气门摇杆轴支座加工工艺及钻2φ13通孔夹具设计B机械加工工序卡片.docx
《气门摇杆轴支座加工工艺及钻2φ13通孔夹具设计B机械加工工序卡片.docx》由会员分享,可在线阅读,更多相关《气门摇杆轴支座加工工艺及钻2φ13通孔夹具设计B机械加工工序卡片.docx(18页珍藏版)》请在冰豆网上搜索。
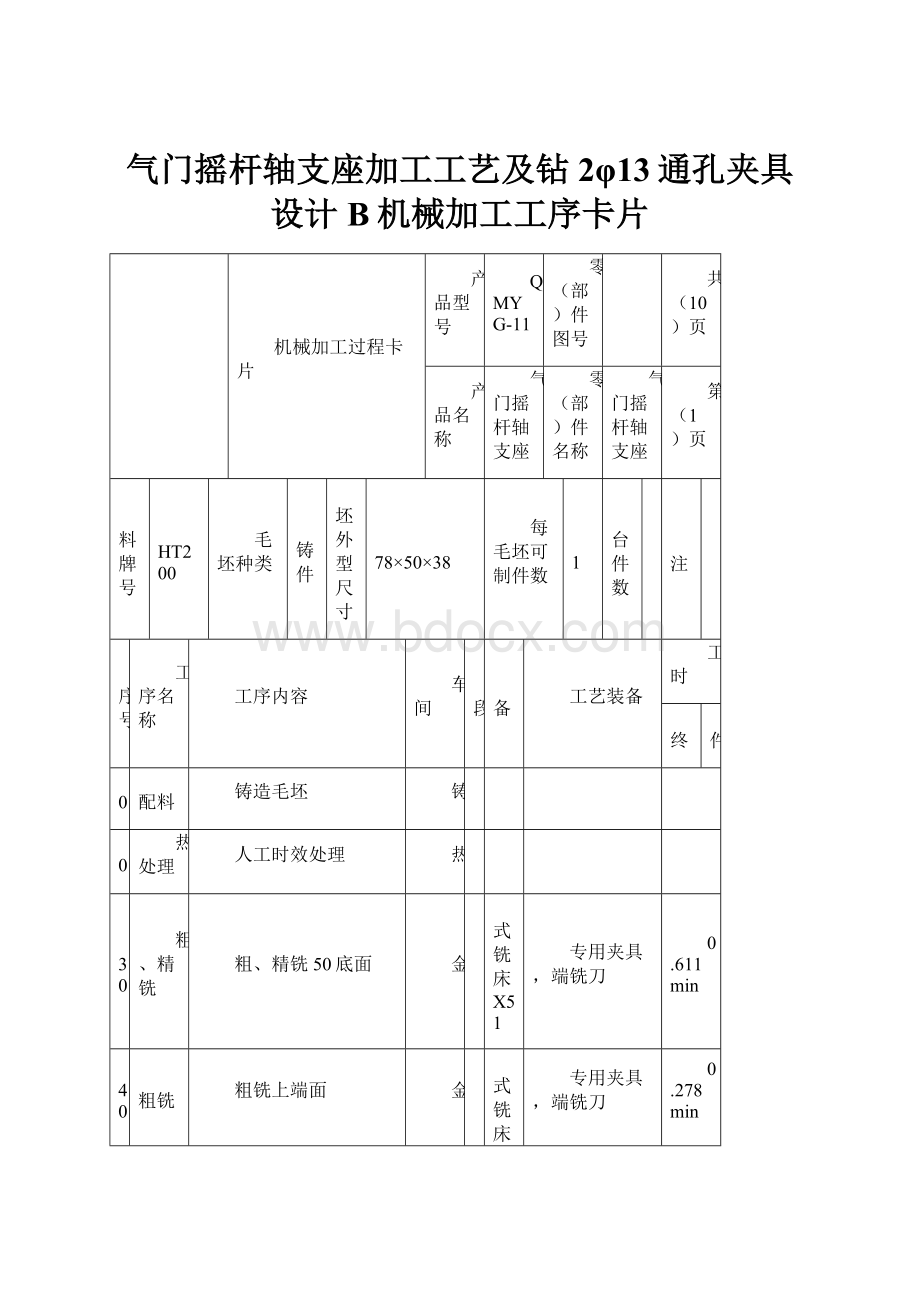
气门摇杆轴支座加工工艺及钻2φ13通孔夹具设计B机械加工工序卡片
机械加工过程卡片
产品型号
QMYG-11
零(部)件图号
共(10)页
产品名称
气门摇杆轴支座
零(部)件名称
气门摇杆轴支座
第
(1)页
材料牌号
HT200
毛坯种类
铸件
毛坯外型尺寸
78×50×38
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
配料
铸造毛坯
铸
20
热处理
人工时效处理
热
30
粗、精铣
粗、精铣50底面
金
立式铣床X51
专用夹具,端铣刀
0.611min
40
粗铣
粗铣上端面
金
立式铣床X51
专用夹具,端铣刀
0.278min
50
钻、扩、铰
钻、扩、铰φ20mm孔,倒角45°
金
立式钻床Z525
专用夹具,麻花转、括孔钻、铰刀、特制刀具
4.274min
60
钻、扩、铰
钻、扩、粗铰2-φ13mm孔
金
立式钻床Z525
专用夹具,麻花转、括孔钻、铰刀、特制刀具
6.9903min
70
铣
铣轴向槽
金
卧式铣床X62
专用夹具,锯片铣刀
0.909min
80
粗、半精、精车
粗车、半精车、精车左右两φ32端面
金
车床CA6140
专用夹具,端车刀,特制车刀
1.553min
90
清洗去毛刺
100
验收
110
入库
设计
(日期)
审核
(日期)
标准
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
机械加工工序卡片
产品型号
QMYG-11
零件图号
共(10)页
产品名称
气门摇杆轴支座
零件名称
气门摇杆轴支座
第(4)页
车间
工序号
工序名称
材料牌号
金
30
粗、精铣底面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
84×50×38
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X51
X-01
1
夹具编号
夹具名称
切削液
X-01
专用夹具
亚硝酸钠
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.611
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣50底面
专用夹具,端铣刀
475
89.5
0.2
1.5
1
0.311
2
精铣50底面
专用夹具,端铣刀
475
89.5
0.2
0.5
1
0.30
设计
(日期)
校对
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
机械加工工序卡片
产品型号
QMYG-11
零件图号
共(10)页
产品名称
气门摇杆轴支座
零件名称
气门摇杆轴支座
第(5)页
车间
工序号
工序名称
材料牌号
金
40
粗铣上端面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
84×50×38
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X51
X-01
1
夹具编号
夹具名称
切削液
X-02
专用夹具
亚硝酸钠
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.278
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣上端面
专用夹具,端铣刀
900
84.8
0.2
2.0
1
0.278
设计
(日期)
校对
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
机械加工工序卡片
产品型号
QMYG-11
零件图号
共(10)页
产品名称
气门摇杆轴支座
零件名称
气门摇杆轴支座
第(6)页
车间
工序号
工序名称
材料牌号
金
50
钻、扩、铰
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
84×50×38
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
Z525
Z-01
1
夹具编号
夹具名称
切削液
Z-03
专用夹具
亚硝酸钠
工位器具编号
工位器具名称
工序工时(分)
准终
单件
4.274
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/s
mm/r
mm
机动
辅助
1
钻φ20通孔
专用夹具,麻花钻
275
15.5
0.25
9.0
1
0.785
2
扩φ20通孔
专用夹具,扩孔钻
68
4.2
0.57
0.9
1
1.184
3
铰φ20通孔
专用夹具,铰刀
198
9.33
0.10
0.1
1
2.278
4
倒角
专用夹具,特制车刀
设计
(日期)
校对
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
机械加工工序卡片
产品型号
QMYG-11
零件图号
01
共(10)页
产品名称
气门摇杆轴支座
零件名称
气门摇杆轴支座
第(7)页
车间
工序号
工序名称
材料牌号
金
60
钻、扩、铰
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
84×50×38
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
Z525
Z-02
1
夹具编号
夹具名称
切削液
Z-04
专用夹具
亚硝酸钠
工位器具编号
工位器具名称
工序工时(分)
准终
单件
6.9903
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻φ13mm孔
专用夹具,麻花钻
480
18.1
0.25
6.0
1
0.683
2
扩φ13mm孔
专用夹具,扩孔钻
68
2.7
0.57
2.0
1
2.141
3
铰φ13mm孔
专用夹具,铰刀
198
9.33
0.10
1.5
1
4.166
设计
(日期)
校对
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
机械加工工序卡片
产品型号
QMYG-11
零件图号
共(10)页
产品名称
气门摇杆轴支座
零件名称
气门摇杆轴支座
第(8)页
车间
工序号
工序名称
材料牌号
金
70
铣轴向槽
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
84×50×38
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
X62
X-02
1
夹具编号
夹具名称
切削液
X-05
专用夹具
亚硝酸钠
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.909
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
铣轴向槽
专用夹具,锯片铣刀
275
69.1
0.2
3.0
0.909
设计
(日期)
校对
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
机械加工工序卡片
产品型号
QMYG-11
零件图号
共(10)页
产品名称
气门摇杆轴支座
零件名称
气门摇杆轴支座
第(9)页
车间
工序号
工序名称
材料牌号
金
80
粗、半精、精车
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
84×50×38
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
CA6140
C-02
1
夹具编号
夹具名称
切削液
C-06
专用夹具
亚硝酸钠
工位器具编号
工位器具名称
工序工时(分)
准终
单件
1.553
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车左右两φ32端面
专用夹具,端车刀
475
119.3
0.16
1.5
1
0.539
2
半车左右两φ32端面
专用夹具,端车刀
475
119.3
0.16
0.4
1
0.511
3
精车左右两φ32端面
专用夹具,端车刀
475
119.3
0.16
0.1
1
0.503
4
倒角
特制车刀
设计
(日期)
校对
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
检验卡片
产品型号
QMYG-11
零件图号
共(10)页
产品名称
气门摇杆轴支座
零件名称
气门摇杆轴支座
第(10)页
车间
工序号
工序名称
材料牌号
金
检验
HT200
序号
检验内容及技术要求
设备及工艺装备
备注
名称
代号
1
检验外观及表面粗糙度
2
检验尺寸
内孔量具
Φ13
内孔量具
78
游标卡尺
44
游标卡尺
3
游标卡尺
平行度检具
设计
(日期)
校对
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
机械加工工序卡片
产品型号
QMYG-11
零件图号
共(10)页
产品名称
气门摇杆轴支座
零件名称
气门摇杆轴支座
第
(2)页
车间
工序号
工序名称
材料牌号
铸
10
铸造
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
84×50×38
1
1
技术要求
1.毛坯精度等级CT为10级
2.时效处理180-200HBS
3.未注铸造圆角R2-R3
4.铸造表面应无气孔、缩松、沙眼等
设计
(日期)
校对
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
机械加工工序卡片
产品型号
QMYG-11
零件图号
共(10)页
产品名称
气门摇杆轴支座
零件名称
气门摇杆轴支座
第(3)页
车间
工序号
工序名称
材料牌号
铸
20
人工时效
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
84×50×38
1
1
人工时效处理
消除内应力
时效后达到180-200HBS
设计
(日期)
校对
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
数量
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2013.5.5
 升级会员
升级会员 