三菱FRA700变频器闭环矢量控制方式的学习.docx
《三菱FRA700变频器闭环矢量控制方式的学习.docx》由会员分享,可在线阅读,更多相关《三菱FRA700变频器闭环矢量控制方式的学习.docx(11页珍藏版)》请在冰豆网上搜索。
三菱FRA700变频器闭环矢量控制方式的学习
三菱FR-A700变频器在某工厂铝连铸连轧机上的应用
引言
三菱FR-A700变频器闭环矢量控制方式,主要用于高精度的速度控制、转矩控制、简单伺服控制等对控制性能要求严格的场合。
在该方式下采用的速度传感器一般是旋转编码器,并安装在被控电动机的轴端。
通过对铝连铸连轧机上下辊电机的速度和转矩控制来实现铝板的高精度轧制,并能实现系统的稳定性和可靠性。
1、 项目背景
某工厂铝连铸连轧机的主要工作是将经原炉熔炼、静止炉精炼后的高温铝液在快速冷却的同时轧制成铝板,最终通过卷取机卷成铝卷。
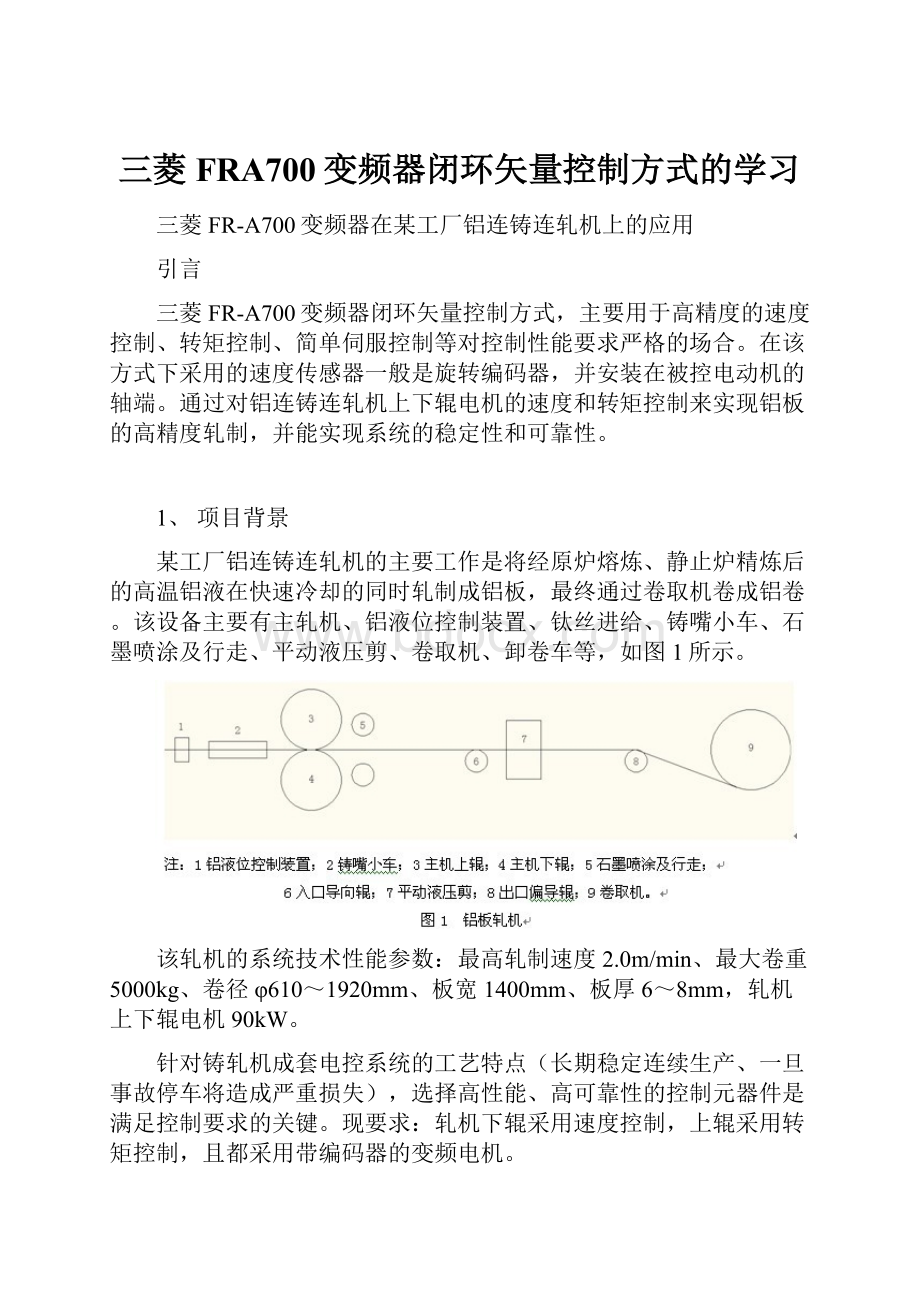
该设备主要有主轧机、铝液位控制装置、钛丝进给、铸嘴小车、石墨喷涂及行走、平动液压剪、卷取机、卸卷车等,如图1所示。
该轧机的系统技术性能参数:
最高轧制速度2.0m/min、最大卷重5000kg、卷径φ610~1920mm、板宽1400mm、板厚6~8mm,轧机上下辊电机90kW。
针对铸轧机成套电控系统的工艺特点(长期稳定连续生产、一旦事故停车将造成严重损失),选择高性能、高可靠性的控制元器件是满足控制要求的关键。
现要求:
轧机下辊采用速度控制,上辊采用转矩控制,且都采用带编码器的变频电机。
轧机传动控制系统的硬件设计
2.1控制原理
速度和转矩控制是轧机上下辊传动电机的核心控制原理,其示意如图2所示。
M1为主传动,采用双闭环速度/转矩矢量控制方式,速度环为V速度给定和PG编码器返回的实际速度的控制回路,其输出值再乘以一定的比值就是M2的转矩控制输入值。
转矩环为内部闭环。
M2为从传动,速度闭环的输出值并不直接控制转矩,而只是限定M2转矩的幅度,以最终保证轧机上下两辊电机在线速度上的紧密性和同步性,M2转矩的输入值是来自主传动M1的转矩值,以决定M2的转矩输出值。
2.2硬件选型与设计
本次轧机电机选用国产YVP系列变频电机,其选用强制风冷和OMRON差动式编码器E6B2-CWZ1X,由于三菱变频器所选配电机基本都是国产电动机,并非选用三菱电机,因此,需要了解清楚编码器。
编码器E6B2-CWZ1X接线原理如图3所示。
欧姆龙编码器E6B2-CWZ1X接线端子功能定义如上图所示,它采用5VDC电源,输出3对A、B、Z相差动信号。
右图为编码器E6B2-CWZ1X接线端子功能定义
2.3轧机变频器硬件接线图
轧机变频器硬件接线图如下图所示。
VF1下辊变频器的速度设定采用电位器,并连接了PLG差动输入信号作为闭环矢量控制的反馈信号,跳线设置如图中标识所示,同时输出转矩信号给VF2变频器。
VF2上辊变频器采用转矩控制,其转矩命令来自于VF1的输出,速度限幅来自于VF1的速度。
3、轧机变频控制系统的参数设置
VF1速度控制参数设置如表所示
VF2转矩控制参数设置如表所示。
4、调试中出现的问题
(1)轧机主传动M1下辊电机不转动。
原因可能是:
电机布线错误;PLG规格(选择开关FR-A7AP)错误;PLG布线错误;Pr.369PLG脉冲数设定和使用的PLG脉冲数不同;PLG电源规格错误或未输入电源。
解决的办法:
(a)布线的确认。
输入正转信号,从电机轴方向观察,如果是逆时针方向转动,则为正常(顺时针方向说明变频器2次侧接线的相序有误)。
(b)PLG规格的确认。
确认差动/互补的PLG规格选择开关(FR-A7AP)。
(c)矢量控制设定下,在变频器停止过程中将电机从外部逆时针方向旋转,确认有无FWD的显示。
显示REV时,说明PLG的相序错误。
应正确布线,或调整Pr.359PLG转向的设定值以保持一致。
(d)参数设定值比使用的PLG脉冲数量少时,电机将不会转动。
应正确设定Pr.369PLG脉冲数量。
(e)确认PLG的电源规格(5V/12V/15V/24V),输入外部电源。
(2)轧机轧制过程不稳定。
原因可能是:
速度控制增益与机械不匹配;由于变频器的加减速时间,响应性变差。
解决办法:
实施简单增益调整;调整Pr.820,Pr.821;实施速度前馈控制,模型适应速度控制;将加减速时间设为最佳值。
5 、结语
有速度传感器的矢量控制方式,主要用于高精度的速度控制、转矩控制、简单伺服控制等对控制性能要求严格的使用场合。
在该方式下采用的速度传感器一般是旋转编码器,并安装在被控电动机的轴端。
在铝连铸连轧机中,用2台高精度闭环矢量A700变频器进行控制,较好地解决了铝板高精度、高转矩的工业要求。
车辆转让协议
甲方(转让方):
身份证号:
乙方(受让方):
身份证号:
甲乙双方经协商,达成如下协议,共同遵照执行:
1、甲方将自有车辆牌型号车(车号:
发动机号:
车架号:
)一辆(包括其他物件有:
)转让给乙方,该转让自年月日起生效。
2、因转让车辆为旧机动车车辆,故双方签定协议时均对车身及发动机工作状况表示认同,乙方对该车外观及内在质量状况已充分了解。
3、双方商定该车暂不办理过户手续,当条件成熟时,需办理过户手续时,甲方应尽配合义务,过户费用由乙方承担。
双方是否过户不影响本协议效力。
4、自转让生效之日前因该车引起的一切交通事故、违章罚款、养路费等行政规费等均由甲方承担;自转让生效之日后,该车的所有权及一切权益、风险等均归乙方承受,因该车引起的一切交通事故、交通违章罚款、养路费等行政规费、保险费、人身损害赔偿责任等均由乙方单独承担,与甲方无任何关系。
5、车辆转让后,乙方必须按时交纳养路费、交通违章罚款等费用,如因未按时交纳而致使甲方垫付上述费用及承担罚款和诉讼费等,乙方应立即偿还甲方垫付费用及罚款、诉讼费。
6、如在该车转让后,乙方转卖该车,此后发生的一切纠纷、赔偿等事宜,均与甲方无关。
7、如双方发生争议,可起诉,按就近原则处理。
8、本协议一式贰份,双方各执一份
。
甲 方:
乙 方:
签约日期:
签约日期:
年 月 日 年 月 日
 升级会员
升级会员 