PFMEA的严重度SOD的评分和优先级别.docx
《PFMEA的严重度SOD的评分和优先级别.docx》由会员分享,可在线阅读,更多相关《PFMEA的严重度SOD的评分和优先级别.docx(15页珍藏版)》请在冰豆网上搜索。
PFMEA的严重度SOD的评分和优先级别
PFMEA严重度(S)
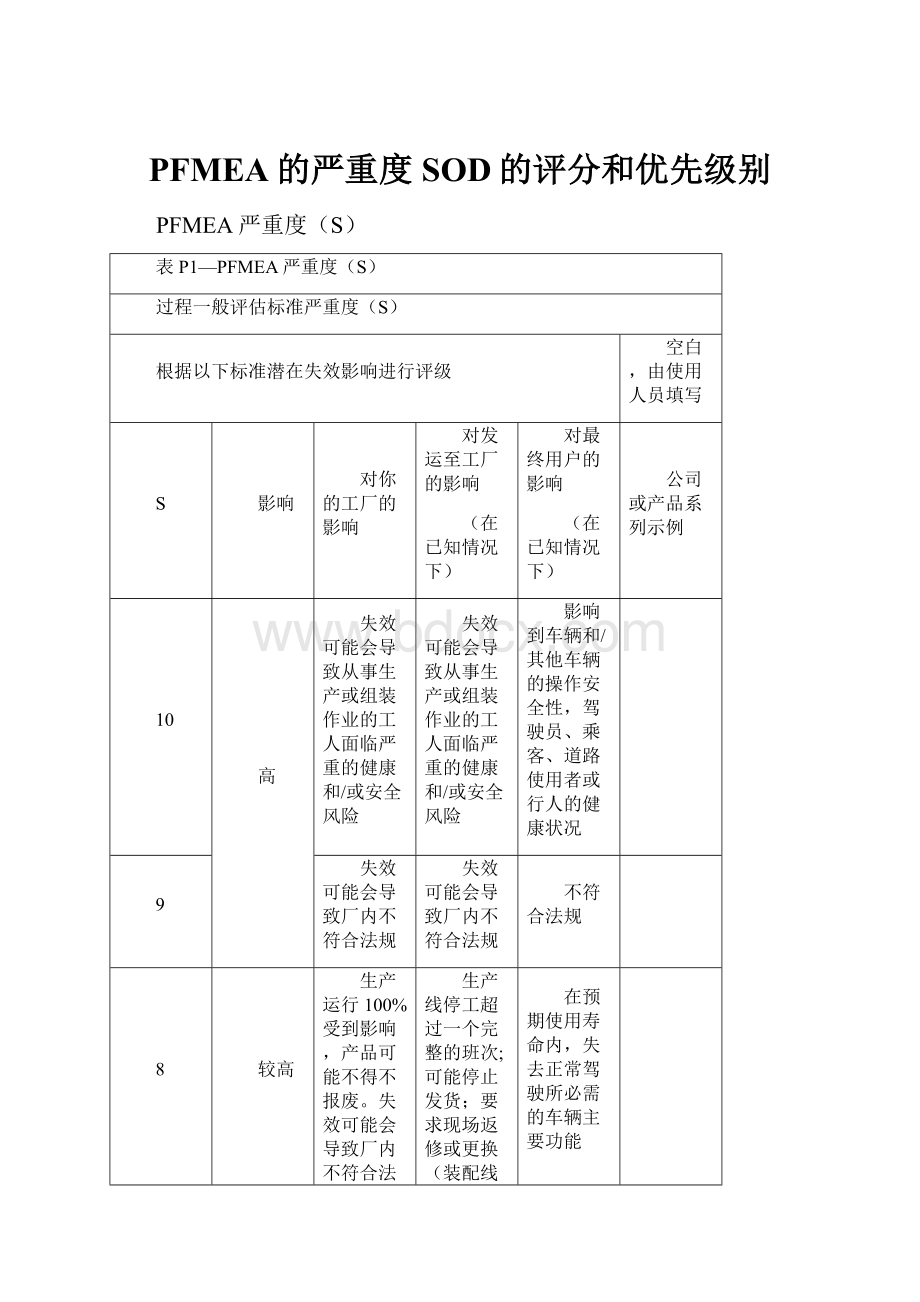
表P1—PFMEA严重度(S)
过程一般评估标准严重度(S)
根据以下标准潜在失效影响进行评级
空白,由使用人员填写
S
影响
对你的工厂的影响
对发运至工厂的影响
(在已知情况下)
对最终用户的影响
(在已知情况下)
公司或产品系列示例
10
高
失效可能会导致从事生产或组装作业的工人面临严重的健康和/或安全风险
失效可能会导致从事生产或组装作业的工人面临严重的健康和/或安全风险
影响到车辆和/其他车辆的操作安全性,驾驶员、乘客、道路使用者或行人的健康状况
9
失效可能会导致厂内不符合法规
失效可能会导致厂内不符合法规
不符合法规
8
较高
生产运行100%受到影响,产品可能不得不报废。
失效可能会导致厂内不符合法规,或导致从事生产或组装作业的工人面临慢性健康和/或安全风险
生产线停工超过一个完整的班次;可能停止发货;要求现场返修或更换(装配线到终端用户),并且不符合相关法规。
失效可能会导致厂内不符合法规,或导致从事生产或组装作业的工人面临慢性健康和/或安全风险
在预期使用寿命内,失去正常驾驶所必需的车辆主要功能
7
产品可能需要进行分选,其中一部分(少于100%)会报废,主要过程有偏差,生产过程速度降低或增加劳动力
生产线停工从1小时到一个完整的班次;可能停止发货;要求现场返修或更换(装配线到终端用户),并且不符合法规
在预期寿命内,降低正常驾驶所必需的车辆主要功能
6
较低
100%的产品可能需要线下返工后才能被接受
生产线停工超过一个小时
失去车辆次要功能
5
部分产品可能需要线下返工后才能被接收
少于100%的受到影响;极有可能出现额外的缺陷产品;需要分拣;生产线没有停工
降低车辆次要功能
4
100%的产品可能需要在工位上返工后才能继续加工
缺陷产品会触发重大反应计划的启动;可能不会出现额外的瑕疵产品;不需要分拣
外观、声音、振动、粗糙度或触感令人感觉非常不舒服
3
低
部分产品可能需要在工位上返工后才能继续加工
缺陷产品不会触发反应计划的启动;可能不会出现额外的缺陷产品;不需要分拣
外观、声音、振动、粗糙度或触感令人感觉中度的不舒服
2
会导致过程、操作或操作人员的不方便
缺陷产品不会触发反应计划的启动;可能不会出现额外的缺陷产品;不需要分拣;需要向供应商提供反馈
外观、声音、振动、粗糙度或触感令人略微感觉不舒服
1
非常低
没有可觉察到的影响
没有可觉察到的影响或没有影响
没有可觉察到影响
PFMEA频度(O)
表P2—PFMEA频度(O)
过程的潜在频度(O)
根据以下标准对潜在失效起因进行的评级。
在确定最佳预估频度时应当考虑预防控制。
频度是在评估进行的预估定性评级,可能不能反映真实的频度。
频度评级得分是在FMEA(正在评估的过程)范围内进行的相对评级数值。
针对多个频度评级中的预防控制而言,可以使用最能反映控制有效性的评级。
空白、由使用人员填写
O
对失效起因发生的预测
控制类型
预防控制
公司或产品系列示例
10
极高
无
没有预防控制
9
非常高
行为控制
预防控制在防止失效起因出现的方面起到的作用很小。
8
7
高
行为或技术控制
预防控制在防止失效起因出现的方面可以起到一定的作用。
6
5
中
预防控制在防止失效起因出现的方面可以起到有效的作用
4
3
低
最佳实践;行为或技术控制
预防控制在防止失效起因出现的方面可以起到高度有效的作用
2
非常低
1
极低
基础控制
预防控制在预防失效起因设计(例如:
零件形状)或过程(如夹具或模具设计)而发生的失效起因方面极其有效。
预防控制的目的—失效模式不会因失效起因而实际发生。
预防控制的有效性:
在确定预防控制的有效性时,应当考虑预防控制是否为技术措施(依靠机械设备、工具寿命、(工具材料等),或应用最佳实践(夹具、工装设计、校准程序、防错验证、预防性维护、作业指导书、统计流程控制表、过程监视、产品设计等),或行为措施(依靠持有证书或未持有证书的操作人员、技术工人、团队领导等)。
PFMEA探测度(D)
表P3—PFMEA探测度(D)
用于过程设计验证的潜在探测度(D)
根据检测方法成熟度和探测机会对探测控制进行评级。
空白、由使用人员填写
D
探测能力
探测方法成熟度
探测机会
公司或产品系列示例
10
非常低
尚未建立有已知的测试或检验方法
不能或无法探测到失效模式
9
测试或检验方法不可能探测到失效模式
通过任意或不定时的审核很难探测到失效模式。
8
低
测试或检验方法尚未经过实践证明为有效和可靠(例如:
工厂在测试或检验方法方面没有或很少有经验,有关类似过程或本程序的测量可重复性和再现性分析结果接近边际值等)。
可以探测失效模式或失效起因的人工检验(视觉、触觉、听觉)方法,或使用手动仪器测量(计数型或计量型)的方式
7
基于设备的检验方式(采用光学、蜂鸣器等装置的自动化或半自动化方式),或使用可探测失效或失效起因的检验设备,例如坐标测量机
6
中
测试或检验方法已经经过实践证明为有效和可靠(例如:
工厂在测试或检验方法方面具备经验,有关类似过程或本程序的测量可重复性和再现性结果可能接受等)
可以检验失效模式或失效起因(包括产品样本检验)的人工检验(视觉、触觉、听觉)方法,或使用手动仪器测量(计数型或计量型)方式
5
基于设备的检验方式(采用光学、蜂鸣器等装置的半自动化方式),或使用可以探测失效模式或失效起因(包括产品样本检验)的检验设备,例如坐标测量机
D
探测能力
探测方法成熟度
探测机会
公司或产品系列示例
4
高
已经过实践证明为有效或可靠的系统(例如:
工厂在关于相同过程或程序的测试或探测方法方面具备经验),测量可重复性和再现性结果可以接受等
基于设备的自动化探测方法,其可以在下游探测到失效模式,进而避免进一步加工、或系统可以识别差异产品,并允许其在过程中自动前进,直至到达指定的不合格品卸载区。
差异产品将在一个有效的系统内受到监视,避免这些产品从工厂内流出。
3
基于设备自动化探测方法,其可以在工位上探测到失效模式进而避免进一步加工、或系统可以识别出差异产品并允许其在过程中自动前进,直至到达指定的不合格品卸载区。
差异产品将在一个有效的系统内受到监视,避免这些产品从工厂内流出。
2
探测方法已经经过实践证明为有效或可靠(例如:
工厂在探测方法、防错确认措施方面具备经验等)。
基于设备的探测方法,其可以探测失效起因并避免出现失效模式(差异零件)。
1
非常高
根据设计或加工过程而不会实际出现失效模式,或者探测方法经过实践验证是能够探测到失效模式或失效起因。
DFMEA和PFMEA的措施优先级AP
DFMEA和PFMEA的措施优先级(AP)
措施优先级是以严重度、频度以及检测评级的综合为基础的,目的是为降低风险而对各项措施进行优先排序
空白、由使用人员填写
影响
S
对失效起因发生的预测
O
探测能力
D
措施优先级
(AP)
对产品或工厂的影响度非常高
9—10
非常高
8-10
低—非常低
7-10
H
中
5-6
H
高
2-4
H
非常高
1
H
高
6-7
低—非常低
7-10
H
中
5-6
H
高
2-4
H
非常高
1
H
中
4-5
低—非常低
7-10
H
中
5-6
H
高
2-4
H
非常高
1
M
低
2-3
低—非常低
7-10
H
中
5-6
M
高
2-4
L
非常高
1
L
非常低
1
非常高-非常低
1-10
L
对产品或工厂的影响度高
7—8
非常高
8-10
低—非常低
7-10
H
中
5-6
H
高
2-4
H
非常高
1
H
高
6-7
低—非常低
7-10
H
中
5-6
H
高
2-4
H
非常高
1
M
中
4-5
低—非常低
7-10
H
中
5-6
M
高
2-4
M
非常高
1
M
低
2-3
低—非常低
7-10
M
中
5-6
M
高
2-4
L
非常高
1
L
非常低
1
非常高-非常低
1-10
L
对产品或工厂的影响度中等
4—6
非常高
8-10
低—非常低
7-10
H
中
5-6
H
高
2-4
M
非常高
1
M
高
6-7
低—非常低
7-10
M
中
5-6
M
高
2-4
M
非常高
1
L
中
4-5
低—非常低
7-10
L
中
5-6
L
高
2-4
L
非常高
1
L
低
2-3
低—非常低
7-10
L
中
5-6
L
高
2-4
L
非常高
1
L
非常低
1
非常高-非常低
1-10
L
对产品或工厂的影响度低
2—3
非常高
8-10
低—非常低
7-10
M
中
5-6
M
高
2-4
L
非常高
1
L
高
6-7
低—非常低
7-10
L
中
5-6
L
高
2-4
L
非常高
1
L
中
4-5
低—非常低
7-10
L
中
5-6
L
高
2-4
L
非常高
1
L
低
2-3
低—非常低
7-10
L
中
5-6
L
高
2-4
L
非常高
1
L
非常低
1
非常高-非常低
1-10
L
没有可觉察到的影响
1
非常低—
非常高
1-10
备选PFMEA频度(O)表
基于每千台车故障率
频度(O)
标准频度—
表P2
备选频度表
C2.3.1
对失效起因发生的预测
每千件产品/车辆的故障率
10
极高
>千分之一百
>十分之一
9
非常高
千分之五十
二十分之一
8
千分之二十
五十分之一
7
高
千分之十
百分之一
6
千分之二
五百分之一
5
中
千分之0.5
二千分之一
4
千分之0.1
万分之一
3
低
千分之0.01
十万分之一
2
非常低
<千分之0.001
百万分之一
1
极低
通过预防控制避免失效
备选PFMEA频度(O)表
基于时间的失效预测值
频度(O)
标准频度—
表P2
备选频度表
C2.3.2
对失效起因发生的预测
每千件产品/车辆的故障率
10
极高
每次
9
非常高
几乎每次
8
每班超过一次
7
高
每日超过一次
6
每周超过一次
5
中
每月超过一次
4
每年超过一次
3
低
每年超过一次
2
非常低
每年少于一次
1
极低
从未发生
 升级会员
升级会员 