TP微生物技术手册05年.docx
《TP微生物技术手册05年.docx》由会员分享,可在线阅读,更多相关《TP微生物技术手册05年.docx(15页珍藏版)》请在冰豆网上搜索。
TP微生物技术手册05年
第一章概念介绍
一、概念
AQL值:
即为可接受质量水平/最大可接受坏包率(如1:
10,000即生产10,000包产品最多只能出现一个坏包)
D值:
细菌营养体的量减少到原来的十分之一所用的时间
Z值:
微生物反应时间减至原来的十分之一所需要提高的温度
Q10:
灭菌温度提高10℃,反应速度提高倍数
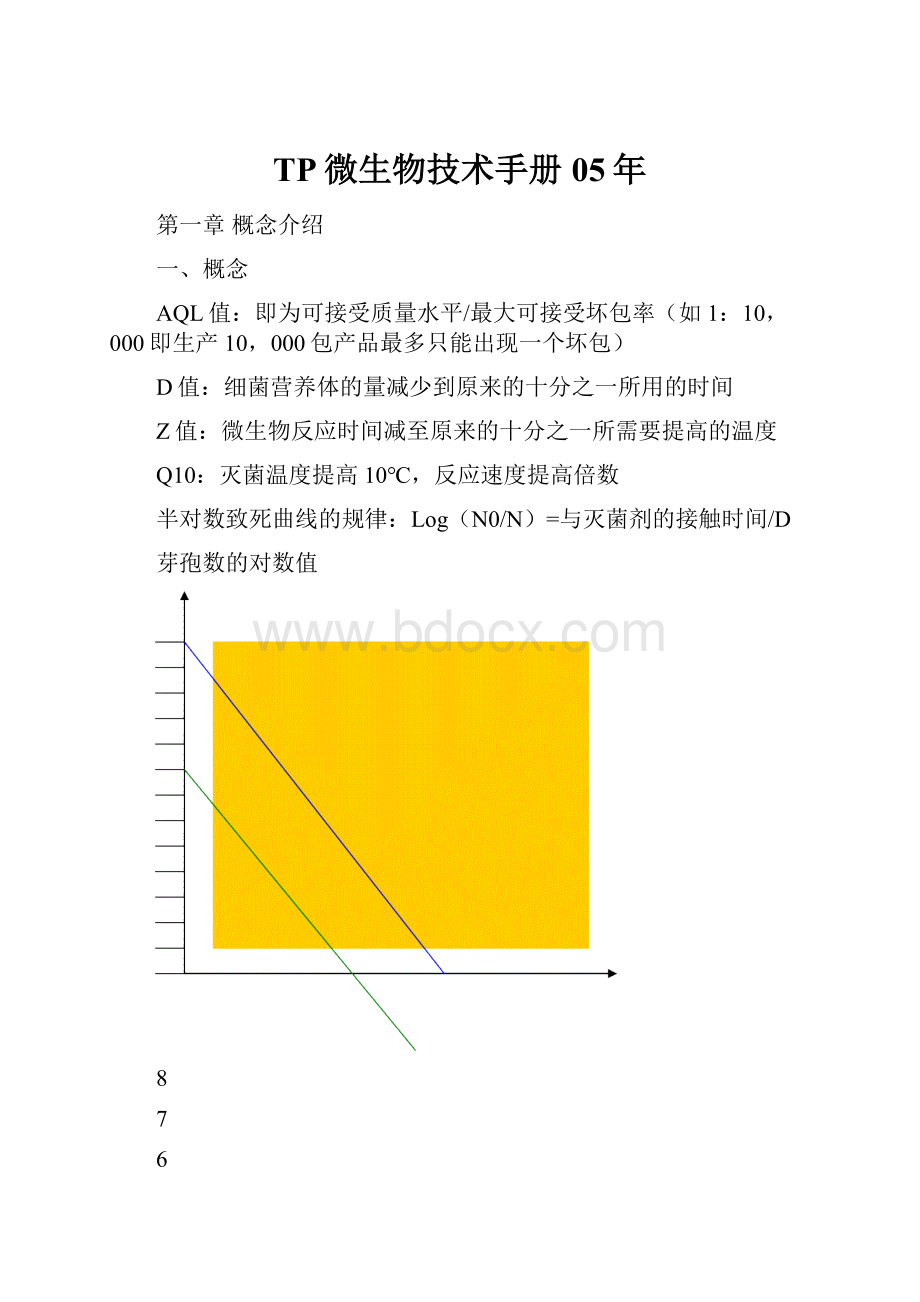
半对数致死曲线的规律:
Log(N0/N)=与灭菌剂的接触时间/D
芽孢数的对数值
8
7
6
5
4
3
2
1
与灭菌剂的接触时间
灭菌效率:
UHT:
109UHT100=1,灭菌效率达9D
第二章产品中的微生物
微生物通常被分为几类:
原生动物,藻类,真菌类(霉菌酵母),细菌和病毒。
在无菌加工技术中,原生动物,藻类和病毒都不常见。
一、霉菌
霉菌是微生物中的一个大群,霉菌在环境很恶劣的条件下任可以生长,它们可以耐受pH值为2-12的环境,很低的水分活度(aw),适宜水分活度在0.65-0.6之间,霉菌是好氧的微生物,适宜的生长温度为25℃。
霉菌有典型的组织结构。
菌丝很细(直径只有几微米),但很长。
在有氧的条件下,菌丝体会产生特定的结构,(孢子囊),在那里孢子囊可以形成大量的孢子,过一段时间后,孢子会释放到环境中引起大面积的霉菌污染。
霉菌的孢子不是很耐热,也不耐受消毒剂。
在一定的条件下,一些霉菌可以形成相对耐热或耐受消毒剂的孢子(囊孢子,后垣孢子),在果汁加工中存在这个问题。
在利乐包的横封和纵封容易有氧气渗出,容易有霉菌长出。
二、酵母
酵母通常是椭圆形的细胞,直径在3~6um,长度为5~10um,需要的水分活度为0.7,pH值为3-7,可以在10~30℃的温度下生长,有些酵母可以耐受aw=0.6的水活,对养分的需求高于霉菌,酵母是出芽繁殖,在母体酵母上先生出一个芽,芽孢不断长大,最终和母体分开,和芽分离的母体细胞会留有一个疤痕,这限制了母体的繁殖数量,一个酵母细胞最多生长8~10个子细胞。
酵母对氧含量的要求不高,酵母在无氧过程中代谢产生醇类,有氧条件下会产酸。
三、细菌和芽孢
细菌存在于各个地方,对氧气的需求不同,有厌氧的,有好氧的,有兼性细菌,需要少量的氧气,大部分细菌在aW低于0.9时不再繁殖,pH为3-7.5。
细菌有三种基本的形态:
小球状、直杆状、弯杆状。
细菌是通过细胞分裂进行繁殖的,在适宜的条件下,细菌的繁殖速度很快,一个细菌只需要10~15min可以分裂成2个,在实际应用中,可以根据是否形成芽孢,将细菌分为不形成芽孢的细菌,这种细菌利用常规的化学,物理方法就可以杀灭细菌营养体;另一类是形成芽孢的细菌,这些细菌在环境恶劣的情况下会形成休眠的孢子,休眠孢子很耐热且耐受消毒剂,在恶劣的条件下,休眠孢子仍能存活很长时间,休眠程度越深,芽孢对恶劣环境的抵抗力就越强,如果外界环境好,芽孢开始发芽,芽孢从休眠状态变成新的细菌营养体,这是它就可以繁殖。
芽孢发芽的第一步是吸收水分,这时的芽孢对温度比较敏感,普通的超高温就可以杀死。
根据细菌细胞壁不同,可以分为革兰氏阳性菌,细胞壁主要由蛋白质组成;革兰氏阴性菌,细胞壁主要氏脂类。
革兰氏阳性菌比革兰氏阴性菌难以杀灭。
微生物种类繁多,常见的微生物污染来源以及微生物对热的敏感性见表1。
表1微生物污染来源及其热敏性温度
微生物
有效致死温度
污染类型
污染来源
污染症状
芽孢杆菌
>100℃
加工残留
中间产品,设备包材等
pH>6.0,不产气,有苦味,产品中软凝块(乳制品)
放线菌
>90℃
残留/污染
空气,灰尘
有气味(轻微)
乳杆菌
>80℃
污染
奶,悬浮颗粒,人
PH降到2.5,不产气,产酸
链球菌
>80℃
污染
奶,悬浮颗粒,人
PH降到3.5,不产气,产酸
微球菌
>80℃
污染
奶,悬浮颗粒,人
没有变化
肠杆菌科
>75℃
多数污染
奶,人
产气,产酸,有气味,硬凝块
假单孢菌
>65℃
多数污染
水,奶,悬浮颗粒
PH从7.2降到6.0,苦味,鱼腥味
第三章如何检测产品中微生物(取样)
微生物性能测试是对整个生产线无菌性能的测定,一般做法是取指定数量的产品,经过适当的保温后进行坏包(因微生物引起)评估。
最终确定为取样数量、取样过程样品的保温温度、保温时间等方面。
一、取样数量
以AQL值和可信度作为参考,根据泊松分布图,确定合理的取样量。
图中包含的一组C曲线,C值等于AQL的分子值。
举例:
某公司规定的AQL值为1:
1000,在90%的可信度下,在纵坐标上取9(等于90%的可信度),从纵坐标9处画横线和C=1的曲线相交,得X=2.3,根据计算公式N=100×X/AQL值,计算得N(取样量)=2300包。
为了得到准确的数据,取样数量必须要增加,但基于成本的考虑,会做一个折中的方法。
二、取样过程
1.随机取样:
特定的时间间隔(不同的灌装机、操作工、批次等进行组合),衡量各因素的表现,将单个取样获得的结论累计,得出生产线的平均坏包率曲线图。
2.目的取样:
针对风险高发点,开始生产、换包材、改变中间产品、回流、生产结束(根据取样意图设计)。
目的取样含有更高坏包的机会,结果比随机取样缺陷率高,
通常做法时将两种取样方法结合,但统计结果分开,进行累计分析对比。
可以根据曲线得出哪个取样点处的问题最大,从而及时做出改进,避免坏包事件的发生。
三、保温时间和温度的确定
对于确定样品的保温温度,根据细菌繁殖和温度之间的关系:
从上图可以看出,在不确定最适生长温度的情况下,建议将保温温度设定在最适生长温度范围低5℃左右,避免生长进入衰退期影响检测结果。
保温时间的确定:
5-7天的保温时间是费用和安全的折中,延长保温时间可能会延误出现的问题。
3天为底限;芽孢造成的低缺陷率,5天保温是较合适,时间长微生物会死去造成结果不准确。
一般产品保温实验参数:
高酸产品:
6-8d,25-30℃
低酸产品:
5-7d,30-35℃
第四章如何杀灭微生物
一、UHT工艺
超高温处理工艺是适用于液体产品的连续热处理的工艺,首先产品被迅速加热,使其温度迅速达到灭菌温度,在这个温度下经过短暂的保持,然后产品被迅速的冷却。
UHT处理的目的是使产品达到商业无菌。
1.低酸性食品
根据产品的的pH值不同,可以分为低酸性产品和高酸性产品,低酸食品的特征是pH大于4.5/4.6来界定,取决于国家的食品法规的规定,此类的产品中微生物容易生长,繁殖,细菌的芽孢也可以在这种产品中发芽而导致食品变质。
对于低酸产品而言,不仅要杀灭霉菌和酵母细菌营养体,还要杀灭芽孢杆菌和梭状芽孢杆菌。
对于低酸产品典型的超高温处理温度和时间组合为:
130~150℃,通常保持4s。
超高温灭菌工艺对耐热芽孢有一定的灭菌效率(灭菌效率取决于灭菌工艺和芽孢的耐热程度),灭菌后残留取决于以下几个因素:
a灭菌工艺参数
b芽孢数量
c芽孢种类和耐热程度
对超高温灭菌工艺应注意:
a灭菌时间
b灭菌温度
从微生物角度讲,延长时间效果<提高温度效果
2.高酸性食品
高酸性食品pH小于4.5/4.6,这类产品主要有果汁,果汁饮料及饮料,高酸产品相对比较安全,因为:
高酸产品会抑制致病菌的生长,细菌的芽孢不能在高酸的情况下生长,不会导致产品变质,随着pH值的下降,热处理的灭菌效果会增加,这样,只要较低的温度就可以使产品达到商业无菌。
果汁中的有机酸可以显著降低腐败微生物的耐热性。
导致高酸产品变质的微生物主要的霉菌、酵母和一些细菌(乳杆菌,链球菌)。
对于高酸产品而言,只要杀死酵母霉菌和一些细菌的营养体就可以达到商业无菌了。
热处理温度不高,一般85~95℃,30~15的保持时间,有时需要几分钟,就可以达到要求。
但对于番茄的产品,需要很高的处理温度,通常需要超过100℃。
表2各种水果和果汁的pH值
产品
pH
苹果汁
3.3~3.5
橙汁
3.0~4.0
柠檬汁
2.2~2.6
葡萄汁
3.3~4.5
番茄汁
3.9~3.7
菠萝汁
3.4~3.7
柚子汁
2.9~3.4
黑莓
3.0~4.2
蓝莓
2.5~2.7
提子汁
3.6~4.0
越桔汁
3.0
除了UHT工艺之外,设备的灭菌,灌装机的灭菌和包材灭菌也同样重要。
二、无菌的充填环境
无菌环境的形成主要有两个方面,一为灭菌,二为保持。
灭菌前对设备进行有效清洗,对设备的灭菌可以用加热法和加热+化学法,较常用蒸汽和热空气结合的方法来灭菌。
无菌环境的保持主要采用无菌正压空气来使无菌环境免受外界的污染。
无菌空气采用超细过滤法(过滤粒径大于0.3um的颗粒)和煅烧法(达到340℃),加热后的高温空气可以用水冷却或能量回收进行预热进风。
三、包装的完整性及其检查方法
1.生产密闭的包装依靠几个方面:
1)正确的顶部和底部封合(横封)
2)密封的纵向封合
3)完好的包材结构
2.检查包装完整性的方法:
1)染色实验
2)包材中氧含量增加检查
3)电导检查
4)撕扯试验
从微生物的角度讲,包材纸层中水分少,不易出现革兰氏阴性菌,革兰氏阴性菌存活需要一定的水分,阴性菌容易产气。
霉菌、放线菌、芽孢杆菌、微球菌不产气,导致产品产生酸包的现象。
四、包装材料灭菌
(一)灭菌剂
考虑到氯化物对不锈刚材质有腐蚀作用,UHT灭菌系统最常用灭菌剂是双氧水(H2O2),一般采用浓度为30%-50%的双氧水,浓度过高,难以去除,当浓度高于60%时H2O2的会发生自动分解。
灭菌效率和双氧水在产品中的残留成为关注的问题。
灭菌效率取决于温度。
影响灭菌效果因素有化学处理、接触温度、接触时间等。
在UHT灭菌机使用双氧水灭菌对包材灭菌时,注意不要与酒精混合,否则容易发生爆炸。
(针对操作人员在装纸后,为了消毒用酒精消毒手,注意消毒酒精的浓度和消毒次数)要达到较佳的灭菌效果,可以使用50%浓度的双氧水,该浓度的双氧水温度80℃以上时,可以杀灭最耐热的芽孢杆菌。
低浓度的双氧水(<0.5%或更低〉的灭菌效率在结合紫外线照射的情况下可以得到显著提高。
霉菌的孢子,细菌营养体和酵母菌细胞的耐受性不强,在较低的温度下就可以被双氧水杀灭,对于较耐热又耐受双氧水的枯草芽孢杆菌,也可以被杀灭。
枯草芽孢杆菌的芽孢的D值在双氧水浓度升高和温度升高时迅速减少。
见表3。
表3枯草芽孢杆菌的D值
枯草芽孢杆菌达到4D灭菌效果所需要的时间,见表4。
表4不同温度下不同浓度H2O2下灭菌效果
肉毒梭状芽孢杆菌在35%的双氧水环境下比枯草芽孢杆菌更容易杀灭。
以35%双氧水为例,在不同温度下杀灭106芽孢所需要的时间见表5。
表5不同芽孢杆菌在不同的温度下的灭菌效率达6D需要的时间
(二)H2O2的残留
美国的法律规定:
残留量
风味
<0.2vppm
必须达到
>50vppm
苦味、涩味
第五章UHT工艺和无菌灌装中微生物的应用
UHT工艺可以达到商业无菌的要求,但要达到完全无菌的要求是不能的。
化学反应的Q10值为2~3,对于芽孢的杀灭会较高,通常在8~30,温度升高,微生物的杀灭效率>高温灭菌造成的化学变化。
在相同的灭菌效率下,灭菌温度越高,产品的化学变化就越小。
对于给定的产品,可以用公式:
灭菌残留=工艺参数+微生物负荷
一般将带有包材灭菌系统的灌装机称为无菌灌装,超高温灭菌和化学灭菌对一般的微生物和特定的细菌芽孢的灭菌曲线通常(不总是)是遵循半对数曲线,和超高温灭菌一样,无菌灌装中的化学灭菌效率也是遵循以下公式:
灭菌残留=工艺参数+微生物负荷
不同芽孢经过双氧水灭菌后的残留量可以绘制一组致死曲线,有部分耐热芽孢的致死曲线有尾部上升的现象,可以解释为,因为大量的死亡微生物形成菌团,保护了核心的微生物。
表对几种芽孢杆菌在24℃,同样双氧水浓度情况下的耐热性进行了比较见表6。
表6各微生物在相同灭菌剂条件下的灭菌效率
微生物
双氧水浓度
D值(min)
SA22枯草芽孢杆菌
25.8%
7.3
枯草芽孢杆菌(GLOBIGII)
2.0
凝结芽孢杆菌
1.8
嗜热脂肪芽孢杆菌
1.5
梭状芽孢杆菌
0.8
金黄色葡萄球菌
0.2
芽孢的菌龄不影响耐热性,但干燥的芽孢是湿芽孢耐受性的2倍。
第六章故障排除
出现坏包事件后,首先应该判断该坏包是否由微生物引起,还是由于酶引起的。
通常情况下,产品生产两个月后出现坏包,进行微生物检验,无菌检出,可以判断为由酶引起坏包。
对于坏包的检验采用划线的方法,对于纯粹的计数没有现实意义。
观察划线的平板上是否有菌落长出,再根据微生物的初步鉴定步骤确定该污染菌的类型。
微生物粗略鉴定图:
除了用检验微生物的方法判断是由何种菌污染之外,还可以用快速检查法检验坏包中的污染菌的类型。
具体方法如下:
1.污染样品判断为G+/G-
方法:
3%KOH溶液一滴于载玻片上,取划线长出的菌落涂开,观察是否能拉丝,能拉丝的为G-,反之为G+。
原理:
KOH能溶解G-细胞壁中的脂多糖。
G-菌不耐热,容易被杀死
2、G+菌过氧化氢酶实验
方法:
10%H2O2一滴于载玻片上,挑取菌落用接种针均匀涂开,观察由气泡产生判断过氧化氢酶阳性,反之为过氧化氢酶阴性。
3.G-菌氧化酶实验
方法:
采用氧化酶试验条进行,挑取单一菌落在指定试验区域涂开,30s后观察试纸颜色变化,与标准色对照,变紫色为氧化酶阳性,红褐色为氧化酶阴性。
注意:
观察时间控制在20-60s内,时间过长都变成氧化酶阳性的颜色,会影响判断。
第七章CIP
一、清洗参数
清洗和灭菌为无菌生产中最重要的两个操作。
具体包括三个步骤:
预冲洗,实际清洗,最终冲洗。
机械作用化学作用
结合力
产品在一些力的作用下会附着在设备的表面形成污垢,有时会渗入塑料和橡胶内部,在清洗时这些力会被机械力和化学力克服,污垢就脱离表面,设备洗干净。
CIP过程时清洗液送入系统并进行循环,化学反应是主导。
清洗过程中化学作用,需要控制5个关键点:
1)清洗剂的种类
一般为酸碱液,碱为NaOH溶液,酸为硝酸或磷酸。
碱洗主要是发生皂化反应去除部分蛋白质和脂肪,酸洗主要是去除部分蛋白质和矿物质。
2)清洗剂的浓度
清洗剂的浓度根据要去除的污垢的种类的不同而变化,对产品热表面的清洗碱液的浓度为1.5-2.0%,酸液的浓度为1.2-1.6%。
3)清洗流量
要有足够的流速使管内的清洗液形成湍流,才能有效地清除管路中的污垢。
对管线而言,流速要大于1.5米/s,卧式储罐要求200-250升/h/㎡,垂直罐250-3000升/h/㎡,垂直罐中要装喷淋装置,每2米一个。
清洗流速可以依照公式:
CIP流速=1.3×生产流速。
4)接触时间
区分接触时间和清洗循环时间。
循环时间=有效接触时间+清洗液在回路中循环一周需要时间,对于碱液循环阶段,时间为10min,酸循环8-10min,对于预冲洗、中间清洗和最终清洗,5-10min。
5)清洗温度
预清洗的温度在脂肪熔点之上,蛋白质变性之下,就牛奶而言,蛋白变性温度为70-80℃。
对于碱液循环的温度要尽可能的高,温度越高清洗效果越好。
高温碱循环对设备的腐蚀可以忽略不计。
酸循环适宜的温度为60-70℃,不应该超过90℃,酸液在高温下会对不锈钢有腐蚀性,还会降低橡胶的弹性使密封圈和膜片变脆。
二、清洗程序
清洗有以下步骤组成:
水洗碱洗水洗酸液水洗
如果冲洗用水含有(Cl-),不锈钢表面在冲洗完后保持微量的碱,否则会产生腐蚀作用。
在一个清洗过程完成后,内表面上通常都会残留微量的酸。
碱洗首先使蛋白浸润,膨胀,然后分离溶解,对于板式热交换器会引起问题。
板片一面会由于温度加热产生大量蛋白沉淀,在温度更高的另一面产生矿物质引起的沉淀,清洗液会沿着阻力小(结垢少)的通道走,对于结垢严重的地方会造成清洗不彻底。
酸液也溶解蛋白,首先是收缩蛋白,使得被沉淀堵塞的板片间隙被重新打开,对于以上情况,可以改为:
水洗酸洗水洗碱洗水洗酸洗水洗。
三、清洗过程的控制
检查清洗效果可以用电导仪进行,电导率小于2就代表干净了;也可以用检测微生物的方法进行评估。
对于清洗不彻底可以从以下几个原因进行分析:
流量不够、温度控制、时间控制、化学试剂的选择和浓度够否、清洗时间够否?
对于储罐对清洗效果进行评价,采用涂抹试验,结果应控制在小于25㎝/100㎡。
对于清洗不彻底的管路,可以尝试选用EDTA/NTA,螯合剂的作用是清除矿物质的结垢。
 升级会员
升级会员 