液体散货码头装卸工艺综述.docx
《液体散货码头装卸工艺综述.docx》由会员分享,可在线阅读,更多相关《液体散货码头装卸工艺综述.docx(12页珍藏版)》请在冰豆网上搜索。
液体散货码头装卸工艺综述
液体散货码头装卸工艺综述
1概述:
液体散货码头是指原油、成品油、液体化工品、LPG和LNG介质等用管道装卸和输送的专业码头。
由于这些货物品种多,需求量大,存在着产地与加工地、加工地与消费地的差异,从而形成了很大的货运量。
目前世界石油的海运量已占到总海运量的50%。
随着我国经济的持续发展,对油气及化工品需求不断增加,也促进了液体散货海运事业的发展和相应的港口码头的建设。
2021年我国主要港口石油天然气及制品吞吐量完成4.83亿t。
其中接卸进口原油1.23亿t[1]。
液体散货码头作业特点是连续、密闭、运量大、效率高。
主要发展趋势是:
码头吨级大型化和专业化、装卸货种多样化、装卸工艺流程自动化、安全及环保要求高。
我国在液体散货码头的设计、施工、运行和管理上已形成较完善的标准。
2运输船型和码头吨级:
世界石油消费量和海运量的不断增加,带动了液体散货船队发展,使之成为世界上最大的一类船队。
船型大小吨位齐全,且近年来船舶运输大型化趋势明显,码头吨级也随之增大。
2.1原油船型和码头吨级:
从我国进口油产地、航线及运距、海峡限制条件、世界及我国原油船队、船舶营运费用等方面分析比较,目前我国沿海进口原油码头均以30万DWT油船作为设计船型。
考虑船舶大型化趋势,部分深水港口如大连、曹妃甸、青岛等地的30万吨级原油进口码头规模按兼顾40万~50万DWT油船设计,提高了码头的适应性和经济性。
对于沿海原油运输,如海洋原油运输、进口原油二程船转运等,主力船型为30000~80000DWT的沿海运输船型。
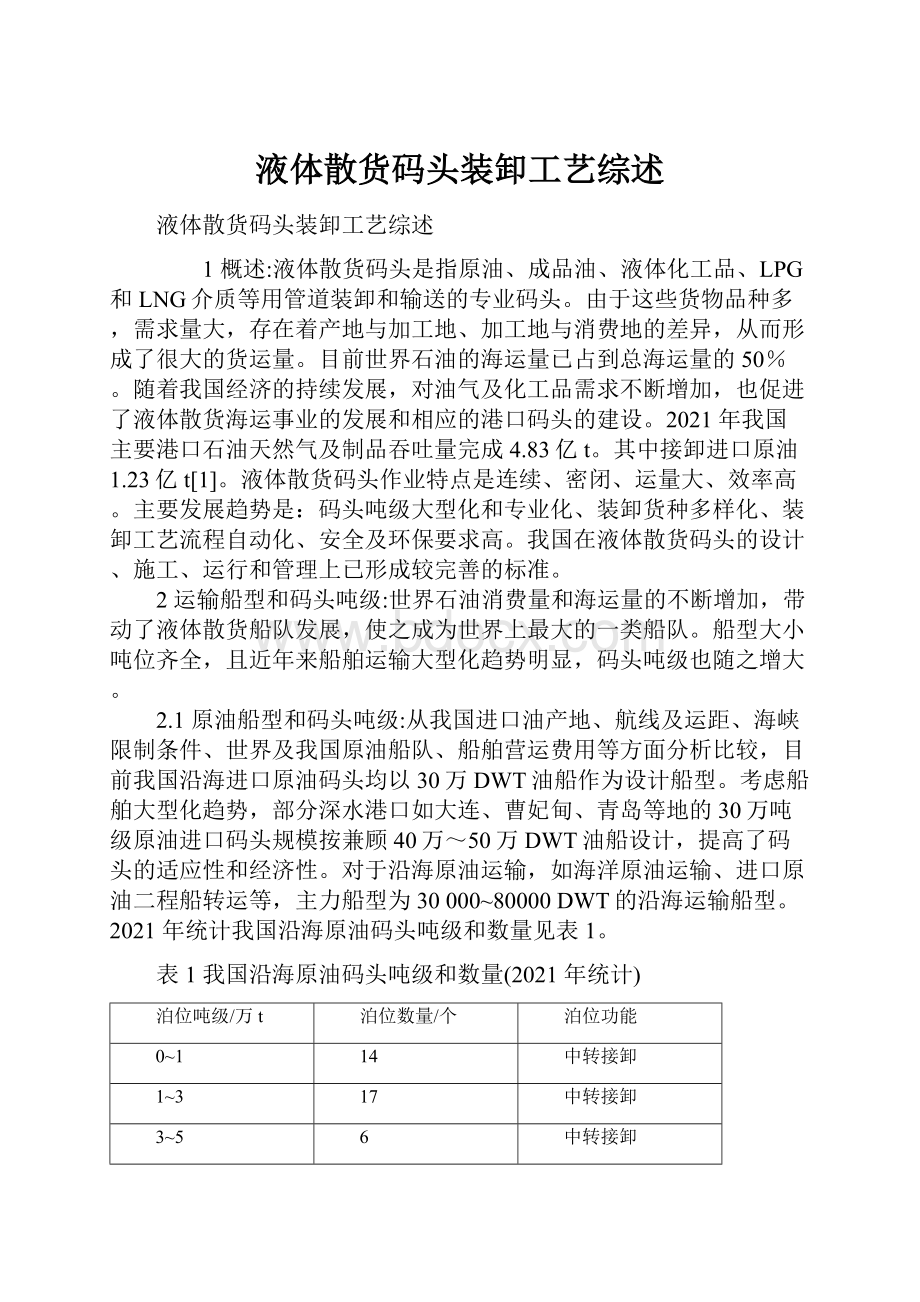
2021年统计我国沿海原油码头吨级和数量见表1。
表1我国沿海原油码头吨级和数量(2021年统计)
泊位吨级/万t
泊位数量/个
泊位功能
0~1
14
中转接卸
1~3
17
中转接卸
3~5
6
中转接卸
5~8
13
中转接卸
10~15
7
进口原油接卸
20
7
进口原油接卸
合计
64
2.2成品油、液体化工品船型和码头吨级:
我国沿海成品油码头近年来建设发展较快,但因沿海成品油运输船型、批量、流向和接卸港规模限制,设计船型相对较小。
东北地区港口内贸成品油、液体化工品出口船型主要为5000~10000DWT,部分外贸出口船型为20000~30000DWT;华东、华南炼化企业成品油内贸船型多在l000~3000DWT之间。
沿海成品油、液体化工品外贸进口船型范围30000~50000DWT。
2021年统计我国沿海成品油与液体化工品码头吨级和数量分别见表2、表3。
表2我国沿海成品油码头吨级和数量(2021年统计)
泊位吨级/万t
泊位数量/个
0~0.3
288
0.3~0.5
100
0.5~1
36
1~3
40
3~5
18
8~10
4
合计
486
表3我国沿海液体化工品码头吨级和数量(2021年统计)
泊位吨级/万t
泊位数量/个
0~0.3
56
0.3~0.5
26
0.5~1
36
1~3
26
3~5
16
≥5
13
合计
173
2.3LPG船型和码头吨级:
根据中国船级社(CCS)统计资料,2021年国内LPG船舶64艘,总运力约6.4万载重吨,总舱容123150m3;在现有船舶中,3000m3及以上的船13艘,约占总运力的37.5%;3000m3以下的船51艘,约占总运力的62.5%。
1000~3000m3全压式船舶,主要用于国内沿江、沿海之间运输。
远洋进口LPG船多为半冷半压式或全冷式船舶,舱容在10000~50000m3,部分达80000~100000m3。
近年来,宁波、汕头、珠海、钦州等港口新建了一些低温LPG船接卸码头,多为50000吨级泊位。
2021年统计我国沿海LPG码头吨级和数量见表4。
表4我国沿海LPG码头吨级和数量(2021年统计)
泊位吨级/万t
泊位数量/个
0~0.3
13
0.3~0.5
6
0.5~1
10
1~5
5
≥5
7
合计
41
2.4LNG船型和码头吨级:
根据有关资料,2021年底全球LNG船正在营运中的共有198艘,其中最大舱容为147600m3,最小舱容为1100m3,120000m3以上的占164艘。
正在建造或已下订单的共有144艘,其中最大舱容为260000m3,最小舱容为19100m3,120210m3以上的占140艘,202100m3以上的有26艘。
我国深圳大鹏湾已投产LNG接卸终端配置的LNG运输船为14.7万m3(国内建造)。
目前正在设计的大连、曹妃甸LNG项目考虑到船型的不确定性及大型化的趋势,码头靠泊船型为8万~20万m3的LNG船。
3装卸工艺
3.1油品码头工艺流程:
油品码头的工艺作业主要有:
卸船进罐、装船、船一船直取、车一船直取作业等,另外还有泄空、置换及吹扫等附属工艺作业。
1)卸船进罐作业:
该作业主要利用船泵压力接卸,将所载油品直接送人港区储罐。
这种流程要求平面与高程设计中以满足船泵按正常流量卸油时的扬程、大于进罐的全管路系统水头损失为前提。
一般将接卸罐区设置在距码头3~5km范围内。
对大型原油卸船码头,在地形条件有利的情况下,二者之间距离可扩大到5~8km;对于LNG码头,因介质汽化、管线投资等原因,接卸罐区距码头一般不超过lkm。
随着大型原油深水泊位的建设,新建码头要得到适宜的水深条件,往往要从岸线向外海延伸很远.如船泵扬程满足不了输送要求,需进行二次加压接力输送。
卸船过程中的中间加压,因自控手段和机泵参数配合等原因,目前已建成的工程多采用“旁接油罐加压”方案,即在工艺流程上设中间罐和接力泵。
这种方式需设置油罐,占地大、能耗高。
国际上已有接力泵与船泵“串联顺序输油加压”的方式,如美国墨西哥湾的LOOP港,通过自动化控制手段实现单点平台加压泵与卸油泵之间的串联作业,取消了中间油罐,降低了能耗。
这种卸船工艺对设备控制以及管理等方面都提出了很高的要求。
工艺设备性能的提高,为提高码头卸船效率提供了可能。
特别是大型油船配泵的扬程较高、流量大,码头上的设备相应配套,卸船效率高,大大缩短了船舶在泊时间,提高了泊位通过能力。
卸船效率主要依据船泵和陆上接收设施的能力决定。
目前建成的大连、青岛、宁波等30万吨级油码头卸船流量达到10000~12000m3/h,净卸船时间在40h左右。
青岛、大连在建30万吨级油码头设计卸船效率为15000~18000m3/h,可实现船舶在港快速卸船,提高码头利用率。
2)装船作业:
装船作业按照地形条件,有两种装船方式:
一种是港区设置高位储罐,利用有利的地形,重力流装船,这种方式节省能量,降低装船成本;另一种方式是设置装船泵,将储罐内油品泵送至船舱。
一般而言,陆域罐区与装船码头之间距离较远,二者之间的自动控制、通信联络和联动操作极为重要。
在输油过程中,当罐区、码头和油船等环节中发生故障时必须迅速停泵、关阀,停止输油作业,避免发生事故。
目前,国内大型石化码头均实现了以上控制功能。
近年来,随着环保和节能要求的提高,利用油气回收法降低油品装卸过程中蒸发损耗的技术日趋成熟。
美国、欧洲等港口和船东已全面推广油船装载过程中的油气回收技术。
目前我国沿海的原油、成品油装船港尚无油气回收系统在工程中应用的实例。
如码头装船作业采用全封闭装卸工艺(循环回路),船舶需要配置收集各货舱挥发气体的独立管路。
而我国沿海运输的液体散货船舶。
除运输蒸汽压较高的LPG、LNG船、部分运输毒性强、货物价值高的化工品船具有返回码头上的回气管路外,绝大部分原油、成品油船货舱透气系统未形成封闭管路,无法实施回收作业。
这是导致油气回收技术未能在港口应用的主要原因。
油气回收技术需要结合新船舶建造技术规范的推广,在港口工程设计中加以研究解决。
3)“船一船直取”作业:
“船一船直取”作业将满载船舶的货油通过合理的工艺流程,直接装运到预先靠泊的空载油船里。
该作业流程不仅可以提高码头的泊位利用率,减少对港口设施的占用,降低能耗,缩短货物在港时间,减少费用,而且有利于港口生产安全。
此工艺方式对栈桥式两侧靠船的情况,尤为优越。
该作业在青岛油港、秦皇岛油港等得到采用。
4)“车一船直取”作业:
“车一船直取”工艺适用于铁路油槽车、油船联合作业的情况。
通过合理调度,将到港铁路油槽车内油品直接装载到油船中或将油船中油品直接装载到油槽车中。
该作业在鲅鱼圈港、秦皇岛油港等均有采用。
但这种方式装卸效率受到限制,在大型油品码头上很少采用。
5)吹扫放空:
码头工艺管线吹扫放空,目前较多采用的是自流排空加泵抽吸工艺,或按照油品的火灾危险等级采用惰性气体、压缩空气、水等介质进行吹扫置换。
随着管线种类的增多,为满足多货种公用管线的要求,管道清管器吹扫新工艺逐步被采用。
目前国内的一些港口,如营口、天津、宁波等石化港区在油品、液体化工品的装卸系统中应用此技术。
清管器吹扫时利用背压作动力,推动清管器在管线内行进,从而将管道内残液排出管外。
此种工艺操作简便,可保证管道输送介质的质量,实现设备和管道的有效利用。
3.2LPG码头工艺流程:
LPG装卸工艺流程与运输船型、库区储存方式密切相关。
码头与库区之间的装卸工艺流程有:
1)全压式LPG船→装载臂→管系→常温压力球罐;2)低温LPG船→装载臂→管系→加压、加热→常温高压库(球罐或地下储罐);3)低温LPG船→加压、加热→装载臂→管系→常温高压库(球罐或地下储罐);4)低温常压LPG船→装载臂→管系→低温常压库:
5)常温高压库→管系→装载臂→全压式LPG船:
6)低温常压库→加压、加热→管系→装载臂→全压式LPG船。
LPG装卸船过程中,通过气相平衡管线连通储罐与运输船贮舱,以维持系统的压力平衡。
接卸低温LPG船,还设置循环预冷管线以小流量来保持卸料总管处于冷状态备用。
3.3LNG码头工艺流程:
国内LNG接卸终端的码头均为卸船流程。
LNG船靠泊后,通过船上的输送泵,经过卸料臂、码头支管和卸料总管,输送到LNG储罐中。
LNG进入储罐后置换出的蒸发气,经增压机增压后,通过返回气管道.经气相返回臂送到运输船的LNG贮舱中,以维持系统的压力平衡。
在卸船操作初期,用较小的卸船流量来冷却卸料臂及辅助设施。
当冷却完成后,再逐渐增加流量到设计值。
卸船完成后,用氮气将残留在卸料臂中的LNG吹扫干净,并准备进行循环操作。
在无卸船的正常操作期间,通过循环管线以小流量来保持LNG卸料总管处于冷状态备用。
3.4装卸设备:
液体散货码头上的装卸设备主要为装载臂,也有的采用输油软管。
液体化工品码头采用软管装卸较多。
装载臂具有输油效率高、安全性好、自动化程度高等优点,因此在油品码头上得到广泛运用。
随着技术的发展,装载臂与油船集油口的连接方式也由传统的螺栓连接改为手动或液动型快速连接器,大大减轻了现场劳动强度,缩短了船舶作业时间。
随着HSE理念的深入,近两年来建设的大型油气、化工码头装载臂都配带了紧急脱离装置(ERS),可与码头快速脱缆装置联合动作,为船舶紧急情况下与码头快速脱离提供了可能。
随着船舶向大型化发展,港口装载臂的口径和长度也不断增加。
青岛港在建的30万吨级油码头,采用了DN500口径装载臂,单台装卸效率高达7000m3/h,内外臂长度21m,是我国港口迄今为止采用的最大型装载臂。
另外,根据港口多用途泊位或连片式码头的设备布置要求,移动式装载臂也在港口得到应用,不仅提高了设备使用的灵活性,也有利于码头总体布置。
LPG码头一般采用液、气相合一的装卸臂,也有采用液、气相分开的装卸臂。
LNG码头因卸船效率高、装载臂尺寸大,液相、气相装卸臂分开设置,设备制造采用低温钢材质。
随着国内制造水平的提高,港口使用的装载臂基本实现国产化,在紧急脱离装置(ERS)和低温装载臂的研制方面,也取得突破性进展。
除装载臂以外,传统的输油软管在原油、成品油以及液体化工品装卸中使用也很广泛,特别是小吨位、多货种的油品泊位,采用输油软管是适宜的。
输油软管规格一般为DNl00~200。
另外,对于液体化工品码头,一般品种较多,需设置10余条甚至20多条管线,因此多采用高架吊机操作软管,作业效率高,节省码头空间。
这种方式在国外大型化工码头上使用较多,国内应用较少。
3.5管系配置:
港口油品码头管道主要为碳钢管道,根据输油压力、管径的不同采用无缝钢管或螺旋焊缝钢管。
采用钢管输油安全性高,有利消除静电,机械性能好,便于施工,但重量相对来说较大,防腐问题较为突出。
目前,随着材料技术的发展,非金属输油管道在港口得到应用,如PVC管、钢塑复合管、玻璃钢管等,这类管道具有重量轻、摩阻小、耐腐蚀等优点,但又带来诸如管道防静电、防火等新问题。
港口油品装卸作业要求管道通过流量大。
由于输送的介质为可燃性液体,在管道中流动会产生静电,为保证安全,在选择管径时除考虑经济性外,还应考虑管路水击和静电问题。
随着输油效率的提高,大直径输油管道在港口应用较多。
大连、青岛等油港均采用了直径l000mm的输油管道。
为安全和检修的需要,港口输油管路原则上采用架空敷设。
由于介质输送温度、环境温度和锁定温度等因素的影响,工艺管道需进行热补偿。
波纹管膨胀节补偿器具有重量轻、无渗漏、占地小等特点,适用于码头引桥段管线热补偿。
对于输送低温LPG、LNG的管道需采用低温管材、并有保冷措施。
出于安全考虑,低温管道补偿一般采用方型补偿器。
3.6储罐
1)油品储罐:
港口陆域最普遍的储油方法是储罐。
储罐按材料分为金属储罐和非金属储罐;按建筑特点可分为地上、地下和山洞式油罐。
金属油罐型式很多,港口使用较多的是拱顶罐和浮顶罐(内浮顶罐)。
拱顶罐结构简单、施工快,但油品蒸发损耗大,比较适于储存柴油、重油、沥青、润滑油等不易挥发油品;浮顶罐(内浮顶罐)有良好的降低油品蒸发损耗的特点,因而适于储存原油、汽油和煤油等易挥发油品。
储罐发展趋势是系列化、安全、环保、大型化。
储罐大型化具有占地少、耗钢量小、便于操作管理的优点,目前,国内最大的拱顶、内浮顶储罐单罐容积达到5×104m3,最大的外浮顶储罐单罐容积达到15~104m3。
近年来,随着港口到港油船日趋大型化,港口油库采用的储罐也越来越大。
10×104m3油罐在我国大连、青岛、宁波等港口油库中大量使用。
对于港口液体化工品储存,根据介质的不同储运要求,也相应出现了拱顶罐氮封、罐内喷涂等新技术。
2)LPG储罐:
目前.国内港口工程建成的LPG储罐主要有以下3种:
①地下岩洞常温高压储罐:
如汕头海洋LPG码头及库区工程,建设丁烷、丙烷罐各1个,每个储罐容量均为10万m3。
其中,丁烷罐建于地下55m处.丙烷罐建于地下105m处。
储罐由竖井通向地面,井口设有自动消防报警装置和灭火设施.以及泄压火炬设施等。
地下岩洞储罐具有投资省、储存安全可靠、营运费用少等优点。
②地面低温常压储罐:
如深圳市液化石油气低温常压储存库区及码头工程,建成2个8万m3低温储存罐。
储存罐为圆柱型钢罐,储存温度-45℃,储存压力15kPa。
库区内设有可燃气体探测器、消防报警装置及高压水炮等灭火设施。
低温常压储存罐投资大,营运维护费用较高。
③地面常温高压储存罐:
小型LPG码头及库区均采用这种储存方式,常用球型储罐容量为1000~2000m3。
国内建成的最大常温高压储存库为温州洞头小门岛LPG中转站及码头工程,总容量为4.4~104m3,共布置22个球罐。
3)LNG储罐:
LNG储罐根据建设地区的土质情况、地震、建设方管理的要求等因素而采用不同的储罐型式。
储罐型式主要有地上、地下两种,各具优势。
①地上储罐:
多采用双层圆筒结构,分为直接接触LNG的内层和含有冷却层、起到阻挡外气作用的外层。
因LNG深冷作用,内层材质一般采用低温下防脆化的9%镍钢。
内层厚度根据耐压强度的不同为6~40mm,外层为普通碳钢材料(也有采用预制混凝土构件),隔热层采用珍珠岩颗粒,并在空隙内充入氮气,以加强隔热效果。
罐底基础一般采用浮空式,可使大气自由通过,以防基础冻结破坏。
为保证安全,地上罐周围均设置挡液堤。
地上罐板材厚,焊缝相对较少,管理方便。
目前,地上罐最大罐容为16×104m3。
②地下储罐:
地下罐由承受土压和储液压力的混凝土罐体和具有密封作用的内壁隔板及金属顶盖组成。
隔板采用奥氏体不锈钢薄板2mm,隔热材料采用耐压强度高的硬质聚氨酯泡沫板200mm,外壁混凝土厚度根据耐压等级为l500~3000mm。
相对而言,地下罐板材薄,焊缝多,但因储液高度在地面以下,抗震性好,从安全上是有利的;另外,地下储罐在地表面上只露出罐顶,与环境协调,也无须在周围砌筑挡液堤,有利于土地的有效利用。
地下罐因向地下挖深,目前最大可达20×104m3。
地下储罐一般施工周期较长,一次投资相对较大。
4单点和多点系泊:
近年来,油船吨位不断增加,船型尺寸和吃水也相应加大,由于这些因素,近岸式油品码头已不能适应巨型油船的需要,因此油品码头开始朝外海发展,随之出现了单点和多点系泊码头型式和岛式码头型式。
单点和多点系泊码头具有施工周期短、投资省等优点,在国外港口建设中得到大量应用,特别是大型原油码头适用得更为普遍。
迄今为止,全世界各地已建成了数百个单点和多点系泊码头。
值得注意的是,自20世纪70年代以来,为满足我国进出口原油的需要,浮式系泊引起了重视并着手开发研究。
近几年来浮式单点和多点技术在我国海洋石油行业发展较快。
4.1单点系泊:
单点系泊码头的特点是将油船直接系在装有活动接头的浮筒上,系泊的油轮可随潮流及风浪运动,并沿活动接头围绕系泊点自由旋转。
浮筒及锚链固定于锚系混凝土块或地锚上,浮筒下方的海底上设有分配装置,该分配器上的接头管,一方面与通往岸上的海底输油管道连接,一方面又与浮筒中心室内管道相连,直通浮筒顶部的输油管臂,装卸作业时,输油管臂通过浮在水面上的输油软管与油船上的集油管相连。
我国第l座25万吨级浮式单点系泊原油接卸系统1994年投入使用。
该工程建于茂名水东湾外海域。
该项目的建成,结束了我国没有大型原油单点系泊的历史。
除上述浮式单点系泊型式外,随着海洋石油技术的发展,还出现了如固定塔架式等一系列适应不同海域条件的新型单点系泊。
随着浮式系泊技术和海底管线技术的发展,我国沿海一些规划中的大型原油接卸码头采用了浮式单点系泊方案。
4.2多点系泊:
多点系泊码头的特点是系泊设施和装卸油设施分开,系泊设施都采用浮筒,船舶缆绳直接系在浮筒上。
装卸油设施一般有3种型式:
第1种是海底输油管借助于一段软管直接与油船上的集油管连接;第2种是借助于可沉浮的卸油架进行装卸作业;第3种方式是借助于固定的工作墩进行装卸油作业。
1994年珠海桂山岛建设了一座多点系泊设施,该工程为5万吨级燃料油卸船泊位,船舯及船艉设6个系泊浮筒,船艏抛八字锚。
泊位与陆域通过345m海底输油管线连接。
2021年,法国elf石油公司在山东海阳开展LPG多点系泊研究工作,系泊布置形式与珠海桂山岛项目类似。
5结语:
随着我国综合国力的提高,能源消费量的快速增长,沿海、沿江大型液体散货码头不断涌现。
在总结我国液体散货码头设计和管理经验的基础上,应积极采用新工艺,大力推行新材料、新技术和新设备,进一步提高我国油气码头的建设水平。
参考文献:
[1]中华人民共和国交通部.2021中国航运发展报告[M]北京:
人民交通出版社,2021.
[2]GB18434—2021,油船码头安全作业规程[S].
[3]AnkerJacobsen.VapourRecoveryorVapourProcessing[J]CoolSorptionMS.2021(4):
27—28.
公司印章管理制度
一、目的
公司印章是公司对内对外行使权力的标志,也是公司名称的法律体现,因此,必须对印章进行规范化、合理化的严格管理,以保证公司各项业务的正常运作,由公司指定专人负责管理。
二、印章的种类
1、公章,是按照政府规定,由主管部门批准刻制的代表公司权力的印章。
2、专用章,为方便工作专门刻制的用于某种特定用途的印章,如:
合同专用章、财务专用章、业务专用章、仓库签收章等。
3、手章(签名章),是以公司法人代表名字刻制的用于公务的印章。
三、印章的管理规定
1、印章指定专人负责保管和使用,保管印章的地方(桌、柜等)要牢固加锁,印章使用后要及时收存。
2、财务专用章由财务部负责保管,向银行备案的印章,应由财务部会计、总经办分别保管。
3、印章要注意保养,防止碰撞,还要及时清洗,以保持印迹清晰。
4、一般情况下不得将印章携出公司外使用,如确实因工作所需,则应由印章管理员携带印章到场盖章或监印。
5、印章管理人员离职或调任时,须履行印章交接手续。
四、公章刻制
印章需本公司法人代表批准,并由印章管理专责人负责办理刻制并启用并交由专人进行保管。
五、印章的使用
1、使用任何的印章,需由相应负责人审核签字。
为方便工
作,总经理可授权印章管理专责人审核一般性事务用印。
2、用印前印章管理人员须认真审核,明确了解用印的内容和目的,确
认符合用印的手续后,在用印登记簿上逐项登记,方可盖章。
3、对需要留存的材料,盖印后应留存一份立卷归档。
4、不得在空白凭证、便笺上盖章。
5、上报有关部门的文件资料,未经部门经理、总经理审签,不得盖章。
6、以公司名义行文,未经总经理签发,不得盖章。
7、按照合同会签制度的规定,所有合同和协议在会签手续齐全后方可盖章。
8、各印章管理人员如出差,应把印章移交有关人员,并办理有关交接手续。
六、印章管理人员的责任
1、印章管理人员要与公司签订《印章管理责任书》,并在“印章管理制度”上签名。
2、印章管理人员不得擅自使用印章,对于非法使用印章者,造成经济损失的除赔偿损失外,还要追究其行政责任或法律责任。
用章申请
事由:
部门负责人核准
时间
副经理核准
时间
总经理核准
时间
 升级会员
升级会员 