二建机电精讲班第7讲2H31机电工程焊接技术.docx
《二建机电精讲班第7讲2H31机电工程焊接技术.docx》由会员分享,可在线阅读,更多相关《二建机电精讲班第7讲2H31机电工程焊接技术.docx(12页珍藏版)》请在冰豆网上搜索。
二建机电精讲班第7讲2H31机电工程焊接技术
2H312030机电工程焊接技术
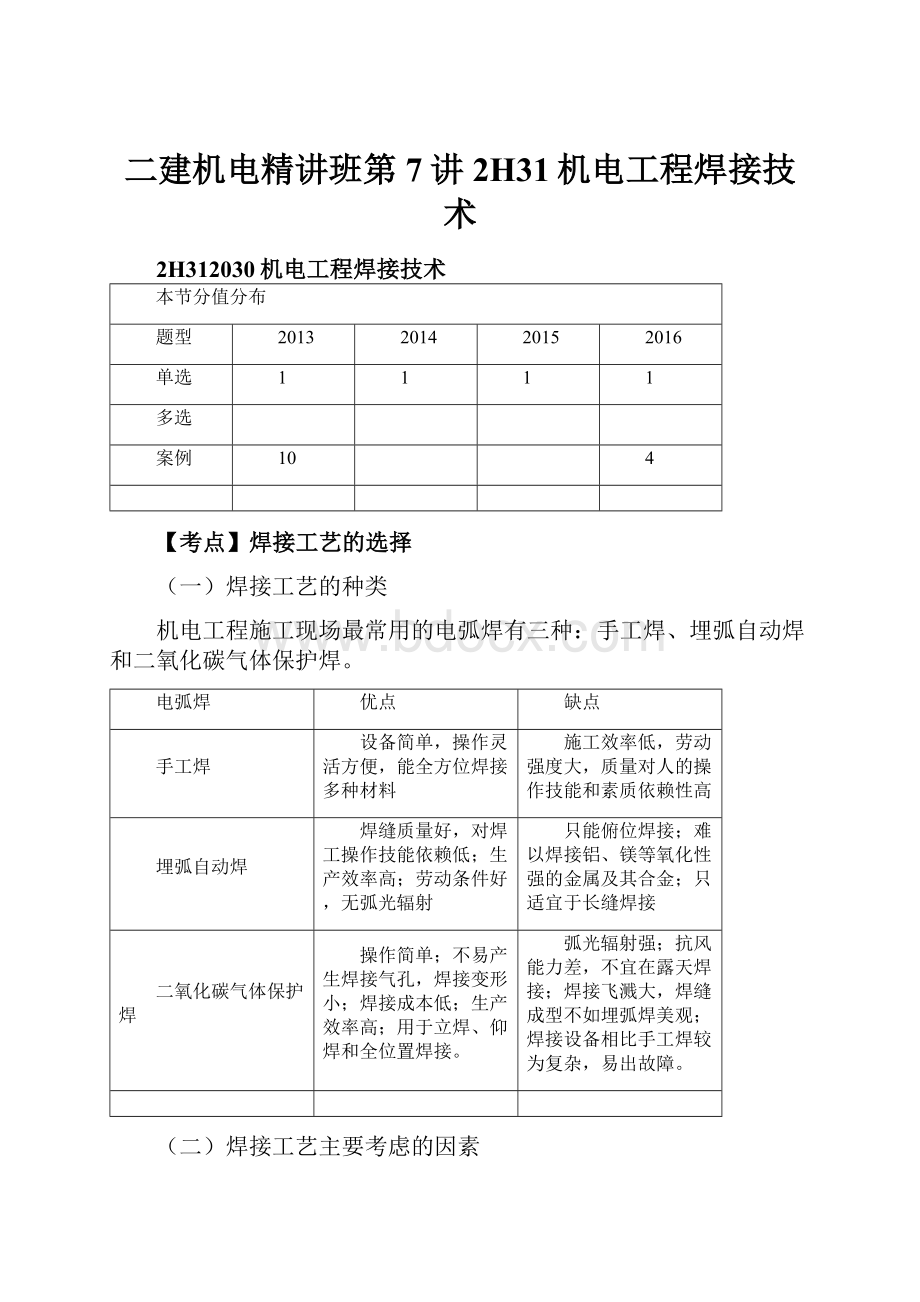
本节分值分布
题型
2013
2014
2015
2016
单选
1
1
1
1
多选
案例
10
4
【考点】焊接工艺的选择
(一)焊接工艺的种类
机电工程施工现场最常用的电弧焊有三种:
手工焊、埋弧自动焊和二氧化碳气体保护焊。
电弧焊
优点
缺点
手工焊
设备简单,操作灵活方便,能全方位焊接多种材料
施工效率低,劳动强度大,质量对人的操作技能和素质依赖性高
埋弧自动焊
焊缝质量好,对焊工操作技能依赖低;生产效率高;劳动条件好,无弧光辐射
只能俯位焊接;难以焊接铝、镁等氧化性强的金属及其合金;只适宜于长缝焊接
二氧化碳气体保护焊
操作简单;不易产生焊接气孔,焊接变形小;焊接成本低;生产效率高;用于立焊、仰焊和全位置焊接。
弧光辐射强;抗风能力差,不宜在露天焊接;焊接飞溅大,焊缝成型不如埋弧焊美观;焊接设备相比手工焊较为复杂,易出故障。
(二)焊接工艺主要考虑的因素
焊接工艺主要考虑的因素有:
母材的物理特性和化学特性、焊缝的受力状况、待焊部件的几何形状、焊接位置。
(三)焊接工艺参数的选择
1.焊接工艺参数的种类
确定焊接方法后,需设定焊接工艺参数。
不同的焊接方法,其焊接工艺参数的种类也各不相同。
(1)手弧焊主要包括:
焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数、检验方法等。
(2)埋弧自动焊的工艺参数,主要是指焊接电流、电弧电压、焊接速度、焊丝直径、焊丝伸出长度、焊丝与焊件表面的相对位置、电源种类和极性、焊剂种类以及焊件的坡口形式等。
2.主要焊接工艺参数的选择
(1)焊条直径。
焊条直径的选择主要取决于焊件厚度、接头形式、焊缝位置和焊接层次等因素。
在一般情况下,可根据焊件厚度选择焊条直径,并倾向于选择较大直径的焊条。
(2014年单选)
(2)焊接电流。
焊接电流的过大或过小都会影响焊接质量,所以其选择应根据焊条的类型、直径、焊件的厚度、接头形式、焊缝空间位置等因素来考虑,其中焊条直径和焊缝空间位置最为关键。
I=10d(2H312031)
式中I——焊接电流(A);
d——焊条直径(mm)。
另外,立焊时,电流应比平焊时小15%~20%;横焊和仰焊时,电流应比平焊电流小10%~15%。
平焊电流是最大的。
(4)焊接层数。
焊接层数应视焊件的厚度而定。
除薄板外,一般都采用多层焊。
焊接层数过少,每层焊缝的厚度过大,对焊缝金属的塑性有不利的影响。
(5)电源种类及极性。
直流电源由于电弧稳定,飞溅小,焊接质量好,一般用在重要的焊接结构或厚板、大刚度结构上。
其他情况下,应首先考虑交流电焊机。
【考点】焊接工艺评定
(一)焊接工艺评定的定义
焊接工艺评定为验证所拟订的焊件焊接工艺的正确性而进行的试验过程及结果评价。
(2015年单选)
(二)焊接工艺评定的目的(2016年单选)
(1)评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范要求的焊接接头;
(2)验证施焊单位拟订的焊接工艺指导书是否正确;
(3)为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
【例】(2015真题)为验证拟定的焊件工艺的正确性所进行的试验过程及结果评价是()。
A.焊接作业卡
B.焊接工艺评定
C.焊接质量证明文件
D.焊接作业规程
【答案】B
【解析】AD都是焊接的依据
【例】(2016真题)关于描述焊接工艺评定的目的,错误的是()。
A、验证母材的可焊性
B、验证拟定的工艺指导书是否正确
C、为制定正式的焊接工艺卡提供可靠的技术依据
D、评定施焊单位是否有能力焊出符合技术规范要求的焊接接头
【答案】A
【解析】A应该是验证所拟订的有关母材的焊接工艺的正确性而不是验证母材的可焊性。
(四)焊接工艺评定要求
1.一般要求
(1)焊接工艺评定应以可靠的钢材焊接性能为依据,并在工程施焊之前完成。
焊接工艺评定所用的焊接参数,原则上是根据被焊钢材的焊接性试验结果来确定的,尤其是热输入、预热温度及后热温度。
(2)主持评定工作和对焊接及试验结果进行综合评定的人员应是焊接工程师。
(3)完成评定后资料应汇总,由焊接工程师确认评定结果。
2.评定规则
(1)改变焊接方法必须重新评定;
当变更焊接方法的任何一个工艺评定的重要因素时,须重新评定;
当增加或变更焊接方法的任何一个工艺评定的补加因素时,按增加或变更的补加因素增焊冲击试件进行试验。
(2011年单选、2012年单选)
(2)任一钢号母材评定合格的,可以用于同组别号的其他钢号母材;
同类别号中,高组别号母材评定合格的,也适用于该组别号与低组别号的母材组成的焊接接头。
参见钢号的分类分组表2H3120300-2。
类别号
组别号
钢号
Ⅰ
Ⅰ-1
Q235-A.F、Q235-A、Q235-B、Q235-C
Ⅱ
Ⅱ-1
16MnR、16Mn
Ⅱ-2
15MnVR、15MnNbR、20MnMo
Ⅶ
Ⅶ-1
1Cr18Ni9Ti、0Cr18Ni9(304)
Ⅶ-2
0Cr17Ni12Mo2、0Cr18Ni12Mo2Ti
Ⅷ
Ⅷ-1
0Cr13
(3)改变焊后热处理类别,须重新进行焊接工艺评定。
(4)首次使用的国外钢材,必须进行工艺评定。
【考点】焊前检验
(一)焊前检验内容
从人、机、料、法、环、检六个方面进行核查。
(二)焊接前检验方法
1.焊工资格检查
检查焊工资格是否在有效期限内,考试项目是否与实际焊接相适应。
2.焊接设备检查
3.原材料检查
4.技术文件的检查
5.焊接环境检查(2009单选、2011单选)
对焊接场所可能遭遇的环境温度、湿度、风、雨等不利条件,检查是否采取可靠防护措施。
例如:
出现下列情况之一时,如没采取适当的防护措施时,应立即停止焊接工作。
(1)采用电弧焊焊接时,风速等于或大于8m/s;
(2)气体保护焊接时,风速等于或大于2m/s;
(3)相对湿度大于90%;
(4)下雨或下雪;
(5)管子焊接时应垫牢,不得将管子悬空或处于外力作用下焊接,尽可能采用转动焊接,以利于提高焊接质量和焊接速度。
6.焊接过程的检查
专职或兼职质检员应对人、机、料、法、环等各因素进行检查。
【考点】焊接中检验
(一)焊接中检验内容
1.焊接工艺
焊接中是否执行了焊接工艺要求,包括焊接方法、焊接材料、焊接规范(电流、电压、线能量)、焊接顺序、焊接变形及温度控制。
(2016年案例)
2.焊接缺陷
多层焊层间是否存在裂纹、气孔、夹渣等缺陷,缺陷是否已清除。
3.焊接设备
焊接设备运行是否正常,包括焊接电源、送丝机构、滚轮架、焊剂托架、冷却装置、行走机构等。
【考点】焊后检验
(一)焊后检验的内容
焊后检验主要有:
外观检验、致密性试验、强度试验、无损检测。
(二)焊后检验的方法
1.外观检验(2010年多选、2012年案例、2014年案例)
(1)利用低倍放大镜或肉眼观察焊缝表面是否有咬边、夹渣、气孔、裂纹等表面缺陷。
(2)用焊接检验尺测量焊缝余高、焊瘤、凹陷、错口等。
焊接表面缺陷
2.致密性试验
包括:
液体盛装试漏、气密性试验、氨气试验、煤油试漏、氦气试验、真空箱试验。
真空箱试验:
在焊缝上涂肥皂水,用真空箱抽真空,若有渗漏,会有气泡产生。
适用于焊缝另一侧被封闭的场所,如储罐罐底焊缝。
(2012年单选)
3.强度试验
(1)液压强度试验常用水进行。
(2)气压强度试验用气体为介质进行强度试验。
【例】(2014案例)焊缝外观检验时,用焊接检验尺测量焊缝的()。
A.余高、凹陷、裂纹、错口
B.余高、错口、凹陷、焊瘤
C.错口、气孔、裂纹、焊瘤
D.余高、焊瘤、夹渣、咬边
【答案】B
4.常用焊缝无损检测方法
(1)射线探伤方法(RT)
(2)超声波探伤(UT)
超声波比射线探伤灵敏度高,灵活方便,周期短、成本低、效率高、对人体无害,但显示缺陷不直观,对缺陷判断不精确,受探伤人员经验和技术熟练程度影响较大。
(3)渗透探伤(PT)
液体渗透探伤主要用于检查坡口表面、碳弧气刨清根后或焊缝缺陷清除后的刨槽表面、工卡具铲除的表面以及不便磁粉探伤部位的表面开口缺陷。
(4)磁性探伤(MT)
磁性探伤主要用于检查表面及近表面缺陷。
该方法与渗透探伤方法比较,不但探伤灵敏度高、速度快,而且能探查表面一定深度下缺陷。
(5)超声波衍射时差法(TOFD)
TOFD技术优越性:
一次扫查几乎能够覆盖整个焊缝区域(除上下表面盲区),可以实现非常高的检测速度;能够发现各种类型的缺陷,但对缺陷的走向不敏感;近表面存在盲区,对该区域检测可靠性不够。
射线探伤超声波探伤
渗透探伤
总结:
无损检测方法的应用。
序号
无损检测方法
应用场合及特点
类型
1
射线探伤
应用较广,成本高、时间长、对探伤操作人员有损伤
内部缺陷
2
超声波探伤
成本低、效率高、对人体无害,但不直观,主观性大
3
磁性探伤
铁磁性材料;表面或近表面缺陷
表面缺陷
4
渗透探伤
表面开口缺陷
5
超声波衍射时差法
检查速度高,对缺陷走向不敏感,近表面存在盲区
各种类型缺陷
【例】(2013一级真题)常用的焊缝无损检测方法中,适合于焊缝内部缺陷检测的方法是()。
A.射线探伤
B.涡流探伤
C.磁性探伤
D.渗透探伤
【答案】A
本目重点
 升级会员
升级会员 