铝合金门窗原材料检验规程.docx
《铝合金门窗原材料检验规程.docx》由会员分享,可在线阅读,更多相关《铝合金门窗原材料检验规程.docx(13页珍藏版)》请在冰豆网上搜索。
铝合金门窗原材料检验规程
铝合金门窗原材料检验规程
原辅材料进货检验规程
1、目的
原辅材料的质量是质量管理中的首要一关,直接关系到产品质量;为了确保生产的顺利进行和产品质量稳定可靠,符合国家相关技术标准规范要求,特制定本检验规程。
2、范围
适用于本公司铝合金门窗原辅材料进货过程中的所有检验。
3、门窗原辅材料的分类
3.1根据原辅材料在产品中对质量的影响,将材料分为三类
3.1.1A类:
对产品质量起关键作用的材料;
3.1.2B类:
对产品质量起重要作用的材料;
3.1.3C类:
对产品质量起辅助作用的材料;
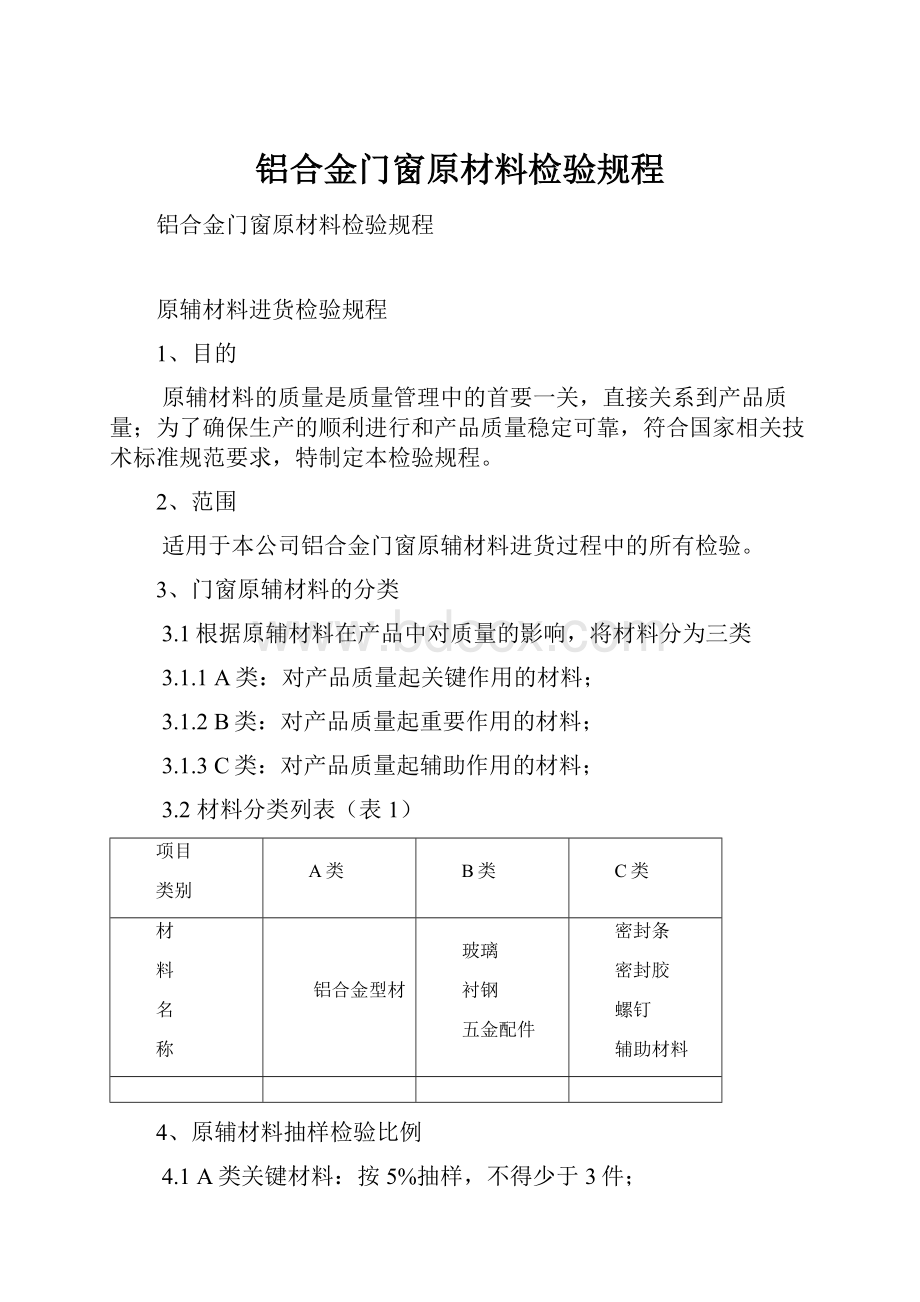
3.2材料分类列表(表1)
项目
类别
A类
B类
C类
材
料
名
称
铝合金型材
玻璃
衬钢
五金配件
密封条
密封胶
螺钉
辅助材料
4、原辅材料抽样检验比例
4.1A类关键材料:
按5%抽样,不得少于3件;
4.2B类重要材料:
按3%抽样,不得少于3件;
4.3C类辅助材料:
按1%抽样,不得少于3件,超过千件的按1‰抽样且不得少于3件。
5、铝合金建筑型材检验规程:
5.1铝合金型材进厂后,必须对购进型材进行检验
5.2检验工具:
卷尺、卡尺、塞尺、角度尺、涡流测厚仪、韦氏硬度计
5.3检验方法
5.3.1首先检查型材生产厂家的资质证明,包括型材生产许可证、备案证明、质量保证书、合格证。
5.3.2其次是依据GB5237《铝合金建筑型材》和GB8013《铝及铝合金阳极氧化、阳极氧化膜的总规范》检查型材的性能指标,包括合金成分、力学性能、壁厚、尺寸偏差、外观质量、膜厚和封孔质量等。
5.4铝合金型材检验项目和技术要求(表2)
序
号
项目
技术要求
检验工具
1
型材壁厚
窗受力杆件型材的最小实测壁厚应≥1.4mm
门受力杆件型材的最小实测壁厚应≥2.0mm
用卡尺测量
2
平面间隙
注:
B为所测量面的宽度
型材宽度≤25mm,平面间隙≤0.15mm
型材宽度﹥25mm,平面间隙≤0.6﹪*B(高精级)
用塞尺测量
3
尺寸偏差
型材长度公称长度≤6米L+15mm
卷尺测量
4
角度偏差
型材角度允许偏差±1°
角度测量
5
硬度
韦氏硬度≥8HW
韦氏硬度计测量
6
阳极氧化膜
表面平均厚度为15um——20um,局部最小膜厚应不小于120um。
涡流测厚仪测量
7
喷涂层厚度
喷涂层厚度装饰面上涂层最大局部厚度≤120um,最小局厚度≥40um
涡流测厚仪
8
型材表面质量
1、型材表面清洁,色泽均匀,不应有裂纹、起皱、斑点、气泡、划伤、电灼伤、凹凸条痕及膜层脱落等缺陷。
2、型材表面上允许有轻微的压坑、碰伤、擦伤、等缺陷存在,其允许深度装饰面为≤0.03mm,非装饰面为≤0.07mm;模具挤压痕深度≤0.03mm。
3、喷粉型材装饰面上的涂层应平滑、均匀,不允许有皱纹、流痕、鼓泡、裂纹、发粘等影响使用的缺陷。
4、型材端头允许有因锯切产生的局部变形,其纵向长度不应超过20mm.
目测
6、玻璃检验规程
6.1玻璃种类
普通平板玻璃、浮法玻璃、中空玻璃、夹层玻璃、钢化玻璃、镀膜玻璃。
6.2采购的玻璃的规格尺寸应符合设计要求;
6.2.1玻璃的长度及宽度尺寸允许偏差±2mm。
6.3玻璃应有供货单位提供的产品检验报告及产品质量保证书;
6.4单片玻璃:
外观质量按相关标准的相应等级检查,其中未提出具体等级时,参照相关单片玻璃标准按合格品的等级要求检查。
6.4.1相关单片玻璃的厚度的允许偏差应符合(表3)的规定
公称厚度
厚度允许偏差
3、4、5、6
±0.2
8、10
±0.3
12
±0.4
15
±0.6
19
±1.0
>19
供需双方商定
6.4.2相关单片玻璃表面划伤的要求:
宽度≦0.1mm;长度≦100mm;允许有4条/㎡。
6.5浮法玻璃:
应符合GB11614-1999标准中的规定;
6.6夹层玻璃:
应符合GB9962-1999标准中的规定;
6.7钢化玻璃:
应符合GB15763.2-2005标准中的规定;
6.7.1外观质量:
应符合(表4)的规定要求
表4
缺陷名称
说明
允许缺陷数
爆边
每片玻璃每米边长上允许有长度不超过10mm,自玻璃边部向玻璃板表面延伸深度不超过2mm,自板面向玻璃厚度延伸深度不超过厚度1/3的爆边个数
1处
划伤
宽度在0.1mm以下的轻微划伤,每平方米面积内允许存在条数
长度≦100mm时
4条
宽度大于0.1mm划伤,每平方米面积内允许存在条数
宽度0.1mm~1mm,
长度≦100mm时
4条
夹钳印
夹钳印与玻璃边缘的距离≦20mm,边部变形量≦2mm
裂纹、缺角
不允许存在
6.7.2弯曲度:
平面钢化玻璃的弯曲度,弓形时应不超过0.3%,波形时应不超过0.2%
6.7.3碎片状态:
任何50mm×50mm区域内的最少碎片数必须满足(表5)的要求。
且允许有少量长条形碎片,其长度不超过75mm
表5
玻璃品种
公称厚度/mm
最少碎片数/片
平面钢化玻璃
3
30
4~12
40
≥15
30
曲面钢化玻璃
≥4
30
6.8中空玻璃:
应符合GB11944-2002标准中的规定;
6.8.1中空玻璃尺寸允许偏差(表6)
项目
允许偏差(mm)
边长
L<1000
±2.0
1000≤L<2000
+2.0,-3.0
L≥2000
±3.0
对角线差
L≤2000
≤2.5
L>2000
≤3.5
厚度
t<17
±1.0
17≤t<22
±1.5
t≥22
±2.0
叠差
L<1000
±2.0
1000≤L<2000
±3.0
2000≤L<4000
±4.0
L≥4000
±6.0
6.8.2中空玻璃的胶层厚度:
单道密封胶层厚度为10mm±2mm,双道密封外层密封胶层厚度为5mm~7mm(见图1),胶条密封胶层厚度为8mm±2.0mm(见图2),特殊规格或有特殊要求的产品由供需双方商定。
6.8.3中空玻璃的外观:
不得有妨碍透视的污迹、夹杂物及密封胶飞溅等现象。
6.9镀膜玻璃:
应符合GB/T18915.1-2002《阳光控制镀膜玻璃》标准;
6.10低辐射镀膜玻璃(LOW-E玻璃)应符合GB/T18915.2-2002标准的要求。
6.10.1玻璃(单片)的厚度应符合6.4.1(表3)的规定要求;
6.10.2玻璃的长度及宽度尺寸允许偏差±2mm;
6.10.3外观质量:
应符合(表7)的规定要求
缺陷名称
说明
优等品
合格品
针孔
直径<0.8mm
不允许集中
0.8mm≦直径<1.2mm
中部:
3.0×S,个,且任意两针孔之间的距离大于
300mm。
75mm边部:
不允许集中
不允许集中
1.2mm≦直径<1.6mm
中部:
不允许
75mm边部:
3.0×S,个
中部:
3.0×S,个
75mm边部:
8.0×S,个
1.6mm≦直径≦2.5mm
不允许
中部:
2.0×S,个
75mm边部:
5.0×S,个
直径>2.5mm
不允许
不允许
斑点
1.0mm≦直径≦2.5mm
中部:
不允许
75mm边部2.0×S,个
中部:
5.0×S,个
75mm边部:
6.0×S,个
2.5mm<直径≦5.0mm
不允许
中部:
1.0×S,个
75mm边部:
4.0×S,个
直径>5.0mm
不允许
不允许
膜面划伤
0.1mm≦宽度≦0.3mm
长度≦60mm
不允许
不限
划伤间距不得小于100mm
宽度>0.3mm或
长度>0mm
不允许
不允许
玻璃面划伤
宽度≦0.5mm
长度≦60mm
3.0×S,条
宽度>0.5mm或
长度>60mm
不允许
不允许
注1:
针孔集中是指在Ø100mm面积内超过20个;
注2:
S是以平方米为单位的玻璃板面积,保留小数点后两位;
注3:
允许个数及允许条数为各系数与S相乘所得的数值,按GB/T8170修约至整数;
注4:
玻璃板的中部是指距玻璃板边缘75mm以内的区域其他部分为边部。
6.10.4玻璃与玻璃之间不允许有明显的色差;
6.10.5中空LOW-E玻璃不能有明显的气泡、夹杂物、划伤、线道等缺陷;
6.11检验方法
6.11.1检查检验机构出具的有效产品检验报告、备案证明、生产厂家出具的质量保证书和合格证。
6.11.2目测表面质量,缺陷不超过标准范围。
6.11.3外形尺寸、厚度用钢卷尺、游标卡尺测量,弯曲度用钢直尺、塞尺测量。
7.五金配件的检验规程
7.1各种五金件执行的标准详见(表8)
序号
执行标准
五金件名称
1
JG∕T168─2004
建筑门窗内平开下悬五金系统
2
JG∕T124─2007
建筑门窗五金件传动机构用执手
3
JG∕T125─2007
建筑门窗五金件合页〔铰链〕
4
JG∕T126─2007
建筑门窗五金件传动闭锁器
5
JG∕T127─2007
建筑门窗五金件滑撑
6
JG∕T128─2007
建筑门窗五金件撑挡
7
JG∕T129─2007
建筑门窗五金件滑轮
8
JG∕T130─2007
建筑门窗五金件单点闭锁器
9
JG∕T212─2007
建筑门窗五金件通用要求
10
JG∕T213─2007
建筑门窗五金件旋压执手
11
JG∕T214─2007
建筑门窗五金件插销
12
JG∕T215─2007
建筑门窗五金件多点闭锁器
13
QB∕T2473─2000
外装门锁
14
QB∕T2474─2000
弹子插芯门锁
15
QB∕T2475─2000
叶片插销门锁
16
QB∕T2476─2000
球形门锁
17
QB∕T2697─2005
地弹簧
18
QB∕T2698─2005
闭门器
19
GA∕T73-94
机械防盗锁
20
GA93-2004
防火门闭门器
21
GA374-2001
电子防盗锁
7.2五金配件应有供货单位提供的产品检验报告及产品质量保证书;
7.3应满足建筑门窗五金件通用要求(JG/T212-2007)中规定的要求
7.3.1外露表面应无明显疵点、划痕、气孔、凹坑、飞边、锋棱、毛刺等缺陷;
连接处应牢固、圆整、光滑,不应有裂纹;
7.3.2涂层色泽均匀一致,无气泡、流挂、脱落、堆漆、桔皮等缺陷;
7.3.3镀层致密、均匀,无露底、泛黄烧焦等缺陷;
阳极氧化表面应致密、表面色泽一致、均匀、无烧焦等缺陷;
7.3.4铆接应牢固、转动应灵活、无卡阻现象;
7.3.5其它要求参阅(表8)具体标准规定的要求。
8.衬钢的检验规程
8.1应有供货单位提供的产品检验报告及产品质量保证书;
8.2规格尺寸应符合技术图纸的要求:
断面宽度(X)和高度(Y)尺寸允许偏差±1.0mm;
8.3衬钢的壁厚(δ)尺寸允许偏差±0.2mm;
8.4焊接处应饱满、无漏焊,焊缝须打磨平整;
8.5衬钢表面处理应符合设计要求,表面应光洁、均匀、无露底、脱落现象。
9.防水密封胶的检验规程
9.1应有供货单位提供的产品合格证、检验报告及产品质量保证书;
9.2查看胶罐上的生产批号,确认生产时间(可存放时间应有6个月);
9.3应对密封胶抽样进行切胶试验及与铝型材、玻璃的相容性试验;
9.4目测胶水的外观质量及颜色是否符合要求。
10.密封条的检验规程
10.1应有供货单位提供的产品合格证、检验报告及产品质量保证书;
10.2密封胶条:
执行标准《建筑门窗用密封胶条》JG/T187-2006
10.2.1材质应符合设计采购的要求(常用PVC与三元乙丙材质)
10.2.2规格尺寸应符合设计要求,截面尺寸允许偏差±0.2mm;
10.2.3外观应光滑、平直、无扭曲、无裂纹、连角无锯齿及其它缺陷;
10.3密封毛条:
执行标准《建筑门窗密封毛条技术条件》JC/T635-1996
10.3.1材质应符合设计采购的要求(常用丙纶纤维异形长丝材质)
10.3.2需硅化处理的毛条应有供货单位提供的资料;
10.3.3型号规格应符合设计要求,截面尺寸允许偏差±0.2mm;
10.3.4绒毛应均匀致密、毛簇挺直、切割平整、不得有缺毛及凹凸不平现象;
10.3.5底板表面应光滑平直、不得有裂纹气泡、粘合不牢固等缺陷。
11.螺钉的检验规程
11.1应有供货单位提供的产品合格证、检验报告及产品质量保证书;
11.2螺钉的型号规格及材质应符合设计采购的要求;
11.3螺钉的尺寸允许偏差±0.2mm;
11.4螺钉表面应无污垢及金属屑,不应有任何部位上的淬火裂缝,表面不应有锈斑。
12.其他辅助材料的检验规程
12.1品种:
发泡剂、连接件(铁脚等)、插接件、加强件、缓冲垫、玻璃垫块、膨胀螺栓、紧固件、铆钉、射钉等。
12.2应有供货单位提供的产品合格证、检验报告及产品质量保证书;
12.3材质、型号规格、尺寸等应符合设计采购的要求。
13.应用表单
13.1《铝型材进货检验表》
13.2《玻璃进货检验表》
13.3《五金进货检验表》
13.4《衬钢进货检验表》
13.5《零星、辅助材料进货检验表》
 升级会员
升级会员 