宏程序34.docx
《宏程序34.docx》由会员分享,可在线阅读,更多相关《宏程序34.docx(20页珍藏版)》请在冰豆网上搜索。
宏程序34
单元**********
知识目标:
1、掌握宏程序的基本知识。
2、掌握椭圆、双曲线等非圆曲线的宏程序的编程方法。
技能目标:
1、熟练掌握宏程序的输入域编辑方法
2、熟练掌握宏程序零件的加工方法
3、掌握零件尺寸误差的调整方法
任务1梯形螺纹的加工
一、任务描述
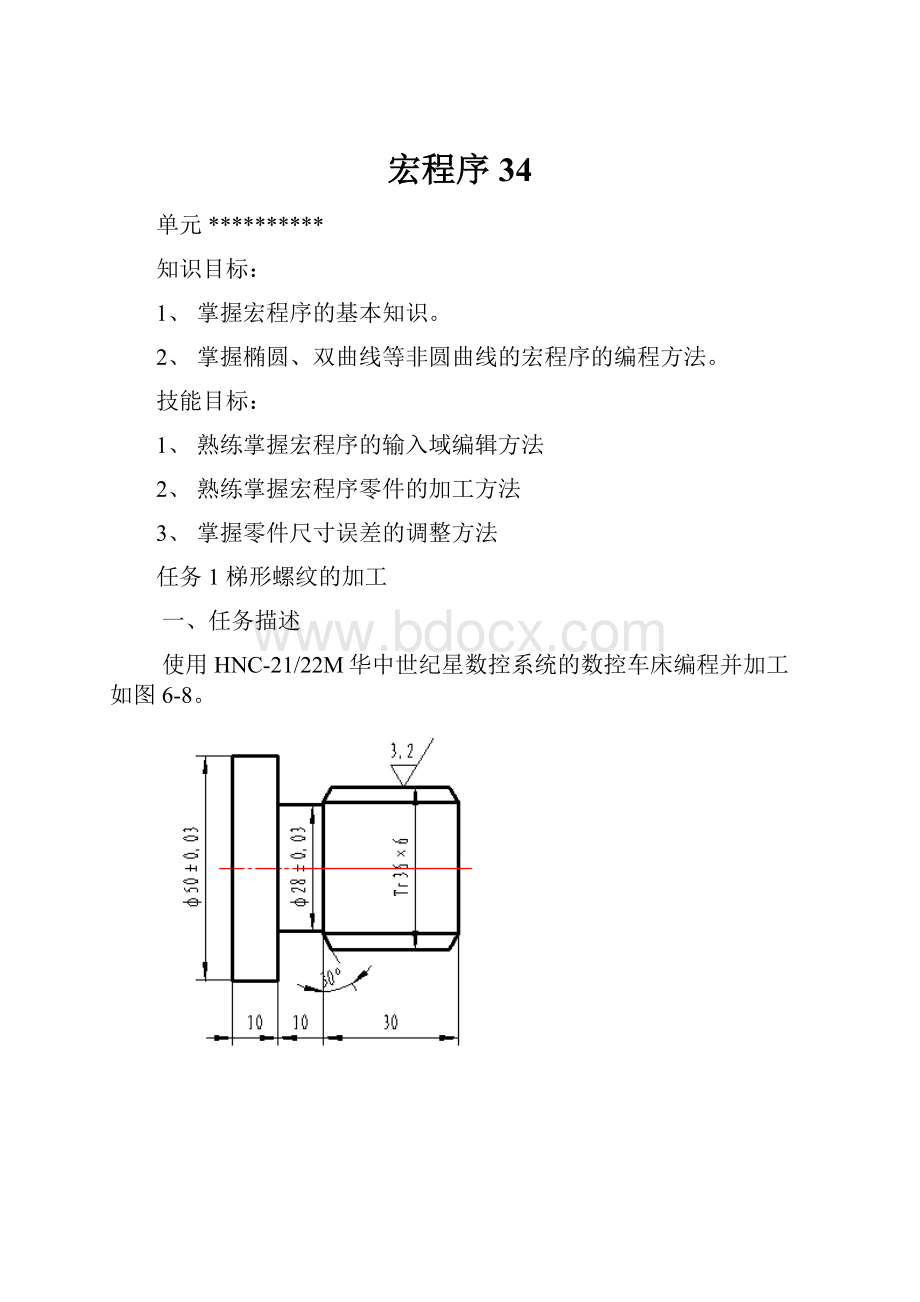
使用HNC-21/22M华中世纪星数控系统的数控车床编程并加工如图6-8。
图6-8
二、任务分析
梯形螺纹的车削工艺分析
加工梯形螺纹的加工有很多种:
直进法、斜进法、左右切削法、车直槽法、分层法等等。
由于梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大。
学校的数控车床刚性较差,这就导致了梯形螺纹的车削加工难度较大,在数控车工技能培训中难于掌握,容易产生“扎刀”和“爆刀”现象,进而对此产生紧张和畏惧的心理。
在多年的数车工实习教学中,通过不断的摸索、总结、完善,对于梯形螺纹的车削也有了一定的认知,笔者认为利用宏程序进行分层切削,可以很好地解决出现的问题。
“分层法”车削梯形螺纹实际上是直进法和左右切削法的综合应用。
在车削较大螺距的梯形螺纹时,“分层法”通常不是一次性就把梯形槽切削出来,而是把牙槽分成若干层,每层深度根据实际情况而定。
转化成若干个较浅的梯形槽来进行切削,可以降低车削难度。
每一层的切削都采用左右交替车削的方法,背吃刀量很小,刀具只需沿左右牙型线切削,梯形螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,因此能加工出较高质量的梯形螺纹,且容易掌握,程序简短,容易操作。
3、相关知识
梯形螺纹的尺寸计算
国家标准规定梯形螺纹的牙型角为30°。
下面就介绍30°牙型角的梯形螺纹。
30°梯形螺纹(以下简称梯形螺纹)的代号用字母“Tr”及公称直径×螺距表示,单位均为mm。
左旋螺纹需在尺寸规格之后加注“LH”,右旋则不注出。
例如Tr36×6等。
图6-9梯形螺纹的牙型
梯形螺纹各部分名称、代号及计算公式
名称
代号
计算公式
牙型角
α
α=30°
螺距
P
由螺纹标准确定
牙顶间隙
ac
P
1.5~5
6~12
14~44
ac
0.25
0.5
1
外螺纹
大径
d
公称直径
中径
d2
d2=d-0.5P
小径
d3
d3=d-2h3
牙高
h3
h3=0.5P+ac
内螺纹
大径
D4
D4=d+2ac
中径
D2
D2=d2
小径
D1
D1=d-P
牙高
H4
H4=h3
牙顶宽
f、f′
f=f′=0.366P
牙槽底宽
W、W′
W=W′=0.366P-0.536ac
四、任务准备
1、设备选择
HNC-21/22M华中世纪星数控系统数控车床
2、零件毛坯
毛坯为Φ55×50,工件分两次装夹,先加工出左侧Φ50的外圆再倒头加工右侧Φ28槽以及梯形螺纹。
五、任务实施
1、刀具的确定
零件名称:
梯形螺纹
序号
刀具号
刀具规格及名称
数量
加工表面
备注
1
01
刀柄20×20
1
左侧外圆粗精加工
主偏角93°,副偏角35°
2
02
刀柄20×20
1
右侧梯形螺纹粗精加工
刀具角度与加工梯形角度一致
3
03
刀柄20×20
1
槽刀
2、加工工艺的确定
分析如图6-8所示零件,零件由圆柱面、槽和梯形螺纹组成,结构比较简单。
尺寸标注完整,轮廓描述清楚。
零件材料为45号钢,无热处理和硬度要求。
工艺路线安排如下:
(1)使用三爪卡盘夹持右侧,加工左侧Φ50的外圆。
(2)倒头加工右侧Φ28槽以及梯形螺纹。
制定加工工艺卡,如下:
数控加工工艺卡
零件名称
梯形螺纹
零件图号
6-8
工件材质
45钢
程序编号
夹具名称
数控系统
O0001
自定心卡盘
HNC-21/22M华中世纪星数控系统数控车床
工序号
工步内容
刀具号
主轴转速
r/min
进给量
Mm/r
背吃刀量
mm
备注
1
粗、精加工左侧Φ50×10的外圆
T01
500
0.15
2
T01
1200
0.5
0.5
2
粗、精加工右侧Φ28×10的槽
T03
500
0.15
2
加工30度角
T03
1200
0.5
0.5
3
加工Tr36×6
T02
300
6
0.1
编制
审核
批准
3、程序的编制
因外圆和槽的加工前部章节已做介绍,在此只做梯形螺纹加工宏程序
参考程序
加工程序
程序说明
O0001
T0202
换梯形螺纹刀
M03S300
主轴转速300r/min
#1=36
加工螺纹直径
#2=1.876
借刀量初始值(tg15*3.5*2或0.938*2=1.876)
WHILE#1GE29
加工循环至最小径尺寸结束
G00X38Z5
螺纹加工循环起点
G92X[#1]Z-32F6
加工螺纹牙型中间一刀
G00X38Z[5+#2]
螺纹加工循环起点
G92X[#1]Z-32F6
加工螺纹牙型右侧一刀(借刀)
G00X38Z[5-#2]
螺纹加工循环起点
G92X[#1]Z-32F6
加工螺纹牙型左侧一刀(借刀)
#1=#1-0.2
改变螺纹加工直径(每层切深0.1mm)
#3=[#1-29]/2
中间量
#2=#3*0.268
借刀量逐层根据梯形角度递减(tg15=0.268)
ENDW
结束循环
G00X38Z5
在底径处精加工一刀
G92X29Z-30F6
G00X100
刀架快速退回
Z100
M05
主轴停
M30
程序结束
4、工件和刀具的安装
梯形螺纹工件加工往往加工余量较大,切削力大,在装夹梯形螺纹工件时,通常采用两顶或一夹一顶的方法保证装夹牢固,同时使用工件的一个台阶靠住卡爪面或用轴向定位块限制,固定工件的轴向位置,以防止因切削力过大,使工件轴向位移而车坏螺纹。
车刀主切削刃必须与工件轴线等高或略高。
刀尖的角平分线应垂直于工件轴线,应用角度样板找正装夹,以免产生螺纹半角误差。
螺纹刀杆伸出不能太长,以免产生震动。
5、机床仿真为保障程序的正确性,在加工前使用机床的仿真功能对程序、走刀路线进行仿真。
仿真前应把机床锁死。
6、对刀及刀补
7、加工过程中的精度控制
(1)首件加工应单段运行,调整机床上的倍率按钮对加工参数进行修正,然后再自动运行。
(2)精度控制在加工过程中,为保证尺寸精度,粗加工后暂停加工测量工件尺寸,并对出现的误差用刀补修正法进行修正。
8、零件检测
(1)修正工件,去毛刺等。
(2)尺寸检测
(3)表面质量检测:
用粗糙度样板对比检测零件加工表面质量。
六、检查评议
姓名
零件名称
梯形螺纹
时间
90分钟
总得分
项目
序号
技术要求
配分
评分标准
检测记录
得分
零件加工
程序与工艺
机床操作
文明生产
记录员
7、问题及防治
在此梯形螺纹零件加工编程过程中,要理解刀是分层切削的,每层分中、左、右三刀,每层切深0.1mm,这样刀具每次切削下的材料不会太多,故切削力小,使工件较易加工完成。
如遇其他类似的梯形螺纹加工零件,每层分刀可分两道或四刀,视情况而定。
因为此零件为螺纹,故刀具要确保装夹正确且紧固,刀具刃磨要平整,不可出现零件加工过程中刀具损坏影响加工的情况。
注意事项
1、梯形螺纹车刀两侧副切削刃应平直,否则工件牙型角不正;精车时刀刃应保持锋利,要求螺纹两侧表面粗糙度要低。
2、工件在精车前,最好重新修正顶尖孔,以保证同轴度。
3、在外圆上去毛刺时,最好把砂布垫在锉刀下进行。
4、不准在开车时用棉纱擦工件,以防出危险。
5、车梯形螺纹时以防“扎刀”,建议用弹性刀杆。
6、车梯形螺纹时进给倍率和主轴倍率无效(固定100%)。
7、不要使用恒线速切削,用G97指令。
8、加工中的进给次数和被吃刀量应合理分配。
9、加工中要保证三针测量尺寸,利用Z向修改摩耗法切削。
10、必须设置导入量和导出量。
11、因车刀挤压会使螺纹大径尺寸膨长,因此车螺纹前的外圆直径应比大径小0.1mm~0.2.mm。
8、考证要点
图6-10
任务2抛物线曲面的加工
一、任务描述
使用HNC-21/22M华中世纪星数控系统的数控车床编程并加工如图6-11。
图6-11
2、任务分析
加工如图6-11所示零件,表面由右端抛物线曲面和左侧短轴组成。
此工件整体较为简单,表面都为外轮廓,故刀具选择主偏角为93°的机夹外圆刀进行加工。
编程方面的基本思路是用G71编程,外轮廓粗车循环,主要问题集中在抛物线曲面的编程表达方法,若用G01等G指令几乎无法编程,故可根据该抛物线曲面的公式,利用公式中x和z的关系,用宏程序编程加工。
三、相关知识
抛物线1、掌握的定义:
平面内与一定点F和一条定直线l的距离相等的点的轨迹叫做抛物线(定点F不在定直线l上)。
定点F叫做抛物线的焦点,定直线l叫做抛物线的准线
2、方程、图形、性质
标准方程
图形
统一方程
焦点坐标
准线方程
范围
对称性
轴
轴
轴
轴
顶点
离心率
焦半径
宏程序1.表达式与括号
包含运算符或函数的算式就是表达式。
表达式里用方括号来表示运算顺序。
宏程序中不用圆括号,因圆括号是注释符。
例如175/SQRT[2]*COS[55*PI/180]
#3*6GT14
2.运算符的优先级
方括号→函数→乘除→加减→条件→逻辑
技巧:
常用方括号来控制运算顺序,更容易阅读和理解。
3.赋值号=
把常数或表达式的值送给一个宏变量称为赋值,格式如下:
宏变量=常数或表达式
例如#2=175/SQRT[2]*COS[55*PI/180]
#3=124.0
#50=#3+12
特别注意,赋值号后面的表达式里可以包含变量自身,如:
#1=#1+4;此式表示把#1的值与4相加,结果赋给#1。
这不是数学中的方程或等式,如果#1的值是2,执行#1=#1+4后,#1的值变为6。
4.程序流程控制
程序流程控制形式有许多种,都是通过判断某个“条件”是否成立来决定程序走向的。
所谓“条件”,通常是对变量或变量表达式的值进行大小判断的式子,称为“条件表达式”。
华中数控系统有两种流程控制命令:
IF——ENDIF,WHILE——ENDW。
(1).条件分支IF
需要选择性地执行程序,就要用IF命令。
格式1:
(条件成立则执行)
IF条件表达式
条件成立执行的语句组
ENDIF
功能:
条件成立执行IF与ENDIF之间的程序,不成立就跳过。
其中IF、ENDIF称为关键词,不区分大小写。
IF为开始标识,ENDIF为结束标识。
格式2:
(二选一,选择执行)
形式:
IF条件表达式
条件成立执行的语句组
ELSE
条件不成立执行的语句组
ENDIF
(2).条件循环WHILE
格式:
WHILE条件表达式
条件成立循环执行的语句
ENDW
功能:
条件成立执行WHILE与ENDW之间的程序,然后返回到WHILE再次判断条件,直到条件不成立才跳到ENDW后面。
WHILE中必须有“修改条件变量”的语句,使得其循环若干次后,条件变为“不成立”而退出循环,不然就成为死循环。
图6-12流程控制图
四、任务准备
1、设备选择
HNC-21/22M华中世纪星数控系统数控车床
2、零件毛坯
毛坯为Φ75×90,工件分两次装夹,先加工出左侧Φ70的外圆再倒头加工右侧圆弧以及抛物线曲面。
五、任务实施
1、刀具的确定
零件名称:
抛物线曲面
序号
刀具号
刀具规格及名称
数量
加工表面
备注
1
01
刀柄20×20
1
外轮廓粗精加工
主偏角93°,副偏角35°
2、加工工艺的确定
分析如图6-9所示零件,零件由圆柱面和抛物线曲面组成,结构比较简单。
尺寸标注完整,轮廓描述清楚。
零件材料为45号钢,无热处理和硬度要求。
工艺路线安排如下:
(1)使用三爪卡盘夹持右侧,加工左侧Φ75×90的外圆。
(2)倒头加工右侧圆弧以及抛物线曲面。
制定加工工艺卡,如下:
数控加工工艺卡
零件名称
椭圆轴
零件图号
6-1
工件材质
45钢
程序编号
夹具名称
数控系统
O0001
自定心卡盘
HNC-21/22M华中世纪星数控系统数控车床
工序号
工步内容
刀具号
主轴转速
r/min
进给量
mm/min
背吃刀量
mm
备注
1
粗、精加工左侧Φ75×90的外圆
T01
800
100
1
T01
800
100
0.5
2
粗、精加工右侧抛物线曲面
T01
800
100
2
T01
800
变量
0.5
编制
审核
批准
3、程序的编制
参考程序
加工程序
程序说明
O0002;
M03S800;
T0101
G00X90Z10;
循环起点
G71U1R1P1Q2X0.1Z0F100
N1G00X0
#1=0;
抛物线顶点处X半径值
#2=0;
抛物线顶点处Z值
#3=-10
常量
#4=42;
抛物线开口处直径
#5=1;
每次步进量
#6=100
进给率
WHILE#1LE#4/2
G00X#1Z[#2+5];
加工起点
G01Z#2F[2*#6]
#1=#1+#5
X向递增
#2=[#1*#1]/[#3];
构造
/2
G01X2*#1Z#2F#6
ENDW
循环结束,抛物线加工完成
G01X50
G01W-22
GO2X56W-3R3
加工圆弧
G01X70
N2G01Z-90
G00X100Z10
退刀
M05
M30
4、工件和刀具的安装
工件在加工过程中不能用顶尖,且需加工到X0Z0点,故装夹在三爪自定心卡盘上,装夹要牢固。
车刀安装时不宜伸出过长,刀尖高度应与机床中心等高。
5、机床仿真为保障程序的正确性,在加工前使用机床的仿真功能对程序、走刀路线进行仿真。
仿真前应把机床锁死。
6、对刀及刀补
7、加工过程中的精度控制
(1)首件加工应单段运行,调整机床上的倍率按钮对加工参数进行修正,然后再自动运行。
(2)精度控制在加工过程中,为保证尺寸精度,粗加工后暂停加工测量工件尺寸,并对出现的误差用刀补修正法进行修正。
8、零件检测
(1)修正工件,去毛刺等。
(2)尺寸检测
(3)表面质量检测:
用粗糙度样板对比检测零件加工表面质量。
六、检查评议
姓名
零件名称
椭圆轴
时间
90分钟
总得分
项目
序号
技术要求
配分
评分标准
检测记录
得分
零件加工
程序与工艺
机床操作
文明生产
记录员
七、考证要点
抛物线曲线公式y=
/15
图6-13
 升级会员
升级会员 