1.8预制管制焊口应注明管号、焊口号、焊工号及外观检验结果和无损探伤标记。
5.1.9管段预制后应妥善保管,运输,搬运过程中不得损伤。
5.2管道安装
5.2.1预制管道应按管道系统号(管号)和顺序号进行安装。
安装前应清除管内异物、铁锈等杂质。
5.2.2管道安装时应检查法兰密封面和密封垫片,不得有影响密封性能的划痕,斑点等缺陷。
5.2.3当大直径垫片需要拼接时,应当采用斜口搭接或迷宫式拼接,不得平口对接。
5.2.4法兰连接应与管道同心,应保证螺栓自由穿入,法兰螺孔应跨中,法兰间应保持平行,其偏差不得大于法兰外径的1.5‰,且不得大于2mm,不得用强紧螺栓方法消除歪斜。
5.2.5法兰连接应使用同一规格螺栓,安装方向应一致,螺栓紧固后应与法兰紧贴,不得有楔缝,需加垫圈时,每个螺栓不能超过1个,紧固后螺栓、螺母宜齐平。
5.2.6螺栓、螺母应涂以二硫化钼油脂或石墨机油。
5
 升级会员
升级会员 