冶金技术钢铁温轧中英文对照外文翻译文献.docx
《冶金技术钢铁温轧中英文对照外文翻译文献.docx》由会员分享,可在线阅读,更多相关《冶金技术钢铁温轧中英文对照外文翻译文献.docx(25页珍藏版)》请在冰豆网上搜索。
冶金技术钢铁温轧中英文对照外文翻译文献
中英文对照外文翻译
(文档含英文原文和中文翻译)
影响温轧IF钢剪切带形的纹理发展
1导言
钢铁企业最近开始关心温轧(铁素体)轧制,因为它有可能扩大产品范围和降低热轧带钢成本。
这些优势可能会影响各阶段的轧制过程,开始加热,其次是温轧,酸洗,冷轧。
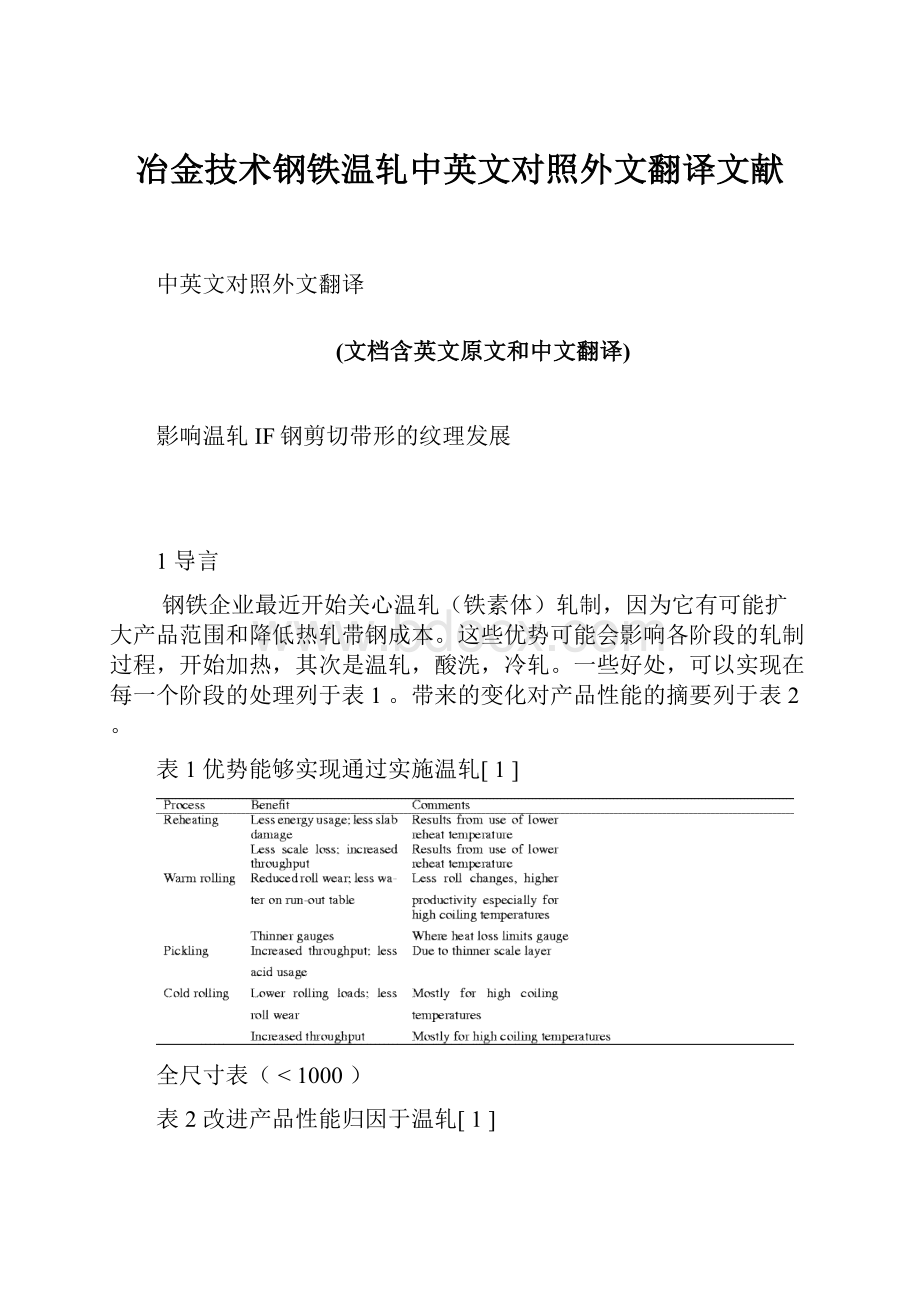
一些好处,可以实现在每一个阶段的处理列于表1。
带来的变化对产品性能的摘要列于表2。
表1优势能够实现通过实施温轧[1]
全尺寸表(<1000)
表2改进产品性能归因于温轧[1]
全尺寸表(<1000)
其他的好处在表1是相当明显的,硬度的影响因素,R值和老化性能概述在表2倒没有这么明显。
因此,它这样做的简要单一的机制,影响了上述特性,并解释如何运作(或抑制)可能会导致改善R值和成形。
2背景
据悉,一段时间[2]铁氧体变形略低于Ar3和Ar1温度实际上是弱于变形奥氏体以上Ar3温度。
因而,变形的铁素体在温度下降到约700°C时,在纯C钢和600°C时,在IF钢,并不涉及增加轧制负荷超过设计限制轧机的问题。
虽然纯C和IF钢可随时热烈推出,只有最新材料适用于现高R值,如表2所示。
高R值反过来要求存在可取纹理退火组件,如(111)滚动平面纤维和(554)225[3]。
最近的实验中[4,5,6和7],导致有所增加,但如何理解这些组成部分是可取的纹理形成(在IF钢)和为什么他们没有(在LC钢)。
实验表明,重要的因素是存在(在LC钢)而(在IF钢)没有碳的解决方案的热轧制温度。
碳在轧制的温度范围内引起动态应变时效(DSA),这是当时异常的高应变率敏感的特点适用于钢在温轧条件下轧制。
高应变率从而抑制敏感性形成的剪切带中的铁素体。
显示的这些特点在温轧的显微冷轧IF钢已直接关系到在随后的退火中核的可取(111)纤维。
相反,他们没有把温轧冷轧钢材与单一的纹理联系在一起开发[6]。
伴随着这一系列事件是一个相当复杂的过程,在这一系列的调查取得的成果,现在将总结和讨论。
2.1实验材料
为了探讨如上所述,三种钢将会被检查,同成分显示在表3。
IF钢级别包含百万分之50C和0.13%Mn和稳定的0.084%钛。
两种LC钢进行了研究,有百万分之140到160的C。
一个典型的锰浓度的0.22%存在于前面的钢种,而第二种是一个非常低锰含量钢,只有0.009%。
主要的区别是,LC等级是低锰含量铝镇静类型钢。
表3钢成分(wt.%)
全尺寸表(<1000)
2.2滚动计划
最初钢热轧到厚度11毫米,然后气冷。
从这些样本中,圆锥端标准应用于实验室准备的热轧。
这两个LC等级加热到740摄氏度,然后冷却到轧制温度保温约7℃/分钟。
标准IF级加热到800℃之前轧制。
锥形试样的使用意味着单道次轧制可以应用。
这导致仿真带钢(关于急促的interpass次)说,被认为是更准确比替代扭转试验机,这是更适合于中厚板轧机模拟。
进一步的细节实验轧制程序中提供参数。
[4,5和6]。
2.3金相结果
发生剪切带的液晶材料在700°C的描绘图在图1a表中。
(在低锰变量获得类似结果。
)只有少数几个带颗粒可以看出,并且联结本身是相当薄,短,这表明沿着他们的流动是迟缓的。
这些“迟缓”联结是独一无二的对轧制温度超过550°C的LC级别样品。
完整大小的图片(15000)
图1例子中剪切带材料热轧温度在700°C到减少了65%的范围内[5]:
(a)LC钢;(b)IF钢。
上述特性形成强烈对比的是IF钢的材料。
这里的性质,是不受带轧制温度影响,这样700°C带状插图例子在图b中对所有轧制温度是典型的。
在这种显微图上,沿单个剪切带晶粒分界线的变位现象发生的剪切变形是明显的。
分散的晶粒含有的剪切带是由点计算技术决定的[5]。
由此产生的数据列于图2中,从中可以看出强度带,像它的性质,没有受到IF材料轧制温度的影响。
在LC级别,然而,剪切带的强度是高度温度敏感的。
上述性质是急剧下降的在进行400°C以上温度轧制时。
在温度超过450摄氏度,IF钢比LC等级包含更多的的剪切带,然而低于450°C时,这种关系被颠倒过来。
图2轧制温度对剪切带频率的影响[5]
2.4纹理
2.4.1轧制织构
变形纹理决定形式研究中是以上述的定向分布函数(ODFs)编号[5]来说明的。
(这种类型的描述和介绍详细解释了上述参考。
)所有的材质是典型的铁素体轧制,他们的特点是部分轧制方向(RD)纤维(含双向的110轴平行对于RD),以及一个完整的正常的方向(ND)纤维(与双向有111方向对于ND)。
虽然定性滚动纹理相似,LC钢铁在700摄氏度纹理明显具有较高的强度(或极大值)是意义重大的,这些将在以后的第三部分讨论。
相比之下,IF钢整个轧制的温度范围内最大强度类似。
2.4.2.退火纹理
一些例子显示的有规则的纹理在700°C退火后在图3中。
很明显,轧制温度影响在这里比直接轧后更大[6]。
这一点特别注意,IF钢在热暖和冷轧后ND纤维(111ND)是占主导地位的,而在LC级别,情况更为复杂。
经过冷轧,再结晶织构组成ND纤维和戈斯((011)100)的组成部分。
相比之下,经过热轧,整个纹理变化对部分RD纤维从(001)110至(112)110,只有微不足道的戈斯和ND纤维强度。
纹理转变远离ND纤维在最新情况下具有特别重要的意义,并会在下面有更详细考虑。
图3φ2=45°ODF截面的纹理的LC和IF钢轧在70和700°C和退火700℃(强度级别2,3,4,5,等等)[6]
3讨论
很显然,上述结果显示两个LC和LC材料变形状态温度依赖性是非常不同的。
特别是,轧制温度影响远远大于LC等级。
可能的原因是将会在下面根据剪切带的性质和密度,纹理的特点来解释,和上述参数对rav影响,因此影响成型性能。
3.1性质和密度剪切带
显然,从图2,在温度低于400℃,LC钢带的弯曲程度远远(约50%,而不是25%)大于LF材料。
至于更详细地讨论在以下,这可被视为产生的DSA特征前的材料,通过影响工作硬度和敏感性这种现象。
相比之下,在热轧范围内,例如在500°C以上,两个LC钢材弯曲程度下降到几乎为零,而颗粒的比例仍然含有带几乎不变的在IF样本中。
这是有益的带的性质不同在两个类型的钢中。
那些在冷轧LC钢中是相对强烈的,显然是因为强烈的流动趋势定位在这些溶质材料。
在LF级,另一方面,带不仅不太常见,而且也更不激烈。
3.2纹理特征
3.2.1变形织构
这里的结果概括主要特点是显着清晰的热轧(700℃)纹理在LC钢中。
这显示在参数[5]是由于相对缺乏剪切带这些样本。
没有剪切带反过来有两个实际后果。
其中之一是,有少颗粒分裂,第二个问题是,有更多的基质颗粒流转没有带,因为带的发生转让流(因此轮换)远离基质。
相反,存在的带降低“终止纹理”(即ND纤维)的范围在基质中是发达的,因此降低了整体强度纹理[5]。
清晰轧制织构对退火中产生的新颗粒的核有重要影响,特别是对的定位形成的颗粒。
通过这种方式,它有一个重大的影响对退火纹理。
3.2.2退火纹理
如上所述变形纹理,LC等级轧制温度对退火纹理的影响远远的高于LF材料,在后者,理想的ND纤维(111ND)是占主导地位的在所有轧制温度(见图3)中。
LC纹理,另一方面,是和LF级别中的两种方式不同的在图3中,(i)在冷轧条件(如70℃轧制)下,附加的戈斯组件((011)100)存在,(ii)在热轧条件(例如700度轧制)下,ND纤维几乎完全不存在。
。
这就是为什么热轧钢和退火LC钢有低rav值,因此不太适合比同样处理IF钢的深冲用途。
3.2.3戈斯核和ND纤维组件
不同退火纹理现在联系着不同剪切带的密度和性质如上文所述。
这种解释是基于以下假设:
1.戈斯说,坚固的组成部分在LC退火材质70°C轧后(这是在没有其他物质在热轧钢和退火LC钢中)出现是由这一部分核在附近的激烈运动,如严重剪切带;
2.被观察的ND纤维在LC70°C轧后退火纹理和IF钢中在所有条件下(这是在热轧和退火LC钢种是不存在的),是由于核附近的剪切带温和强度;
3.热轧LC钢结构缺乏明显的剪切带结构用来解释这些材料退火后缺乏戈斯和ND纤维。
3.3R值的实验材料
rav值计算了所测的纹理,在参[4]中描述的更详细,一些典型的预测在图4中提到。
这里可以看出,冷轧和退火钢都估计rav值介于1.3至1.6;这是完全符合这些样品存在的显示在图3中的明确的ND纤维,相比之下,热轧和退火apr值有非常大的区别:
这些LC等级都低于0.5,而LF材料料仍然很高,大约1.5。
根据这里的先进观点,低rav-值在热轧钢和退火LC钢的直接原因是轧后缺乏剪切带这些材料(并因此缺乏退火中剪切带成核过程)。
相反,可接受rav-值在热轧和退火IF钢中的直接原因是轧后存在的剪切带和退火过程中剪切带的影响。
图4计算rav-值的热轧和退火样品[4]
3.4动态应变时效
SA是众所周知的发生在溶质C或N浓度时钢拉伸测试中,如在
,在温度范围200-350摄氏度[8]。
这种现象存在其高峰时,间隙原子扩散匹配变位的速度。
DSA发生轧制条件下,如
。
温度范围必须增加到470-635°C允许
增长从10−2到102 s−1。
因此,热轧发生在温度高于DSA峰值[9]。
流动应力的DSA影响有两个不同的应变率规则的显示在图5中,从这些可以看出,敏感性是负面在低温峰值附近,更高度肯定比预期的在高温峰值以上。
图5示意图温度与数据流动应力应变率为2
高峰期的LC钢曲线是一个逻辑的DSA。
为了让此图适用于轧制条件下,必须理解的是较低的曲线适用于应变速率的大批材料,这是变形均匀。
相比之下,上部(高应变率)曲线涉及到材料的一个潜在的剪切带。
在m<0温度范围内,潜在的剪切带将成为现成的剪切材料具有较低的流动应力比均匀变形的材料。
这是因为移动脱位通过加速可以很容易地摆脱牵引阻力。
相反,在温度范围内m是异常的高,剪切带可形成在所有条件中是非常困难的,这是因为更高的流动应力强调必须把移动有关的位错在DSA(即溶质相互作用)条件下。
在温度范围内其中m有“正常”(纯金属)的价值,剪切带将会形成,如果其他一些软化机制(相当于m<0)执行。
这通常被认为是质地柔软的纹理的协助通过高度局部变形加热[10]。
质地柔软纹理涉及改变应变路径从平面应变滚动(纯剪切)到简单剪切。
这一机制是特别适用于颗粒的(111)112导向,因为它们拥有最高的抗轧制(最高位错密度)和降低抗简单剪切。
3.5率敏感性
依赖率敏感性对温度可辨别的一般道路过程在图5显示,更详细的描述在图6。
此图所取得的成果总结的调查如上所述。
这里有两种截然不同的性能进行比较的:
(一)“纯粹”的材料,其中率敏感性仅仅有“低温”和“高温”范围,及(ii)本型的DSA材料,其中偏离是观察到的基本趋势。
一流的性能所表现出钢,但不包含溶质C或氮,例如,性能稳定IF钢,在C和N从溶液中去掉,增加了钛和/或铌。
在第二类材料,浓度C的解决方案,热轧制温度高,因为没有稳定合金增补和依赖于冷却速度从热轧范围或保温时间后,再加热。
图6一致的影响温度对应变率敏感性(m)的一些不同的材料[5和12]。
m值在LC钢是相当高的,,相比LF材料,热轧制温度(即同源温度在0.5至0.65)
如果没有加入合金冶炼钢铁,然后平衡C的含量,预计将在溶液中的铁在温度范围内(600-800℃)含量是100-500ppm[11]。
3.6核的剪切带
观点认为存在的晶粒剪切带,如图1b,巴涅特获得借个的结果认为热轧钢在退火过程中促进组件的形成(111)。
在这项研究中,热轧IF钢的参数[4,5和6]累进的退火样品分析采用了背散射电子(BSE)成像技术。
一个观察的实例在图7提出了。
可以看出,(111)定向的细胞核内已形成了晶粒剪切带结构。
图7一个(111)结晶形成原子核中晶粒剪切带结构的IF钢(百万分之50碳,0.13%锰,0.042%铝,0.084%钛,30百万分之30的氮)例子[7]。
在700°C的样品变形和部分退火在相同温度下。
图像制作使用定向反向BSE成像。
4.结论
从上述的调查可以得出以下结论
1.轧制温度(冷与暖)对LC钢的剪切带密度具有相当的影响力,但并非适用所有的IF钢。
冷轧LC钢材比那些正在发展中的IF钢形成的剪切带更加强烈。
2.冷轧LC钢急剧产生的剪切带是形成明显戈斯纹理组成部分的原因,这发生在这些钢退火后。
冷轧或热轧IF钢中存在的中等剪切带与ND纹理组成部分的核联系在一起。
热轧LC钢几乎没有缺乏ND组成部分材料的剪切带。
3.具有111ND成分的热轧和退火IF钢和没有同样的处理LC钢的是具有适于模锻特征类型的钢。
这反过来又直接归因于不同的剪切带具有如上面所述的特性。
4.剪切带特性具有相当大的差别可以归因于C在LC级别中含量的影响。
在低温轧制温度,碳带密集的原因是它的存在导致DSA敏感性异常和高不规则和不稳定位错密度。
在相对较高的(即热轧)轧制温度,DSA条件不再适用,因此,存在的C导致相反的效果,即它具有的高敏感性防止剪切带的形成。
5.最后,完全稳定钢由于缺乏溶质C(或N)阻止他们显示DSA特性。
因此,它们不含有异常的位错密度从而影响剪切带的冷轧温度。
以同样的方式,热轧制敏感性不够高,以防止可取类型的剪切带所需要的ND纤维核的产生。
鸣谢
作者感谢加拿大自然科学与工程研究理事会,加拿大钢铁工业研究协会和BHP研究所提供财政支持这一调查的部分实验。
参考资料
1.M.R.BarnettandJ.J.Jonas.ISIJInt.39(1999),pp.856–873.FullTextviaCrossRef|ViewRecordinScopus|CitedByinScopus(55)
2.O.D.Sherby,M.J.Harrigan,L.ChamagneandC.Sauve.Trans.Quart.62(1969),pp.575–580.
3.R.K.Ray,J.J.JonasandR.E.Hook.Int.Mater.Rev.39(1994),pp.129–172.ViewRecordinScopus|CitedByinScopus(212)
4.M.R.Barnett,J.J.JonasandP.D.Hodgson.IronandSteelmaker23(1996),pp.39–45.
5.M.R.BarnettandJ.J.Jonas.ISIJInt.37(1997),pp.697–705.FullTextviaCrossRef|ViewRecordinScopus|CitedByinScopus(74)
6.M.R.BarnettandJ.J.Jonas.ISIJInt.37(1997),pp.706–714.FullTextviaCrossRef|ViewRecordinScopus|CitedByinScopus(49)
7.M.R.Barnett.ISIJInt.38(1998),p.78.FullTextviaCrossRef|ViewRecordinScopus|CitedByinScopus(58)
8.J.D.Baird.Metall.Rev.149(1971),p.1.
9.A.KarimiTaheri,T.M.MaccagnoandJ.J.Jonas.ISIJInt.35(1995),pp.1532–1540.
10.J.GilSevillano,P.vanHoutteandE.Aernoudt.Prog.Mater.Sci.25(1980),p.69.Abstract|ViewRecordinScopus|CitedByinScopus(153)
11.J.D.Baird,IronandSteel36(1963)186,326,368,400.
12.M.R.Barnett,in:
W.Bleck(Ed.),ModernLCandULCSheetSteelsforColdForming:
ProcessingandProperties,VerlagMainz,Aachen,Germany,1998,p.61.
Effectsofshearbandformationontexturedevelopmentinwarm-rolledIFsteels
Abstract:
Warm,orferritic,rollingisgaininginpopularityamongststeelmakersasameansofcuttingthecostofsteelproductionandopeningupthewindowofhotbandproperties.Someofthemoreunique,butimportant,metallurgicalaspectsoftheprocessarereviewed.Inparticular,itisshownthattheeffectofchangingtherollingtemperaturefromthecoldtothewarmrangeonthepropertiesofrolledandannealedsheetisfargreaterinlowcarbon(LC)thanininterstitial-free(IF)steels.Theformercontainmuchlowerdensitiesofshearbandsthanthelatterwhenwarmrolled(WR)underthesameconditions.Thisisattributedtothehigherratesensitivitiesandotherphysicalpropertiesofthelowcarbon(LC)grades,whichariseinturnfromtheadditionaldynamicstrainageing(DSA)thataccompaniesanincreaseinstrainrate.TheIFgradeshavefinergrainsizeswhenannealedafterrollingabove500°CthantheLCgrades,apparentlybecauseofthemuchhigherincidenceofshearbandsintheformermaterialsinthistemperaturerange.Theconventional{111}⊥ND"deepdrawing"texturesofcold-rolledandannealedIFgradesarealsopresentafterWRandannealing.Bycontrast,theNDtextureisabsentinWRandannealedLCsteels.ThisisattributedtotheabsenceofshearbandsinWRLCsteelsandthereforetotheabsenceofthe{111}nucleithatappeartobeformedinthevicinityofthesebands.Conversely,itisthepresenceofshearbandsinWRIFsteelsthatmakespossiblethereplacementofcoldrollinginthesematerials.PublishedbyElsevierScienceB.V.(12refs.)
1.Introduction
Steelmakershaverecentlybeguntotakeaninterestinwarm(ferritic)rolling,asithasthepotentialtobroadentheproductrangeanddecreasethecostofhot-rolledstrip.Theseadvantagescanaffectallstagesoftherollingprocess,beginningwithreheating,followedbywarmrolling,pickling,andcoldrolling.SomeofthebenefitsthatcanberealizedduringeachofthesestagesofprocessingarelistedinTable1.ThechangesbroughtabouttotheproductpropertiesaresummarizedinTable2.
Table1.Benefitsthatcanberealizedthroughtheimplementationofwarmrolling[1]
Full-sizetable(<1K)
ViewWithinArticle
Table2.Improvementsinproductpropertiesattributabletowarmrolling[1]
Full-sizetable(<1K)
ViewWithinArticle
WhilethebenefitscataloguedinTable1arefairlyself-explanatory,thefactorsaffectingthehardness,r-valueandageingproper
 升级会员
升级会员 