电厂锅炉超声波检测分项操作指导书.docx
《电厂锅炉超声波检测分项操作指导书.docx》由会员分享,可在线阅读,更多相关《电厂锅炉超声波检测分项操作指导书.docx(29页珍藏版)》请在冰豆网上搜索。
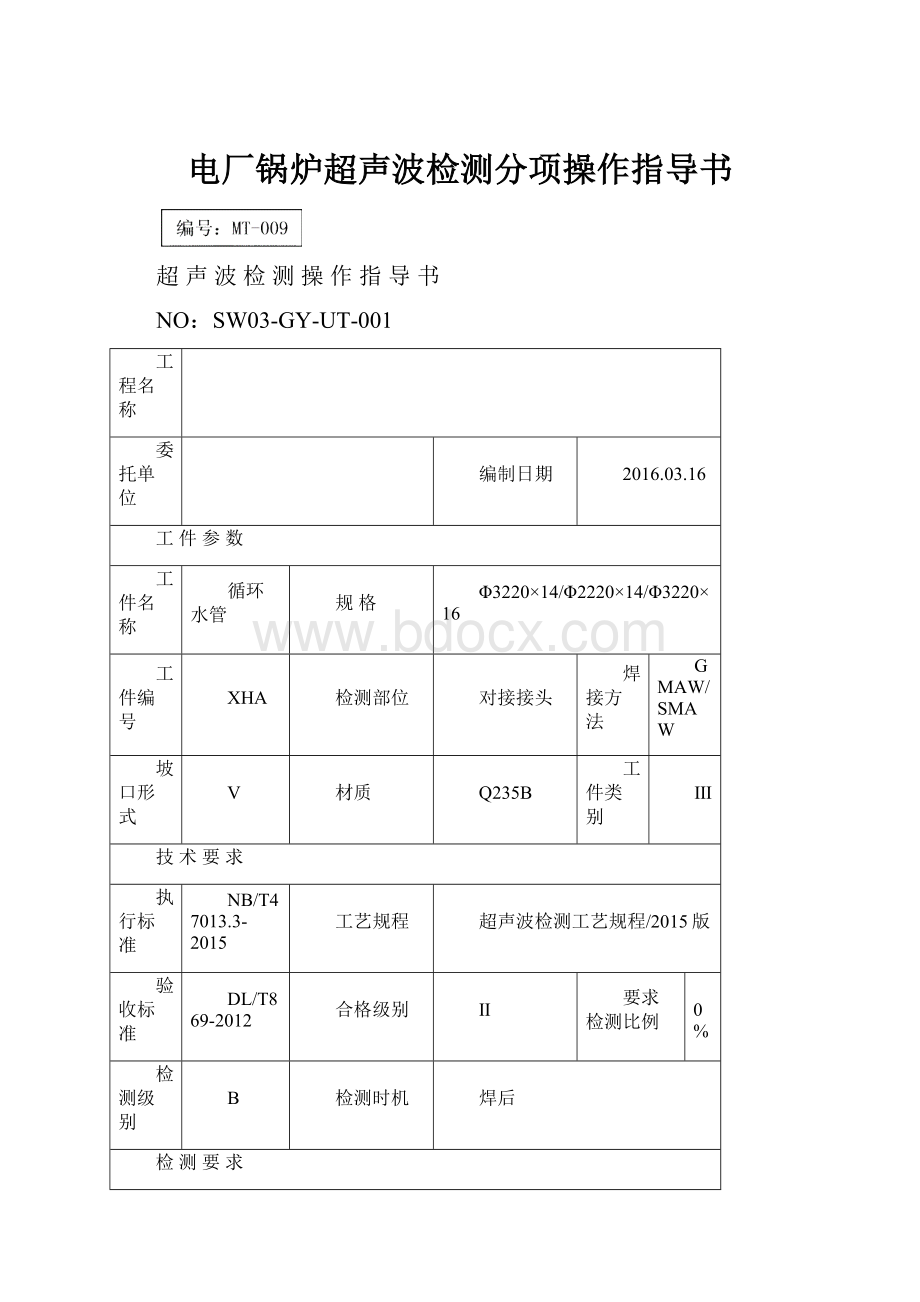
电厂锅炉超声波检测分项操作指导书
超声波检测操作指导书
NO:
SW03-GY-UT-001
工程名称
委托单位
编制日期
2016.03.16
工件参数
工件名称
循环水管
规格
Φ3220×14/Φ2220×14/Φ3220×16
工件编号
XHA
检测部位
对接接头
焊接方法
GMAW/SMAW
坡口形式
V
材质
Q235B
工件类别
Ⅲ
技术要求
执行标准
NB/T47013.3-2015
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅱ
要求检测比例
20%
检测级别
B
检测时机
焊后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
CSK-ⅡA-1
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
5P10×10K2.5
实测
1:
1
矩形扫查
Φ2×40-18dB。
判废线RL:
Φ2×40-4dB
定量线SL:
Φ2×40-12dB
评定线EL:
Φ2×40-18dB
2
5P10×10K2
实测
1:
1
矩形扫查
Φ2×40-18dB。
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-002
工程名称
委托单位
编制日期
2016.04.15
工件参数
工件名称
煤斗制作
规格
δ=14/δ=30
工件编号
MD
检测部位
对接接头
焊接方法
GMAW/SMAW
坡口形式
V
材质
Q235B
工件类别
Ⅰ
技术要求
执行标准
GB/T11345-2013
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T50205-2001
合格级别
/
要求检测比例
100%
检测级别
B
检测时机
焊后
检测要求
检测面
单面双侧
耦合剂
化学浆糊/机油
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
RB-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
2.5P10×10K2.5
实测
1:
1
矩形扫查
Φ3×40-14dB。
见备注。
2
2.5P10×10K1.5
实测
1:
1
矩形扫查
Φ3×40-14dB。
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
GB/T29712-2013《焊缝无损检测超声波检测验收等级》中2级评定要求,其中l表示缺陷长度t为试件壁厚
四个等级
l≤t
l>t
l≤0.5t
0.5l>t
评定等级
Φ3×40-14dB
Φ3×40-14dB
Φ3×40-14dB
Φ3×40-14dB
Φ3×40-14dB
记录等级
Φ3×40-8dB
Φ3×40-14dB
Φ3×40-4dB
Φ3×40-10dB
Φ3×40-14dB
验收等级
Φ3×40-4dB
Φ3×40-10dB
Φ3×40
Φ3×40-6dB
Φ3×40-10dB
参考等级
Φ3×40
Φ3×40
Φ3×40
Φ3×40
Φ3×40
壁厚8~15mm横孔技术(验收等级2级)壁厚15~100mm横孔技术(验收等级2级)
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-003
工程名称
委托单位
编制日期
2016.11.16
工件参数
工件名称
后烟井出口集箱
规格
Φ325×65mm
工件编号
HYCJ
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
V
材质
12Cr1MoV
工件类别
Ⅰ
技术要求
执行标准
DL/T820-2002
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
RB-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
2.5P13×13K2
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
判废线RL:
Φ3×40-4dB
定量线SL:
Φ3×40-10dB
评定线EL:
Φ3×40-16dB
2
2.5P13×13K1
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-004
工程名称
委托单位
编制日期
2016.11.16
工件参数
工件名称
后水悬吊管
规格
Φ76×20mm
工件编号
HSXA/HSXB/HSXC
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
V
材质
12Cr1MoV
工件类别
Ⅰ
技术要求
执行标准
NB/T47013.3-2015
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
GS-3
表面状态
打磨平整
检测仪器
R61924
对比试块
GS-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
2.5P6×6K2
+3dB
深度1:
1
矩形扫查
不低于φ2×20-16dB
判废线RL:
Φ2×20-4dB
定量线SL:
Φ2×20-10dB
评定线EL:
Φ2×20-16dB
2
2.5P6×6K1.5
+3dB
深度1:
1
矩形扫查
不低于φ2×20-16dB
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-005
工程名称
委托单位
编制日期
2016.11.16
工件参数
工件名称
高再进口集箱
规格
Φ736×58mm
工件编号
GZJJ
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
U
材质
12Cr1MoV
工件类别
Ⅰ
技术要求
执行标准
DL/T820-2002
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
RB-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
2.5P13×13K2
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
判废线RL:
Φ3×40-4dB
定量线SL:
Φ3×40-10dB
评定线EL:
Φ3×40-16dB
2
2.5P13×13K1
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-006
工程名称
委托单位
编制日期
2016.12.24
工件参数
工件名称
后水悬吊管集箱
规格
Φ190.7×40mm
工件编号
HSXJ
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
U
材质
12Cr1MoVG
工件类别
Ⅰ
技术要求
执行标准
DL/T820-2002
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
RB-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
2.5P10×10K2
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
判废线RL:
Φ3×40-4dB
定量线SL:
Φ3×40-10dB
评定线EL:
Φ3×40-16dB
2
2.5P10×10K1.5
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-007
工程名称
委托单位
编制日期
2016.03.24
工件参数
工件名称
过渡段水冷壁连接管
规格
Φ114.3×18mm/Φ127×19mm/Φ141.3×21mm
工件编号
/
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
V
材质
12Cr1MoV
工件类别
Ⅰ
技术要求
执行标准
DL/T820-2002
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
RB-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
5P9×9K3
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
判废线RL:
Φ3×40-4dB
定量线SL:
Φ3×40-10dB
评定线EL:
Φ3×40-16dB
2
5P9×9K2.5
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-008
工程名称
委托单位
编制日期
2017.04.10
工件参数
工件名称
低再出口集箱
规格
Φ736×65mm
工件编号
DZCJ
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
U
材质
12Cr1MoV
工件类别
Ⅰ
技术要求
执行标准
DL/T820-2002
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
RB-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
2.5P13×13K1.5
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
判废线RL:
Φ3×40-4dB
定量线SL:
Φ3×40-10dB
评定线EL:
Φ3×40-16dB
2
2.5P13×13K2
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-009
工程名称
委托单位
编制日期
2017.04.10
工件参数
工件名称
屏过出口混合集箱
规格
Φ584×115mm
工件编号
PGCJ
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
U
材质
SA-335P91
工件类别
Ⅰ
技术要求
执行标准
DL/T820-2002
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
RB-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
2.5P13×13K2
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
判废线RL:
Φ3×40-4dB
定量线SL:
Φ3×40-10dB
评定线EL:
Φ3×40-16dB
2
2.5P13×13K1
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-010
工程名称
委托单位
编制日期
2017.04.10
工件参数
工件名称
屏过进口混合集箱
规格
Φ508×80mm
工件编号
PGJJ
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
U
材质
12Cr1MoVG
工件类别
Ⅰ
技术要求
执行标准
DL/T820-2002
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
RB-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
2.5P13×13K1
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
判废线RL:
Φ3×40-4dB
定量线SL:
Φ3×40-10dB
评定线EL:
Φ3×40-16dB
2
2.5P13×13K2
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-011
工程名称
委托单位
编制日期
2017.04.10
工件参数
工件名称
顶棚进口集箱
规格
Φ381×75mm
工件编号
DPJJ
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
U
材质
12Cr1MoVG
工件类别
Ⅰ
技术要求
执行标准
DL/T820-2002
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
标准试块
CSK-ⅠA
表面状态
打磨平整
检测仪器
R61924
对比试块
RB-3
探头选择
序号
探头参数
灵敏度补偿
扫描比例
扫查方式
扫查灵敏度
距离波幅曲线
1
2.5P13×13K2
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
判废线RL:
Φ3×40-4dB
定量线SL:
Φ3×40-10dB
评定线EL:
Φ3×40-16dB
2
2.5P13×13K1
+3dB
深度1:
1
矩形扫查
不低于φ3×40-16dB
3
检测程序
检测示意图:
序号
操作步骤及要求
1
根据规格和材质,选用探头及试块.
2
检查仪器,校验探头各项性能.
3
根据相应标准,调试探头的各项参数及DAC曲线.
4
打磨工件表面直至达到标准符合要求.
5
检测并记录检测结果,作出评定.
6
后处理及信息反馈检测结果.
备注:
编制人/资格:
审核人/资格:
超声波检测操作指导书
NO:
SW03-GY-UT-012
工程名称
委托单位
编制日期
2017.03.28
工件参数
工件名称
包墙出口集箱
规格
Φ216×40mm
工件编号
BCB
检测部位
对接接头
焊接方法
GTAW/SMAW
坡口形式
U
材质
12Cr1MoV
工件类别
Ⅰ
技术要求
执行标准
DL/T820-2002
工艺规程
超声波检测工艺规程/2015版
验收标准
DL/T869-2012
合格级别
Ⅰ
要求检测比例
100%
检测级别
B
检测时机
热处理后
检测要求
检测面
单面双侧
耦合剂
化学浆糊
 升级会员
升级会员 