Structure Design.docx
《Structure Design.docx》由会员分享,可在线阅读,更多相关《Structure Design.docx(12页珍藏版)》请在冰豆网上搜索。
StructureDesign
PlasticPartDesign
Toinsureaqualityfinalproduct,itisnecessarytostartoutwithqualitycomponents.Injectionmoldedpartscanbemoldedtoahighqualitystandardbyfocusingontheseareasofplastictechnology:
1)CorrectPartDesign
2)AccurateSelectionofMaterial
3)ProcessingPlasticProcessing
Onlybydrawingonexpertisefromthesethreeareasofplastictechnologycanaproductdesignercreatequalitymoldedpartsthatmaximizeperformanceandarecosteffective.Thepurposeofthisdesignguidedealswiththefirstofthesethreeissues-partdesign.
CorrectPartDesignGuidelines
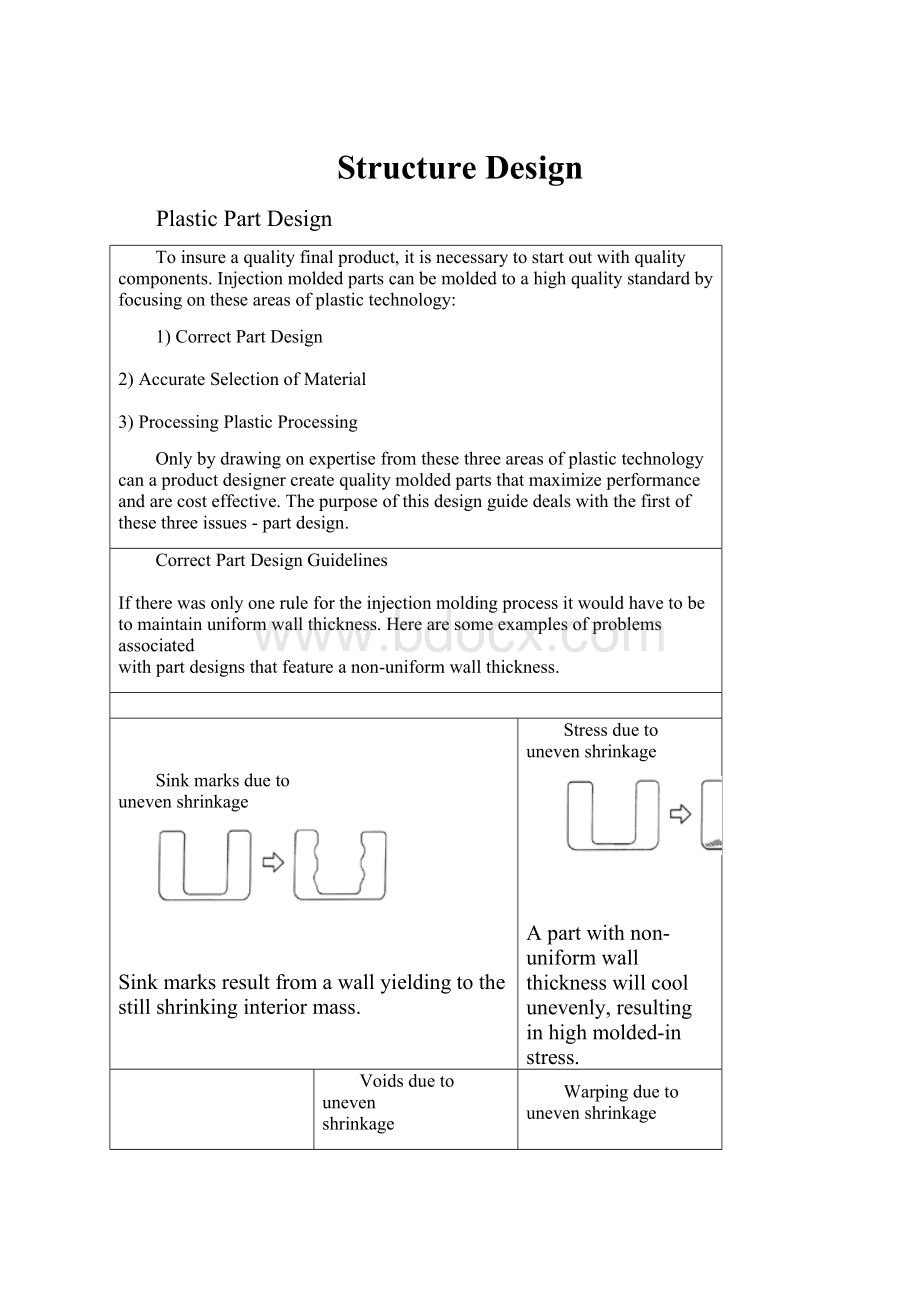
Iftherewasonlyonerulefortheinjectionmoldingprocessitwouldhavetobe
tomaintainuniformwallthickness.Herearesomeexamplesofproblemsassociated
withpartdesignsthatfeatureanon-uniformwallthickness.
Sinkmarksdueto
unevenshrinkage
Sinkmarksresultfromawallyieldingtothestillshrinkinginteriormass.
Stressdueto
unevenshrinkage
Apartwithnon-uniformwallthicknesswillcoolunevenly,resultinginhighmolded-instress.
Voidsduetouneven
shrinkage
Thealreadycooledsectionwillnotyieldtotheshrinkingactionofthecoolinginteriormasscausing
voidsinthethickportionofthepart.
Warpingdueto
unevenshrinkage
Concentratedstressatthejunctionofhigh&lowshrinkageareamaycauseaparttowarp.
Draft
Plasticpartsarealwaysdesignedwithataperordraftinthedirectionofmoldmovementtoallowpartejectionorremovalfromthemold.Sinceplasticsshrinkwhencooled,itiscommonforpartstoshrink(orgriptightly)tocores.Agooddefinitionfordraftwouldbe:
thedegreeoftaperofasidewallorribneededtoallowthemoldedplasticparttoberemovedfromthemetalmold.Withoutproperdraft,plasticpartsmaybedifficulttoremovefromthemold.Adraftangleof1/2degreesisregardedasminimumformostapplications.Draftanglesof11/2to2degreespersideareconsiderednormalforplasticinjectionmolding.
Topofpage
Ribs
Manytimesthestiffnessofapartmustincreasebecauseoftheloadappliedtothepartdesign.Oneoftheeasiestwaystocurethisproblemischangethepartgeometrybyaddingribs.Theuseofribsisapracticalwayandeconomicalmeansofincreasingthestructuralstrengthofapart.Butthereareguidelinesthatgovernaddingribswithoutcausingsinkmarksorsurfaceblemishestoyourparts.
1)Ribthicknessshouldbelessthanwallthickness.Aribthicknessof60%to80%ofnominalwallthicknessisrecommended.
2)Toincreasestiffnessincreasethenumberofribsor"gussetplates",anotherfeaturedesignedtostrengthentheplasticpart.
3)Foragivenstiffness,itisbettertoincreasethenumberofribs,nottheheight.
4)Forthickribs"coreout"theribfromtheback.Thiscreatesahollowspaceunderneaththepart
andmaintainsauniformwallthickness.
Height:
Maximumheightofthreetimenominalwallthicknessofpart.
Spacing:
Minimumoftwotimesnominalwallthicknessofpartbetweenribs.
Topofpage
Holes
Holesareeasytoproduceinmoldedparts.Corepinsthatprotrudeintothemoldcavitymaketheholeswhenthepartismolded.Throughholesinthemoldedpartsareeasiertoproducethanblindholes,whichdonotgoallthewaythroughapart.Blindholesaremadebycorepinssupportedononeendonly.Thepinscanbedeflectedandpushedoffcenterbythepressuresofthemoltenplasticmaterialduringthemoldingprocess.Agoodruleofthumb:
thedepthoftheblindholeshouldbeabouttwicethediameterofcorepinsupto3/16",anduptofourtimesthediameterofcorepinsover3/16".Theguidelinesforblindandthroughholesareseenbelow.
BlindHole(shownwithdraft)
L=2DforDiametersLessthan3/16"dia.corepins
L=4DforDiametersMorethan3/16"dia.corepins
ThroughHole(shownwithdraft)
L=4DforDiameterslessthan3/16"dia.corepins
L=6DforDiametersmorethan3/16"dia.corepins
Therearedefiniterulesfortheplacementofcoredholesinamoldedpart.Iftheseminimumdistancesshownbelowarenotfollowed,theholeswillbeeggshapedorthepartwilldeformintheareasaroundtheholes.
T=wallthicknessofpart
D=diameterofhole
Asdepictedabove,thedistancefromtheedgeofaholetoaverticalsurface(i.e.rib)ortheedgeofapartshouldbetwicethepartthickness(ormore),oratleastonediameterofthehole.Thissameruleappliesbetweenholes-atleasttwopartthicknessesoroneholediametershouldbespecified.
Holes(part2)
Aseasyasitistomakeholesinmoldedpartsitdoesnotcomewithoutsomeconcernsforthestrengthofthepart.Foreverycoredormoldedholetherewillbeaweldline.Theweldlinesarecausedbytheflowofthemeltedplasticaroundthecorepins.Theseweldlinesarenotasstrongasthesurroundingplasticmaterial,andalsomaydetractfromtheoverallappearanceofthemoldedpart.Thepartdesignershouldconsiderthesepointswhendesigningholesinamoldedpart.
Thecoringofholesiseasywhentheaxisisparalleltothepartingline.Butwhenholesandotherfeaturesrunperpendiculartothepartinglinethenretractablecores(orcams)arerequired.Splitpinsandcores(calledpassingsteelshutoffs)canbeusedtocreatesomeofthefeatures.Thedesignerneedstobeawareoftheproblemsofsideactioncoresandtheaddedexpensesassociatedwiththesetypesofmolds.Withalittleunderstandingofhowthemoldopensandwherethepartinglinewillexist,thesecostlyfeaturescanbemodified.Ruleofthumb:
wheneverpossiblealldesignfeaturesshouldbeincorporatedinthesamedirectionofthemoldopeningsothatcamactioncanbeavoided.
Topofpage
Bosses
Bossesareusedforlocating,mounting,andassemblypurposes.Therearebossdesignguidelinesthatmustbefollowedtoinsurethehighestqualityinmoldedparts.Again,oneofthemainpointstoconsiderisnominalwallthickness.Toomanytimesbossesaredesignedwiththickwallsectionsthatcanaffecttheappearanceoftheplasticpartandthefinalproduct.
Ruleofthumb:
thewallthicknessaroundabossdesignfeature(t)shouldbe60%ofthenominalpartthickness(T)ifthatthicknessislessthan1/8".Ifthenominalpartthicknessisgreaterthan1/8"thebosswallthicknessshouldbe40%ofthenominalwall.
Bossdiameter,wallthickness,andheightdesignparameters.Whilebossheightsvarybydesign,thefollowingguidelineswillhelpavoidsurfaceimperfectionslikesinkmarksandvoids:
theheightofthebossshouldbenomorethan21/2timesthediameteroftheholeintheboss.
Pleaseobservethe"60/40"rule(seeabove)forthewallthicknessatthebottomoftheboss.
Topofpage
Radii
Inthedesignofinjectionmoldedparts,sharpcornersshouldbeavoided.Sharp
cornersactasstressrisersorconcentrators,reducingpartstrengthandcausing
prematurefailures.Sharpcornersmayalsoeffectplasticflow,producingpartswith
objectionablesurfaceflowpatterns.
Bosses&Ribs
Nominalradiusshouldbeonequarterofthenominalpartthickness,withaminimumradiusof.015(i.e..100wall,025r)
T=wallthicknessofpartRadius-T
Corners
Theinsideradiusshouldbeatleasthalfthepartwallthickness.
Theoutsideradiusshouldequaltheinsideradiusplusthepartthicknessi.e..100wallandinsideradiusof.050equalsoutsideradiusof.150)
InsertMoldingTips
Anotherproblemconcerninghighstressoccurswithmolded-ininserts.Theplasticmeltheatsthemetaloftheinserts.Duringthecoolingstageofinjectionmolding,theplasticpartcools,buttheplasticbosssurroundingthemetalinsertisreheatedbytheheatfromtheinsert.Thisallowstheplastictocontinuetoshrinkaroundtheinsert,causingexcessivehoopstress*thatwilleventuallycausethebosstocrack.Thebetterdesignandprocesswouldbetouseultrasonicinsertionorahotprobe(suchasaheatstakingunit)afterthemoldedparthascooledthroughout.
Hoopstress:
stresswithinthecircumferenceoftheboss
Topofpage
ReplacingMetalwithPlastics
Therearenumerousreasonswhyreplacingmetalpartswithplasticmakessense.PlasticsOne,Inc.hasworkedwithmanycompaniesonmetal-to-plasticconversions.Hereiswhyplasticmaybethebestoptionforyourparts.
1.DECREASEPIECEPARTPRICES
Apennysavedisapennyearned.Afterinitialtoolingcostsarepaid,thepiecepartpricingisusuallymuchlessthanthesamepartproducedinmetal,whetheritbeastamping,casting,oradiecastpartThiscostsavingsisrealizedbecausetheinjectionmoldingprocesshasfastercycletimes(morepartsmadepermachinehour)andthesepartsareidenticalfromonetotheotherwhicheliminatessecondarymachining.
2.ELIMINATETIME-CONSUMINGANDCOSTLYSECONDARYOPERATIONS
Eliminatingsecondaryoperationsfurtherreducescosts.Plasticmaterialcanbecoloredwithcolorconcentratesbeforemolding-eliminatingsecondarypaintingoperations.Injectionmoldscanbetexturedorgivenvariouslevelsofpolishedsurfacesbeforemolding.Thecostlyassemblyofseveralmetalstampingsorcastingsfastenedtogethercanoftenbereplacedbyasingleinjectionmoldedpartincorporatingthefeaturesofthetotalassembly.Ifmultipleassembliesarerequired,theplasticpartscanhavesnap-togetherfeaturestoeliminateanyfasteners.Eliminatingsub-assemblytoolingorfixturesbyusinginjectionmoldedpartscanquickendeliveryinnewproductdevelopmentprograms.
3.REDUCEPRODUCTWEIGHTANDIMPROVEUSEREASE
Oneprimaryadvantageofusingplasticsinsteado
 升级会员
升级会员 