预焊接工艺规程pWPS115.docx
《预焊接工艺规程pWPS115.docx》由会员分享,可在线阅读,更多相关《预焊接工艺规程pWPS115.docx(70页珍藏版)》请在冰豆网上搜索。
预焊接工艺规程pWPS115
NB/T47014-2011预焊接工艺规程(pWPS)
单位名称:
Fabricator:
预焊接工艺规程编号:
pWPS16-01HP日期:
2016.01.22
pWPSNoDate
焊接工艺评定报告编号:
PQR16-01HP
PQRNo
焊接方法:
钨极氩弧焊打底/焊条电弧焊填充盖面机械化程度(手工、半自动、自动):
手工
WeldingMethodExtentofmechanization(Manual、SemiAuto、Automation)
焊接接头:
WeldingJoint
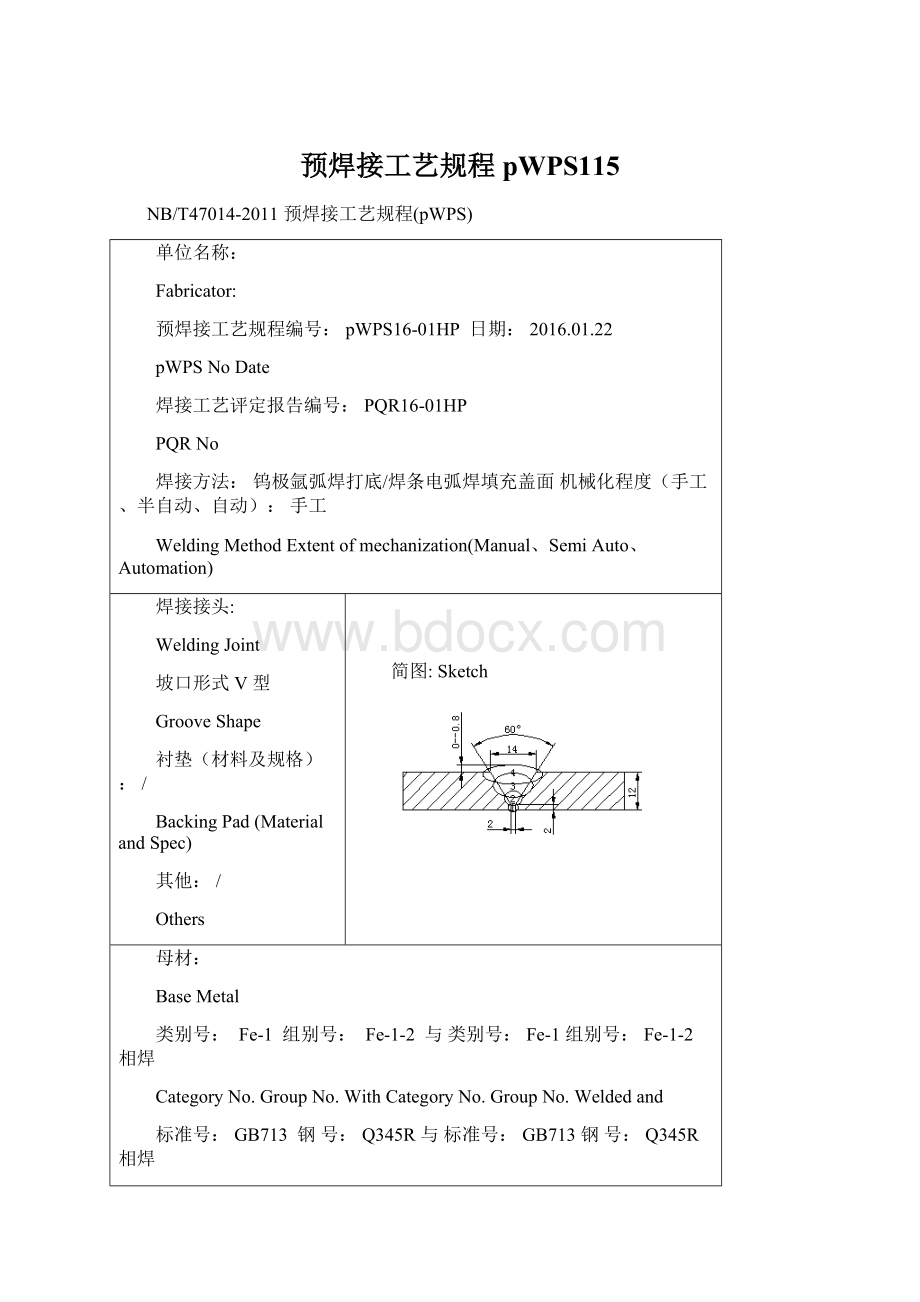
坡口形式V型
GrooveShape
衬垫(材料及规格):
/
BackingPad(MaterialandSpec)
其他:
/
Others
简图:
Sketch
母材:
BaseMetal
类别号:
Fe-1组别号:
Fe-1-2与类别号:
Fe-1组别号:
Fe-1-2相焊
CategoryNo.GroupNo.WithCategoryNo.GroupNo.Weldedand
标准号:
GB713钢号:
Q345R与标准号:
GB713钢号:
Q345R相焊
StandardNo.SteelBrandWithStandardSteelBrandWelded
厚度范围:
Thickness
母材:
对接焊缝(mm)5≤T≤24mm角焊缝(mm)/
BaseMetal:
ButtweldFilletweld
管子直径范围:
对接焊缝(mm)/角焊缝(mm)/
TubeDiameter:
ButtweldFilletweld
管子壁厚范围:
对接焊缝(mm)/角焊缝(mm)/
TubeWallThickness:
ButtweldFilletweld
焊缝金属厚度范围:
对接焊缝(mm)0-24mm角焊缝(mm)/
WeldMetalThickness:
ButtweldFilletweld
其他:
/
Others
焊接材料:
WeldingMaterial
焊材类别W.M.Category
焊丝
焊条
焊材标准W.M.Standard
NB/T47018.3
NB/T47018.2
填充金属尺寸FillerMetalDimension
∮2.5
∮4.0
焊材型号W.M.Type
ER50-6
E5016
焊材牌号W.M.Brand
/
J506
填充金属类别FillerMetalCategory
FeS-1-2
FeT-1-2
其他Others
/
/
耐蚀堆焊金属化学成分(%)
ChemicalCompositionOfCorrosionResistantOverlayWeldMetal(%)
焊材牌号W.M.Brand
C
Si
Mn
P
S
Cr
Ni
Mo
Cu
H10MnSi
0.087
0.63
0.99
0.014
0.016
0.022
0.009
/
0.11
J506
0.058
0.45
0.98
0.018
0.009
0.023
0.019
0.010
/
其他Others/
NB/T47014-2011预焊接工艺规程(pWPS)
焊接位置:
PositionOfWelding
对接焊缝的位置1G
PositionOfButtWeldFlatness
焊接方向(向上、向下)/
DirectionOfWelding(Upward,Downward)
角焊缝位置/
PositionOfFilletWeld
焊接方向(向上、向下)/
DirectionOfWelding(Upward,Downward)
焊后热处理
PWHT
温度范围(℃)/
TemperatureRegion
保温时间(h)/
TimeHold
预热:
Preheating
预热温度(℃)/
PreheatingT
层间温度(℃)250
InterpassT
保持预热时间/
PreheatingTimeHold
加热方式/
HeatingMethod
保护气体:
ShieldingGas
气体种类混合比流量(L/min)
GasCategocyMixtureFlowRate
保护气Ar99.9910
SG
尾保气///
TSG
背保气///
BSG
电特性ElectricPower
电流种类WeldingCurrent(A)直流(DC)极性Polarity正接(EN)反接(EP)
焊接电流范围(A)WeldingCurrent(A)120--160电弧电压(V)ArcVotage(V)24--26
焊道/焊层
WeldPass
WeldLayer
焊接方法
Welding
Method
填充材料FillerMetal
焊接电流
电弧电压(V)
ArcVotage
焊接速度(cm/min)
WeldingSpeed
线能量
(KJ/cm
HeatInput
型号
Type
牌号
Brand
直径
D.
极性Polarity
电流(A)
AMP.RANGE
1
GTAW
ER50-6
/
2.0
DCEN
120-140
11-13
10-12
5.3-8.7
2
SMAW
E5016
J506
4.0
DCEP
140-160
24-26
14-16
10.1-14.3
3
SMAW
E5016
J506
4.0
DCEP
140-160
24-26
12-14
11.5-16.6
4
SMAW
E5016
J506
4.0
DCEP
140-160
24-26
12-14
11.5-16.6
钨极类型及直径铈钨极Ф3.0喷嘴直径(mm)Ф8-Ф10
TungstenElectrodeTypeandD.SprayNozzleD.
熔滴过渡形式/焊丝送丝速度(cm/min)11-16
DropletTransferModeWireFeedRate
技术措施Technicalmeasure
摆动焊或不摆动焊:
/摆动参数:
/
WeaveBeadWeldingOrNonweaveBeadWeldingWeaveBeadParameter
焊前清理和层间清理:
清理(刷或磨)背面清根方法:
/
PreweldCleaningAndInterpassCleaningSingleWireOrMultiWire
单道焊或多道焊:
多道焊单丝或多丝焊:
单丝焊
SinglePassWeldingOrMulti-passWeldingSingleWireOrMultiWire
导电嘴至工件距离:
/锤击:
/
ContactTipToWeldPartDistanceHammerBeat
其他:
Others环境温度>15℃相对湿度<90%
编制/日期
PreparedBy&Date
2016.01.22
审核/日期
ReviewedBy&Date
2016.01.22
批准/日期
ReviewedBy&Date
2016.01.22
NB/T47014-2011预焊接工艺规程(pWPS)
单位名称:
Fabricator:
焊接工艺指导书:
/日期:
2016.01.22
WPSNoDate
焊接工艺评定报告编号:
pWPS16-02HP
PQRNo
焊接方法:
钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动):
手工
WeldingMethodExtentofmechanization(Manual、SemiAuto、Automation)
焊接接头:
WeldingJoint
坡口形式V型
GrooveShape
衬垫(材料及规格):
/
BackingPad(MaterialandSpec)
其他:
/
Others
简图:
Sketch
母材:
BaseMetal
类别号:
Fe-8组别号:
Fe-8-1与类别号:
Fe-8组别号:
Fe-8-1相焊
CategoryNo.GroupNo.WithCategoryNo.GroupNo.Weldedand
标准号:
GB24511钢号:
06Cr19Ni10与标准号:
GB24511钢号:
06Cr19Ni10相焊
StandardNo.SteelBrandWithStandardSteelBrandWelded
厚度范围:
8mm
Thickness
母材:
对接焊缝(mm)8mm角焊缝(mm)不限
BaseMetal:
ButtweldFilletweld
管子直径范围:
对接焊缝(mm)/角焊缝(mm)/
TubeDiameter:
ButtweldFilletweld
管子壁厚范围:
对接焊缝(mm)/角焊缝(mm)/
TubeWallThickness:
ButtweldFilletweld
焊缝金属厚度范围:
对接焊缝(mm)8mm角焊缝(mm)/
WeldMetalThickness:
ButtweldFilletweld
其他:
/
Others
焊接材料:
WeldingMaterial06Cr19Ni10
焊材类别W.M.Category
焊丝
/
焊材标准W.M.Standard
NB/T47018.3
/
填充金属尺寸FillerMetalDimension
∮2.0
/
焊材型号W.M.Type
/
/
焊材牌号W.M.Brand
H08Cr21Ni10Si
/
其他Others
/
/
耐蚀堆焊金属化学成分(%)
ChemicalCompositionOfCorrosionResistantOverlayWeldMetal(%)
焊材牌号W.M.Brand
C
Si
Mn
P
S
Cr
Ni
Mo
Cu
H08Cr21Ni10Si
0.013
0.52
2.18
0.018
0.011
19.87
9.80
0.02
0.02
其他Others/
NB/T47014-2011预焊接工艺规程(pWPS)
焊接位置:
PositionOfWelding
对接焊缝的位置1G
PositionOfButtWeldFlatness
焊接方向(向上、向下)/
DirectionOfWelding(Upward,Downward)
角焊缝位置/
PositionOfFilletWeld
焊接方向(向上、向下)/
DirectionOfWelding(Upward,Downward)
焊后热处理
PWHT
温度范围(℃)/
TemperatureRegion
保温时间(h)/
TimeHold
预热:
Preheating
预热温度(℃)20
PreheatingT
层间温度(℃)100
InterpassT
保持预热时间/
PreheatingTimeHold
加热方式/
HeatingMethod
保护气体:
ShieldingGas
气体种类混合比流量(L/min)
GasCategocyMixtureFlowRate
保护气Ar99.998--15
SG
尾保气///
TSG
背保气///
BSG
电特性ElectricPower
电流种类WeldingCurrent(A)直流(DC)极性Polarity正接(EN)
焊接电流范围(A)WeldingCurrent(A)120--180电弧电压(V)ArcVotage(V)14--16
焊道/焊层
WeldPass
WeldLayer
焊接方法
Welding
Method
填充材料FillerMetal
焊接电流
电弧电压(V)
ArcVotage
焊接速度(cm/min)
WeldingSpeed
线能量
(KJ/cm
HeatInput
型号
Type
牌号
Brand
直径
D.
极性Polarity
电流(A)
AMP.RANGE
1
GTAW
/
H08Cr21Ni10Si
2.0
DCEN
100-120
16-20
8-12
≤16
2
GTAW
/
H08Cr21Ni10Si
2.0
DCEN
150-180
16-20
12-14
≤16
3
GTAW
/
H08Cr21Ni10Si
2.0
DCEN
150-180
16-20
10-12
≤16
钨极类型及直径铈钨极∮2.5喷嘴直径(mm)∮12--∮16
TungstenElectrodeTypeandD.SprayNozzleD.
熔滴过渡形式/焊丝送丝速度(cm/min)/
DropletTransferModeWireFeedRate
技术措施Technicalmeasure
摆动焊或不摆动焊:
/摆动参数:
/
WeaveBeadWeldingOrNonweaveBeadWeldingWeaveBeadParameter
焊前清理和层间清理:
刷或磨背面清根方法:
修磨
PreweldCleaningAndInterpassCleaningSingleWireOrMultiWire
单道焊或多道焊:
多道焊单丝或多丝焊:
单丝焊
SinglePassWeldingOrMulti-passWeldingSingleWireOrMultiWire
导电嘴至工件距离:
/锤击:
/
ContactTipToWeldPartDistanceHammerBeat
其他:
Others环境温度>0℃相对湿度<90%
编制/日期
PreparedBy&Date
2016.01.22
审核/日期
ReviewedBy&Date
2016.01.22
批准/日期
ReviewedBy&Date
2016.01.22
NB/T47014-2011预焊接工艺规程(pWPS)
单位名称:
Fabricator:
J
焊接工艺指导书:
/日期:
2016.01.22
WPSNoDate
焊接工艺评定报告编号:
pWPS16-03HP
PQRNo
焊接方法:
钨极氩弧焊打底/焊条电弧焊盖面机械化程度(手工、半自动、自动):
手工
WeldingMethodExtentofmechanization(Manual、SemiAuto、Automation)
焊接接头:
WeldingJoint
坡口形式V型
GrooveShape
衬垫(材料及规格):
/
BackingPad(MaterialandSpec)
其他:
/
Others
简图:
Sketch
母材:
BaseMetal
类别号:
Fe-1组别号:
Fe-1-2与类别号:
Fe-8组别号:
Fe-8-1相焊
CategoryNo.GroupNo.WithCategoryNo.GroupNo.Weldedand
标准号:
GB713钢号:
Q345R与标准号:
GB24511钢号:
06Cr19Ni10相焊
StandardNo.SteelBrandWithStandardSteelBrandWelded
厚度范围:
8mm
Thickness
母材:
对接焊缝(mm)8mm角焊缝(mm)不限
BaseMetal:
ButtweldFilletweld
管子直径范围:
对接焊缝(mm)/角焊缝(mm)/
TubeDiameter:
ButtweldFilletweld
管子壁厚范围:
对接焊缝(mm)/角焊缝(mm)/
TubeWallThickness:
ButtweldFilletweld
焊缝金属厚度范围:
对接焊缝(mm)8mm角焊缝(mm)/
WeldMetalThickness:
ButtweldFilletweld
其他:
/
Others
焊接材料:
WeldingMaterialQ345R/06Cr19Ni10
焊材类别W.M.Category
焊丝
焊条
焊材标准W.M.Standard
NB/T47018.3
NB/T47018.2
填充金属尺寸FillerMetalDimension
∮2.0
∮4.0
焊材型号W.M.Type
E309-16
/
焊材牌号W.M.Brand
H12Cr24Ni13
A302
其他Others
/
/
耐蚀堆焊金属化学成分(%)
ChemicalCompositionOfCorrosionResistantOverlayWeldMetal(%)
焊材牌号W.M.Brand
C
Si
Mn
P
S
Cr
Ni
Mo
Cu
H12Cr24Ni13
0.052
0.58
1.82
0.024
0.006
23.62
12.9
0.02
0.03
A302
0.037
0.894
1.281
0.023
0.013
23.97
12.84
0.264
0.023
其他Others/
NB/T47014-2011预焊接工艺规程(pWPS)
焊接位置:
PositionOfWelding
对接焊缝的位置1G
PositionOfButtWeldFlatness
焊接方向(向上、向下)/
DirectionOfWelding(Upward,Downward)
角焊缝位置/
PositionOfFilletWeld
焊接方向(向上、向下)/
DirectionOfWelding(Upward,Downward)
焊后热处理
PWHT
温度范围(℃)/
TemperatureRegion
保温时间(h)/
TimeHold
预热:
Preheating
预热温度(℃)/
PreheatingT
层间温度(℃)100
InterpassT
保持预热时间/
PreheatingTimeHold
加热方式/
HeatingMethod
保护气体:
ShieldingGas
气体种类混合比流量(L/min)
GasCategocyMixtureFlowRate
保护气Ar99.9910
SG
尾保气///
TSG
背保气///
BSG
电特性ElectricPower
电流种类WeldingCurrent(A)直流(DC)极性Polarity反接(EP)
焊接电流范围(A)WeldingCurrent(A)110--160电弧电压(V)ArcVotage(V)24--26
焊道/焊层
WeldPass
WeldLayer
焊接方法
Welding
Method
填充材料FillerMetal
焊接电流
电弧电压(V)
ArcVotage
焊接速度(cm/min)
WeldingSpeed
线能量
(KJ/cm
HeatInput
型号
Type
牌号
Brand
直径
D.
极性Polarity
电流(A)
AMP.RANGE
1
GTAW
E309-16
H12Cr24Ni13
2.0
DCEP
120-140
26-30
10-12
≤19
2
SMAW
E309-16
A302
4.0
DCEP
140-160
24-26
14-16
≤18
3
SMAW
E309-16
A302
4.0
DCEP
160-180
24-26
12-14
≤19
钨极类型及直径/喷嘴直径(mm)/
TungstenElectrodeTypeandD.SprayNozzleD.
熔滴过渡形式/焊丝送丝速度(cm/min)/
DropletTransferModeWireFeedRate
技术措施Technicalmeasure
摆动焊或不摆动焊:
/摆动参数:
/
WeaveBeadWeldingOrNonweaveBeadWeldingWeaveBeadParameter
焊前清理和层间清理:
刷或磨背面清根方法:
修磨
PreweldCleaningAndInterpassCleaningSingleWireOrMultiWire
单道焊或多道焊:
多道焊+单道焊单丝或多丝焊:
/
SinglePassWeldingOrMulti-passWeldingSingleWireOrMultiWire
导电嘴至工件距离:
/锤击:
/
ContactTipToWeldPartDistance
 升级会员
升级会员 