厚度和硬度.doc
《厚度和硬度.doc》由会员分享,可在线阅读,更多相关《厚度和硬度.doc(4页珍藏版)》请在冰豆网上搜索。
加工硬化层的力学性能与金属基体深处是不同的。
理论上认为表面薄层的厚度是由机加工方法决定的,可由十几nm到百分之几至十分之几mm。
表面层的物理——机械性能表现在它的硬度,组织变化和相变、残余应力的方向,大小和分布情况以及材料晶格的畸变等方面。
零件表面层的物理——机械性能主要由在加工区内发生弹性和塑性变形以及热的作用引起。
在机加工过程中,上表面层因承受很大的塑性变形而发生硬化,使表层硬度增高,并在表面层内产生内应力。
也就是说金属的最上层的薄表面层由于力和热的共同作用而使晶粒的晶格发生严重畸变(非晶格状态),破碎的晶粒下面即为金属硬化层,再往下为过渡区,硬化层与原有金属相交错,再深处便是原有组织。
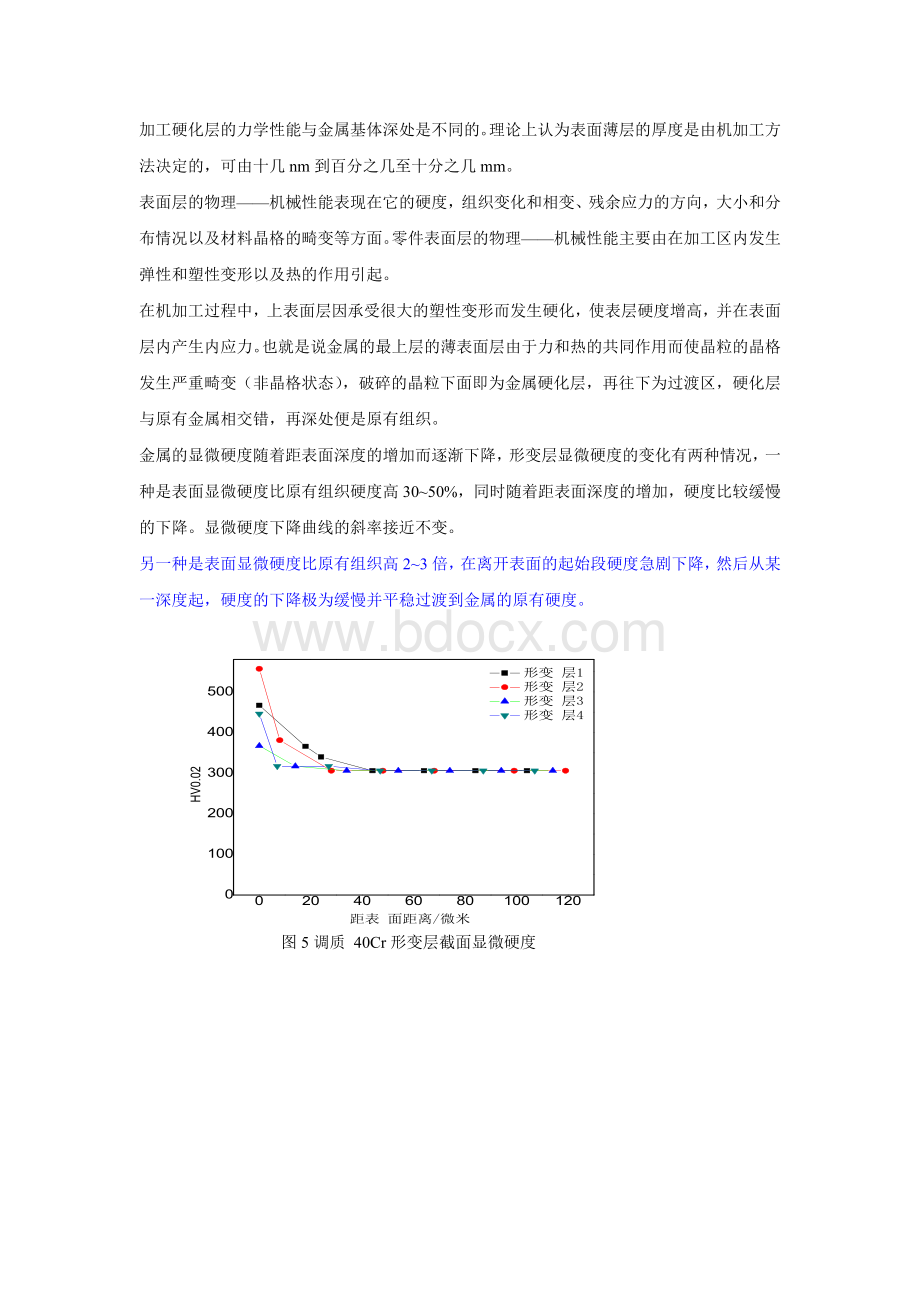
金属的显微硬度随着距表面深度的增加而逐渐下降,形变层显微硬度的变化有两种情况,一种是表面显微硬度比原有组织硬度高30~50%,同时随着距表面深度的增加,硬度比较缓慢的下降。
显微硬度下降曲线的斜率接近不变。
另一种是表面显微硬度比原有组织高2~3倍,在离开表面的起始段硬度急剧下降,然后从某一深度起,硬度的下降极为缓慢并平稳过渡到金属的原有硬度。
图5调质40Cr形变层截面显微硬度
硬化层的深度及其强化程度与机加工条件有关系。
在机加工的过程有两种对立的过程,即硬化过程和同时发生消硬化(软化)的过程在相互作用,硬化是由于切削力作用形成了加工硬化层,并与切削压力成正比;而同时发生消硬化则是在切削区内由于温度的升高促使发生回复和再结晶;强度好的金属和脆性金属的硬化程度要比强度较差的和韧性金属的硬化程度低些。
通常在加工强度好的金属时,温度一般要高的多。
对硬化的深度和程度有较大影响的因素是机加工速度,进给量,刀具的钝化程度,其次是刀具的几何形状和切削深度。
这些因素本质上影响了切削力的大小和热量的产生。
如果切削力增大,则对表面的强化是有利的。
残余压应力可以使已加工表面的显微硬度提高1.3~1.45倍。
加工时间增加硬度提高
研磨速度增大,可以促使在形成表面层时的塑性变形率增大,这样就导致表面层显微硬度的提高。
冷硬深度与行程次数以及进给量有关系随着行程次数的增加冷硬层的深度增加。
随着速度的增加,高温对零件表面层的作用时间减少,因此表面的加热随之降低,由于相变而形成的软化(强化)作用也减轻了;另一方面,速度的增加使刀具与工件摩擦时产生的热量增高,通过这两种原因的共同作用
工艺
刀具直径/mm
形变层
转速
n/(r/min)
切削速度v/(m/min)
进给量f/mm
背吃刀量ap/mm
刀具
铣削
X1
100
1
475
2.5
0.38
0.1
正前角,
2-4°后角
X2
2
600
3.2
0.48
0.5
负前角
磨削
M1
400
3
1900
40
0.01
冷却
M2
4
3800
80
0.1
冷却
40Cr
工艺
形变层
表面硬度/HV
深度/μm
铣削
形变层1
467
44
形变层2
557
29
磨削
形变层3
367
34
形变层4
446
45
对于铣削工艺,x2工艺的转速,进给量,背吃刀量和切削速度均大于x1工艺,本质上导致切削力的增大,对表面的强化有利。
另外切削速度的增大随着速度的增加,高温对零件表面层的作用时间减少,因此表面的加工热量随之降低,由于相变而形成的软化(强化)作用也减轻了;
对于磨削工艺,研磨速度增大,可以促使在形成表面层时的塑性变形率增大,这样就导致表面层显微硬度的提高。
所以M2工艺的磨削速度大于M1工艺的表面硬度也会提高,磨削的过程中会产生大量的热,发生回复与再结晶,使组织软化所以磨削工艺的表面显微硬度均低于铣削工艺的显微硬度。
45钢
形变层
表面硬度/HV
深度/μm
形变层1
501
45
形变层2
553
62
形变层3
447
36
形变层4
605
41
45钢的和40Cr的呈现出相同的规律
但是由于45钢的强度较40Cr的低,强度好的金属和脆性金属的硬化程度要比强度较差的和韧性金属的硬化程度低些。
这是因为通常在加工强度好的金属时,温度一般要高的多。
所以产生更多的热量导致回复与再结晶。
 升级会员
升级会员 