加工余量表.docx
《加工余量表.docx》由会员分享,可在线阅读,更多相关《加工余量表.docx(13页珍藏版)》请在冰豆网上搜索。
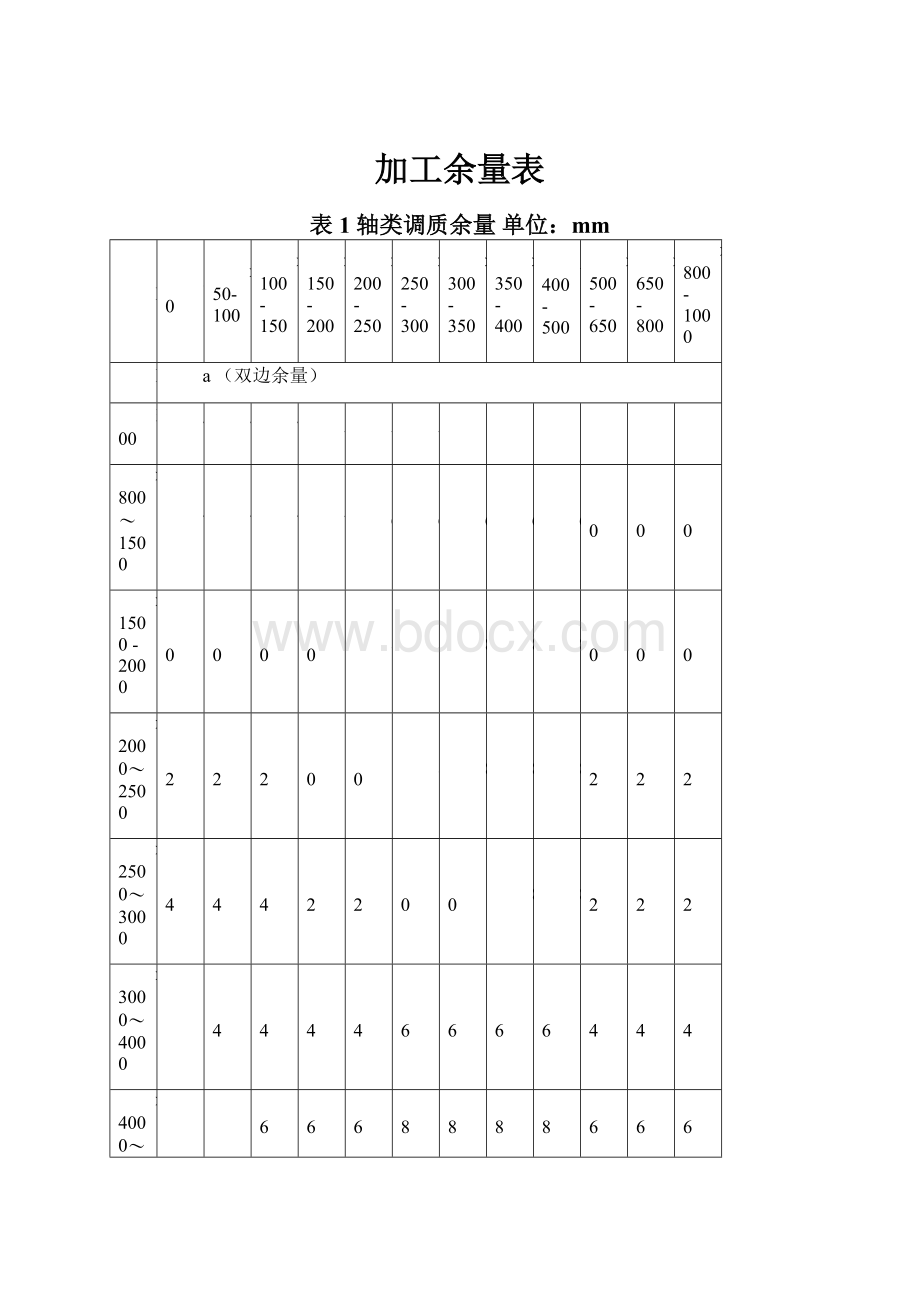
加工余量表
表1轴类调质余量单位:
mm
D
与0
>50-100
>100-150
>150-200
>200-250
>250-300
>300-350
>350-400
上400-500
>500-650
>650-800
>800-1000
L
a(双边余量)
珀00
7
7
7
5
5
5
>800〜1500
7
7
7
7
6
6
6
6
6
10
10
10
>1500-2000
10
10
10
10
8
8
8
8
8
10
10
10
>2000〜2500
12
12
12
10
10
8
8
8
8
12
12
12
>2500〜3000
14
14
14
12
12
10
10
8
8
12
12
12
>3000〜4000
14
14
14
14
16
16
16
16
14
14
14
>4000〜6000
16
16
16
18
18
18
18
16
16
16
>6000〜8000
18
18
18
18
18
18
18
20
20
湖000〜10000
20
20
20
20
20
20
20
20
表2齿轮调质余量单位:
mm
H(齿宽)
<50
>50〜100
>100〜150
>150〜200
>200〜250
>250〜320
D(直径)
a(双边余量)
<300
5
5
4
4
>300〜500
6
6
6
5
5
>500〜800
8
8
8
6
6
6
>800〜1200
12
12
10
8
8
8
>1200〜2000
15
15
13
10
10
10
>2000〜2800
18
18
16
13
12
12
>2800〜3500
21
21
19
16
14
14
>3500〜4500
24
24
22
20
16
16
表3齿圈调质余量单位:
mm
D(直径)
<300
>300〜500
>500〜
800
>800〜1500
>1500〜2500
>2500〜3500
(D-d
)/2
a(双边余量)
<30
10
12
16
20
26
>30
〜50
8
10
14
18
24
30
>50-
100
6
8
12
16
20
26
>100
〜150
6
8
14
16
22
>150
"00
6
8
12
18
>200
〜300
6
6
10
16
>300
〜500
6
8
14
表4轴类热处理后外圆磨前半精车(磨削余量)(调用)单位:
mm
长
加工直径d
X
<30
>30〜50
>50〜80
>80〜120
>120〜180
>180〜260
>260〜360
>360〜500
>500〜800
<100
0.3
0.3
0.3
0.4
>100
〜250
0.4
0.4
0.4
0.4
0.4
>250
〜500
0.5
0.5
0.5
0.5
0.5
0.6
>500
〜800
0.6
0.6
0.6
0.6
0.6
0.6
0.6
0.6
>800
〜1200
0.7
0.7
0.7
0.7
0.7
0.7
0.7
0.7
>1200
〜2000
0.8
0.8
0.8
0.8
0.8
0.8
0.8
0.8
>2000
〜3000
0.8
0.8
0.85
0.85
0.85
0.9
>3000
〜4500
0.85
0.85
0.9
允许公差
+0.04/0
+0.04/0
+0.05/0
+0.05/0
+0.06/0
+0.06/0
+0.07/0
+0.07/0
+0.07/0
注:
(1)磨前尺寸=公称尺寸+上偏差+余量;
(2)对丁淬火的零件,淬火前半精加工余量应为表中数值乘以1.25;
(3)磨前粗糙度不大丁Ra6.3;
(试用)
表5渗碳、淬火齿面内外圆(非渗表面涂防渗剂)加工余量(mm)表
有效渗碳层深度
0.3-0.6
0.6-0.8
>0.8-1.1
>1.1-1.4
>1.4-1.8
>1.8-2.2
>2.2-2.5
>2.5-3.0
>3.0-3.5
>3.5-4
>4.0-4.5
>4.5-5
>5.0-5.5
单面
1-1.5
1.5-2
2-2.5
2.5-3
3-3.2
3.2-3.5
3.5-4
4-4.5
4.5-5
5-5.5
5.5-6
6-6.5
6.5-7
注:
1.齿轮中/B>10以上,余量适量加1〜2mm中一.齿轮外圆B一齿轮宽度
2.齿轮轴L/d>10以上,余量适量加2〜3mmL—齿轮轴总长d—齿轮轴,轴端直径
表6渗碳,淬火前齿轮半精车:
内孔及端面磨削余量与公差(mm)(一分厂试用)
内孔直径(mm)
<10
>10〜18
>18〜30
>30〜50
>50〜80
内孔余量(mm)
0.25
0.25
0.3
0.4
0.5
内孔公差(mm)
+0.02/0
+0.03/0
+0.05/0
+0.05/0
+0.05/0
说明:
(1)端面单边余量为内径余量一半;
(2)适用仆轮外圆中v300mm,内孔中V80mm
表7渗碳淬火后精车齿轮:
内孔及端面磨削余量与公差(mm)(一分厂试用)
内孔直径(mm)
80〜100
100〜120
120〜140
140〜160
160〜180
180〜200
内孔余量(mm)
「0.4〜0.45
0.45〜0.5
0.5〜0.55
0.55〜0.6
「0.6〜0.65
0.65〜0.7
端面余量(mm)
0.2〜0.25
0.25
0.25〜0.3
0.3
0.35〜0.4
0.40
内孑L公差(mm)
+0.030.
+0.040
+0.050
+0.060
+0.070
+0.080
注:
(1)此表适用一分厂外圆4<300mm,内孑L80mm<(|)<200mm的齿轮。
(2)精车内孔表面粗糙度不低于Ra6.3。
(3)齿轮L/d>2倍以上,按上表中余量加0.05—0.10mmL一齿轮内孔长d一齿轮内孔直径
直径
妙法湫®
<80
>80〜120
>120〜200
>200〜320
>320〜500
>500〜800
>800〜1250
<2.5
0.25
0.28
0.30
0.30
0.35
—
—
>2.5〜5
0.28
0.30
0.30
0.35
0.40
0.45
0.50
>5〜10
0.35
0.35
0.35
0.40
0.45
0.50
0.55
>10〜16
—
0.45
0.45
0.50
0.55
0.60
0.70
公法线长度余量偏差
0-0.03
0-0.03
0-0.04
0-0.04
0-0.05
0-0.05
0-0.05
注:
①表中所歹0为渗碳淬火齿轮磨前滚齿余量;
2所有零件按图纸公法线的极限尺寸上偏差,按上表留余量加工;
3齿轮按上表公法线长度余量偏差下差加工;
4齿轮轴按上表公法线长度余量偏差上差加工;
5磨前滚齿表面粗糙度不得大丁Ra12.5;
6齿轮中/B>10以上,齿轮轴L/d>10以上,按上表中余量加0.05—0.10mm
中一齿轮外圆B一宽度L一齿轮轴总长d一齿轮轴,轴端直径
7此表下发后一分厂和检查站按照执行,同时原2008.6.14下发标准作废。
表9渗碳、淬火齿轮粗滚齿公法线余量(mm)
(三分厂试用)
直径
妙法湫®
<80
>80〜120
<2.5
0.25
0.25
>2.5〜5
0.28
0.30
>5〜8
0.30
0.35
公法线长度余量偏差
0-0.03
0-0.05
注:
①表中所歹0为渗碳淬火齿轮磨前滚齿余量;
2所有零件按图纸公法线的极限尺寸上偏差,按上表留余量加工
3齿轮按上表公法线长度余量偏差下差加工;
4齿轮轴按上表公法线长度余量偏差上差加工;
5对丁小模数Mn卜1.75,可米用热处理前滚齿按7级精度滚加工(按图纸公法线的极限尺寸上偏差达6〜7级)。
热处理
6磨前滚凶表面粗糙度不侍大于Ra6.3;
7齿轮中/B>10以上,齿轮轴L/d>10以上,按上表中余屋
中一齿轮外圆B一宽度L一齿轮轴总长d
>120〜200
>200〜320
>320〜400
0.30
0.30
0.35
0.30
0.35
0.40
0.35
0.40
0.45
0-0.06
0-0.06
0-0.06
齿留余量0.06〜0.10mm表面粗糙度不得大丁Ra3.2后,进行剃齿
.后奇亍齿加工达6〜7级;
重加0.05—0.10mm
一齿轮轴,轴端直径
表10渗碳、淬火齿轮粗滚齿公法线余量(mm)
(四分厂试用)
法向模数mm
2
3
4
5
6
7
8
9
10
11
12
14
16
18
20
22
>22
公法线长度
余量(△W)
0.3
0.35
0.4
0.45
0.5
0.5
0.55
0.55
0.6
0.6
0.7
0.7
0.8
0.8
0.9
0.9
1-1.5
公法线长度
偏差
0
一0.03
0
一0.04
0
一0.05
0
一0.06
注:
①表中所歹0为渗碳淬火齿轮磨前滚齿余量;
2所有零件按图纸公法线上差,按上表留余量加工;
3齿轮按上表公法线长度余量偏差下差加工;
4齿轮轴按上表公法线长度余量偏差上差加工;
5磨前滚凶表面粗糙度不侍大于Ra12.5;
6齿轮中/B>10以上,齿轮轴L/d>10以上,按上表中余量加0.05—0.10mm
中一齿轮外圆B一宽度L一齿轮轴总长d一齿轮轴,轴端直径
表11软齿面及中硬齿面粗滚齿余量单位:
mm
软齿面及中硬齿面齿轮粗滚齿余量可按下式计算:
3Mn>14a(齿厚)=1.20+0.05(Mn-14)
法向模数Mn
3
4
5
6
7
8
9
10
11
12
14
16
18
20
22
25
28
30
余量a
0.55
0.60
0.65
0.70
0.75
0.80
0.85
0.80
0.95
1.00
1.20
1.30
1.40
1.50
1.60
1.75
1.90
2.00
余量公差(+)
0.10
0.15
0.20
注:
(1)模数Mn<3可一次滚成
(2)3(3)3(4)模数Mn>12按中硬齿面热处理前粗滚齿余量表选取,热处理后可按此表选用粗滚齿余量。
表12中硬齿面Mn>12热处理(调质)前粗滚齿及齿外圆余量(试用)单位:
mm
法向模数Mn
14
16
18
20
22
24
公法线余量△W
2.0~2.2[
2.2~2.5
2.5~3.0
3.0~3.5
3.5~4.0
4~4.5
齿外圆余量
2.0~2.5
2.5~3.0
3.0~3.5
3.5~4.0
4~4.5
4.5
注意:
(1)热处理前米用普通高速钢滚齿按表留余量。
(2)热处理后米用中硬滚力粗精滚齿。
(3)齿面长>200mm螺旋角6>12°时,公法线余量△W适当加大0.2~0.5mm。
(三分厂试用)
表13渗碳淬火弧齿锥齿轮磨前铳齿:
齿厚留磨余量与公差(mm)
法面模数mm
<5
5〜7
8〜9
10〜11
12〜14
16〜18
20〜22
>22
齿厚余量mm
研磨量0.05〜0.101
0.5〜0.6
0.6〜0.65
0.65〜0.7
0.7〜0.75
「0.7〜0.85「
0.8〜0.95
1.1〜1.5
齿厚公差mm
+0.03
0.在YK2560研磨
+0.050.
+0.060.
+0.070.
+0.080.
+0.090.
+0.110.
+0.120.
注:
①表中所列为渗碳淬火弧齿轮磨前铢齿齿厚余量;
2所有零件加工按图纸齿厚上差,按上表齿厚留磨量;
3弧齿轮按上表齿厚余量下差加工;
4弧齿轴按上表齿厚余量上差加工;
5磨前弧齿对研检查接触按7级精度;
6磨前铢齿表面粗糙度不得大丁Ra6.3;
表14分箱面焊接箱体粗加工后人工时效余量(试用)单位:
mm
长度
500
1000
1500
2000
4000
6000
8000
高度
平面余量
500
4
5
6
7
8
10
1000
5
6
7
7
9
12
15
2000
7
10
14
16
孔直径余量
6~8
8~10
9~11
10~12
14~16
16~18
18~20
孔端面余量
3
4
4
4
5
6
6
注:
(1)焊接箱体焊后退火后按上表加工留余量。
(2)焊接箱体,焊后未进行退火处理按上表乘以1.1〜1.3。
(3)人工时效前拆开箱体,箱盖自由状态下进行。
表15分箱面焊接箱体粗加工后振动时效余量(试用)单位:
mm
长度
500
1000
1500
2000
4000
6000
8000
高度
平面余量
500
2
3
3
4
5
1000
3
4
4
5
6
7
2000
4
5
7
8
孔直径余量
4~5
4~5
5~6
5~6
6~7
7~8
9~10
孔端面余量
2
2
2
3
3
4
4
注:
起重机系列减速器焊接箱规定
(1)结合面长度>1500mm米用人工时效
(2)结合面长度<1500mm,采用振动时效
(3)人工时效前拆开箱体,箱盖自由状态下进行。
长度
500
1000
2000
4000
6000
8000
高度
平面余量
500
3
4
4
5
5
1000
4
4
5
6
7
2000
5
6
7
3000
6
7
8
孔直径余量
8
10
10
12
12
15
孔端面余量
3
4
4
5
6
7
注:
(1)自然时效余量为表中数值的0.5~0.6;
(2)铸钢件可按表中数值增加1~2mm。
(3)起重机系列减速器QJR—D、QJS—D、QJRS—D铸铁箱规定:
1)结合面长度<1000mm采用自然时效;
2)结合面长度>1000mm采用人工时效
表16铸铁箱体(平行轴)粗加工后人工时效余量
单位:
mm
 升级会员
升级会员 