焊接工艺评定20钢.docx
《焊接工艺评定20钢.docx》由会员分享,可在线阅读,更多相关《焊接工艺评定20钢.docx(16页珍藏版)》请在冰豆网上搜索。
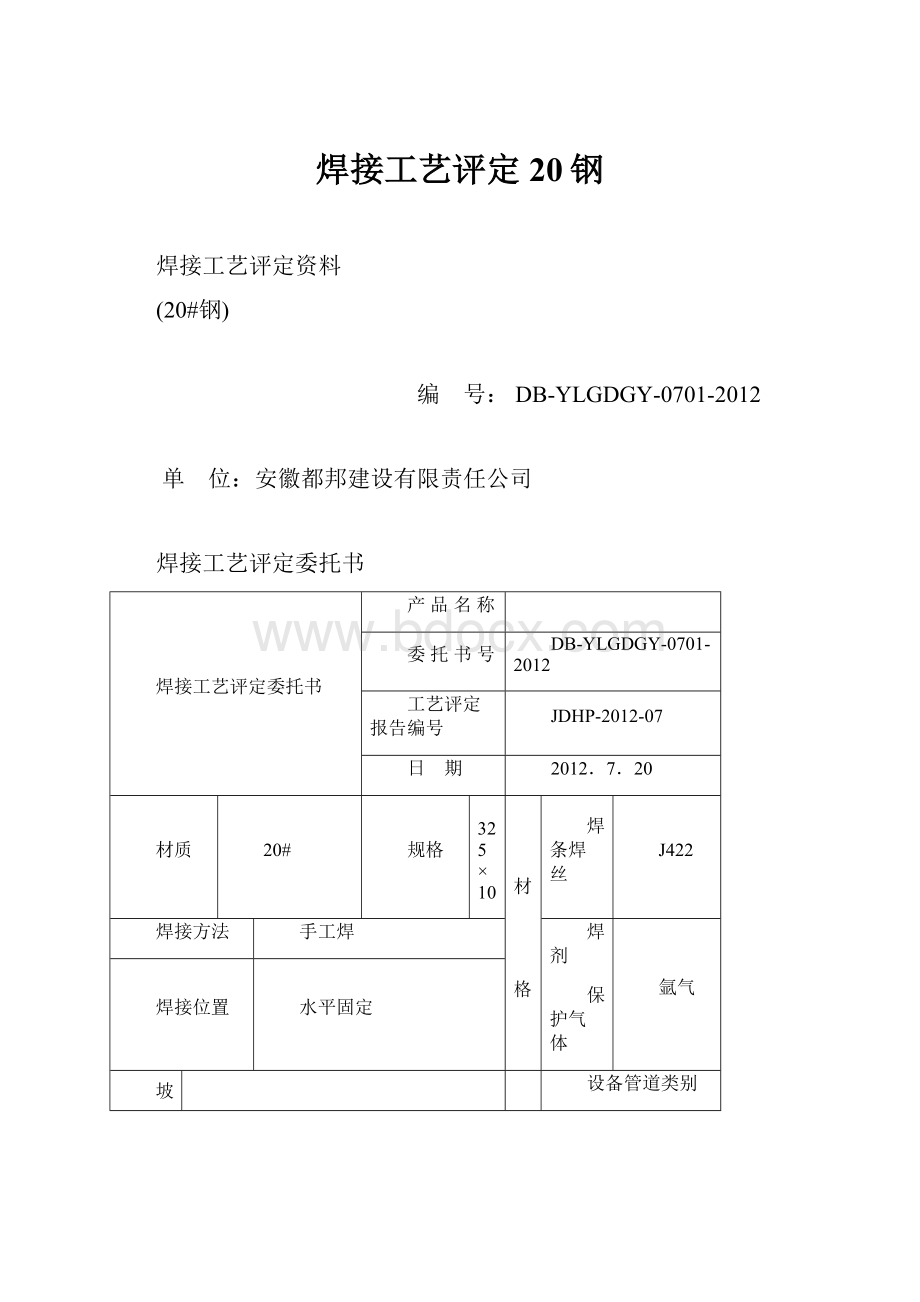
焊接工艺评定20钢
焊接工艺评定资料
(20#钢)
编 号:
DB-YLGDGY-0701-2012
单 位:
安徽都邦建设有限责任公司
焊接工艺评定委托书
焊接工艺评定委托书
产品名称
委托书号
DB-YLGDGY-0701-2012
工艺评定报告编号
JDHP-2012-07
日 期
2012.7.20
材质
20#
规格
φ325×10
焊材
及
规格
焊条焊丝
J422
焊接方法
手工焊
焊剂
保护气体
氩气
焊接位置
水平固定
坡口形式及尺寸
设计
技术
特性
设备管道类别
设计压力
2.5Mpa
设计温度
50℃
工作介质
原油
无损检验
其 它
力 学 性 能 及 要 求
拉
力
项目
要求
检验标准
项目
要求
检验标准
屈服强度
硬质
HB
抗拉强度
≥455Mpa
HRC
弯
曲
面 弯
180°
HV
背 弯
180°
腐蚀
A、B、C、
D、E、T
侧 弯
冲
击
试验温度
金相
宏 观
焊 缝
微 观
20G热影响区
其它
刻槽锤断
符合SY/T0452-2002
WC6热影响区
热规范
焊前预热
层间温控
焊后热处理
预热温度
层间温度
热处理温度
预热方法
测温方法
保温时间
测温方法
控温方法
升、降温速度
原材料
母材质量证明及数据
材质单(见附件)
焊材质量证明及数据
材质单(见附件)
批准:
审核:
编制:
焊接工艺评定指导书
共2页第1页
焊接工艺评定指导书
产品名称
工艺评定报告编号
JDHP-2012-07
日 期
2012.7.20
焊接方法 手工焊 机械化程度
母材:
钢号 20#与钢号20#焊接
类别号 Ⅱ与类别号 Ⅱ 焊接
厚度 10㎜
直径 φ325㎜
焊接位置:
对焊接缝位置 水平固定
角焊缝位置 ----------------
清根:
-----------------------------
清根方法:
砂轮机清根
焊接材料
焊条型号、规格J422φ2.5㎜
焊丝牌号、规格 J422φ3.2㎜
焊剂牌号
保护气体种类
混合气体成分
钨极种类、规格
焊材烘干:
预热/后热 预热
预热温度 100-150℃
加热方法 火焰加热
测温方法 测温仪
层间温度 ≥100℃
焊后热处理:
热处理温度
恒温时间
升温时间 ---------------
降温速度
冷却方式
焊 材
烘干温度0C
保温时间
J422
200
60min
电特性:
电源种类 直流
极 性 反极
焊接设备:
活动焊机
焊接工艺适用范围:
厚 度 1.5一12㎜
直 径 不限
其 它
共2页第2页
焊接接头:
用简图画出坡口形式、尺寸、焊缝层次和焊接顺序。
a
PP=1-2mm
坡口形式HH≤2㎜
b=1-2㎜
a=65°±5°
焊 接 工 艺 参 数
层数
焊接
方法
焊条或
焊丝牌号
规格
(mm)
保护气体或焊剂
流量
(L/min)
电流
(A)
电压
(V)
焊接速度
(mm//min)
线能量
(kj/cm)
1
手工焊
J422
φ2.5
70-120
19-26
60-200
2
手工焊
J422
φ3.2
90-140
20-27
100-300
3
手工焊
J422
φ3.2
90-140
20-37
60-250
送丝速度 ----------------------
单丝或多丝
导电嘴与工件的距离 --------------
喷嘴尺寸
喷嘴与工件的角度 ------------
摆动与否
其它操作技术 -------------
批准:
审核:
核对:
编制:
焊接试验记录
共2页第1页
焊接试验记录
产品名称
工艺评定报告编号
JDHP-2012-07
日 期
2012.7.20
焊接方法 手工焊 机械化程度
母材:
钢号 20#与钢号20#焊接
类别号 Ⅱ与类别号 Ⅱ 焊接
厚度 10㎜
直径 φ325㎜
焊接位置:
对焊接缝位置 水平固定
角焊缝位置 ---------------------------
清根:
-------------------------
清根方法:
砂轮机清根
焊接材料
焊条型号、规格J422φ2.5㎜
焊丝牌号、规格 J422φ3.2㎜
焊剂牌号
保护气体种类
混合气体成分
钨极种类、规格
焊材烘干:
预热/后热 预热
预热温度 100-150℃
加热方法 火焰加热
测温方法 测温仪
层间温度 ≥100℃
焊后热处理:
热处理温度
恒温时间
升温时间 ---------------
降温速度
冷却方式
焊 材
烘干温度0C
保温时间
J422
200
60min
电特性:
电源种类; 直流
极 性:
反极
焊接设备:
活动焊机
共2页第2页
焊接接头:
用简图画出坡口形式、尺寸、焊缝层次和焊接顺序
a
PP=1-2㎜
坡口形式HH≤2㎜
b=1-2㎜
a=65°±5°
焊 接 工 艺 参 数
层数
焊接
方法
焊条或
焊丝牌号
规格
(mm)
保护气体
或焊剂
流量
(L/min)
电流
(A)
电压
(V)
焊接速度
(mm/min)
线能量
(kj/cm)
1
手工焊
J422
φ2.5
70-120
19-26
60-200
2
手工焊
J422
φ3.2
90-140
20-27
100-300
3
手工焊
J422
φ3.2
90-140
20-37
60-250
送丝速度 ----------------------
单丝或多丝
导电嘴与工件的距离 -------------
喷嘴尺寸
喷嘴与工件的角度 ------------
摆动与否
其它操作技术 -------------
批准:
审核:
核对:
编制:
焊接工艺评定报告
共6页第1页
焊接试验记录
工艺评定报告编号
DB-YLGDGY-0702-2012
工艺评定委托书编号
JDHW-2012-07
日 期
2012.7.20
一、焊接试验焊接方法 手工焊
母材:
钢号 20#与钢号20# 焊接
类别号 Ⅱ 与类别号 Ⅱ焊接
厚度 10㎜ 直 径φ325㎜
质量证明书号
化学成份
焊接位置:
对焊接缝位置 水平固定
角焊缝位置 ----------------
预热/后热 预热
预热温度 100-150℃
加热方法 火焰加热
测温方法 测温仪
层间温度 ≥100℃
C
Si
Mn
P
S
Cr
Mo
标准值
复验值
力学性能
焊后热处理:
热处理温度
恒温时间
升温时间
降温速度
冷却方式
项目
σs
(Mpa)
σb
(Mpa)
δ
(%)
Ak
(J)
标准值
复验值
焊接材料
焊条型号、规格J422φ2.5㎜
焊丝牌号、规格 J422φ3.2㎜
焊剂牌号
保护气体种类
混合气体成分
钨极种类、规格
电特性:
电源种类 直流
极 性 反极
清根
清根方法 砂轮机清根
共6页第2页
焊接接头:
用简图画出坡口形式、尺寸、焊缝层次和焊接顺序。
a
PP=1-2㎜
坡口形式HH≤2㎜
b=1-2㎜
a=65°±5°
焊 接 工 艺 参 数
层数
焊接
方法
焊条或
焊丝牌号
规格
(mm)
保护气体
或焊剂
流量
(L/min)
电流
(A)
电压
(V)
焊接速度
(mm/min)
线能量
(kj/cm)
1
手工焊
J422
φ2.5
70-120
19-26
60-200
2
手工焊
J422
φ3.2
90-140
20-27
100-300
3
手工焊
J422
φ3.2
90-140
20-37
60-250
二、检验部分外观检验日期2012年7月20日
检验结果:
经检验,焊缝表面无气孔,无夹渣、无裂纹、无未熔合、焊缝咬边尺寸符合要求,焊缝外观检验合格。
检验人:
无损检验
检验项目
合格标准
检验结果
报告单号
备注
X射线
SY/T4109-2005
合格
见报告
共6页第3页
三、试验部分
拉 伸 试 验
试样
形式
编
号
尺寸
mm×mm
面积
L0
屈服强度
抗拉强度
δ
(%)
Ψ
(%)
断裂位置
(N)
(N/mm2)
(N)
(N/mm2)
管厚
1
25.04*10.28
455
塑段焊口外
管厚
2
25.16*10.32
455
塑段焊口外
合格标准
SY/T0452-2002
试验报告单号
JY2008159
评 价
合格
弯 曲 试 验
试样形式
编号
试件厚度mm
弯轴直径mm
L0
δ(%)
a0
结果
管状
A1
10
48
180
无裂纹
管状
A2
10
48
180
无裂纹
管状
B1
10
48
180
无裂纹
管状
B2
10
48
180
微裂纹
合格标准
SY/T0452-2002
试验报告单号
JY2008159
评 价
合格
冲 击 试 验
试验位置
缺口类型
尺寸
缺口方位
试验温度
冲击功(J)
备注
试验报告单号
共6页第4页
硬 度 试 验
编号
试 验 部位
取样数量
硬 度 值
合格标准
试验报告单号
评 价
角焊缝宏观断面试验:
焊缝熔透性
焊接缺陷
检验结果
金相试验
宏 观
微 观
其它试验:
试验项目
试验标准
试验结果
共6页第5页
四、评定结果
焊接工艺评定结论
石油天然气金属管道焊接工艺评定(Y/T0452-2002)规定,按拟定的焊接工艺焊制试件,并抽取试件进行力学性能试验,各项力学性能指标符合标准要求。
该项焊接工艺评定合格。
焊工姓名:
钢印号:
资格:
级别:
批准:
审核:
校对:
编制:
附件共6页第6页
 升级会员
升级会员 