3#高炉溜槽磨漏事故的判断与处理.docx
《3#高炉溜槽磨漏事故的判断与处理.docx》由会员分享,可在线阅读,更多相关《3#高炉溜槽磨漏事故的判断与处理.docx(9页珍藏版)》请在冰豆网上搜索。
3#高炉溜槽磨漏事故的判断与处理
3#高炉溜槽磨漏事故的判断与处理
凌钢3#高炉溜槽磨漏事故的判断与处理
【摘要】溜槽是无料钟炉顶中的关键设备之一,由于它的工作条件恶劣,磨漏事故时有发生。
本文重点介绍了凌钢3#高炉溜槽磨漏的现象、判断及处理。
【关键词】高炉溜槽炉顶十字测温煤气流分布
凌钢3#高炉采用PW公司无料钟炉顶技术。
在无料钟炉顶高炉生产中,溜槽磨漏事故屡见不鲜。
如果处理不及时、不得当,影响高炉正常生产,有时会造成炉凉,甚至炉缸冻结。
2009年5月,凌钢3#高炉突发溜槽磨漏事故,由于分析判断准确,处理得当,才避免了较大的经济损失。
本文针对溜槽磨漏事故,介绍了溜槽磨漏的炉内状态、判断准则以及应急处理方法。
1.溜槽磨漏过程中的炉内状态与判断
由于高炉正常工作时,无法直接观察溜槽破损状态。
因此溜槽损坏与否很难直接发现,尤其是磨漏初期时,由于漏料少,更难以察觉,甚至有时误判为是原燃料变化等引起的炉况波动而调整正常的操作制度,从而进一步导致高炉炉况不稳。
以下以凌钢3#高炉为例,介绍溜槽磨漏时伴随发生的炉内现象。
1.1溜槽磨漏初期
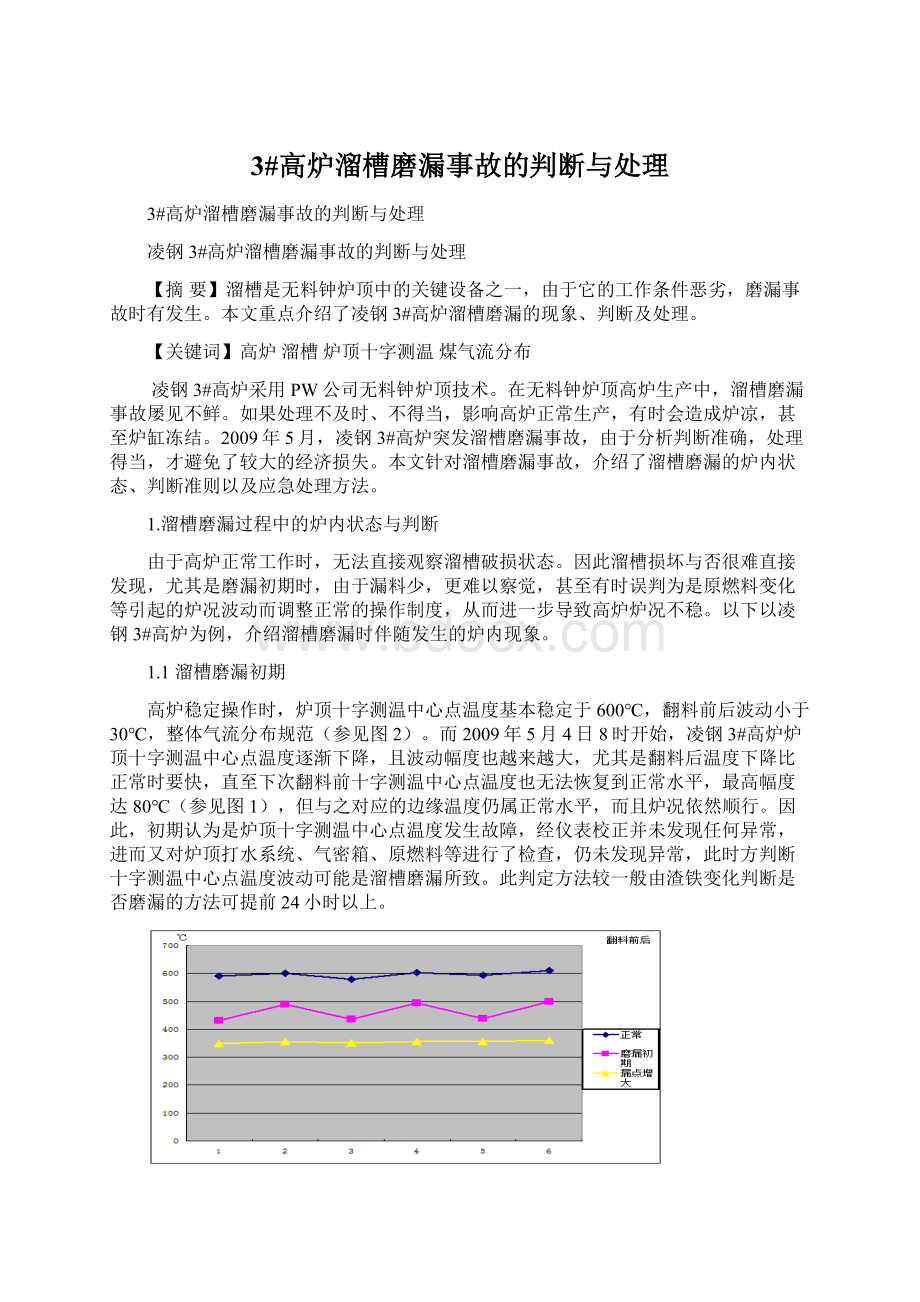
高炉稳定操作时,炉顶十字测温中心点温度基本稳定于600℃,翻料前后波动小于30℃,整体气流分布规范(参见图2)。
而2009年5月4日8时开始,凌钢3#高炉炉顶十字测温中心点温度逐渐下降,且波动幅度也越来越大,尤其是翻料后温度下降比正常时要快,直至下次翻料前十字测温中心点温度也无法恢复到正常水平,最高幅度达80℃(参见图1),但与之对应的边缘温度仍属正常水平,而且炉况依然顺行。
因此,初期认为是炉顶十字测温中心点温度发生故障,经仪表校正并未发现任何异常,进而又对炉顶打水系统、气密箱、原燃料等进行了检查,仍未发现异常,此时方判断十字测温中心点温度波动可能是溜槽磨漏所致。
此判定方法较一般由渣铁变化判断是否磨漏的方法可提前24小时以上。
图1十字测温中心点温度变化曲线(横坐标为翻料前后)
1.2溜槽漏点增大
5月4日16时以后,炉顶十字测温中心点温度进一步降低,但波动幅度减小,最明显的现象是炉顶十字测温中心点温度处于偏低且呆滞状态,中心点温度比正常时低约250℃。
这时,炉顶十字测温边缘点温度已明显上升,整体气流向平坦型发展,此时判定溜槽已被磨损漏料。
当时渣铁物理热已显现不足,负荷显重,但炉况顺行尚能维持,当即进行操作参数调整:
调整炉料结构、增加烧结矿配比2.4%、加净焦炭200kg/批,同时,为了抑制边缘气流,调整了装料制度,减轻负荷,停止“里环”布矿、增加边缘矿布料圈数(具体调整措施参见表1)。
表1溜槽漏点增大后高炉操作调整过程
时间
装料制度
烧结配比
焦炭负荷
焦比kg/t.Fe
煤比kg/t.Fe
料线
m
其它
磨漏前
O
39
37
34.5
32
29
80%
4.52
356
172
1.2
2
2
2
2
2
C
39
37
34.5
32
29
2
2
2
2
2
5月4日17时
O
39
37
34.5
32
29
82.40%
4.44
364
186
1.2
2
2
2
2
2
C
39
37
34.5
32
29
2
2
2
2
2
5月4日21时
O
39
37
34.5
32
29
82.40%
4.38
368
186
1.2
2
2
2
2
2
C
38.5
36.5
34
31.5
28.5
2
2
2
2
2
5月5日12时
O
39
37
34.5
82.40%
4.38
368
186
1.2
加净焦(未参与焦比计算)
4
4
2
C
38.5
36.5
34
31.5
28.5
2
2
2
2
2
5月5日14时
O
31
82.40%
4.38
368
186
1.6
加净焦(未参与焦比计算)
13
C
31
20
7
6
采取上述措施后,虽然中心气流仍处于偏低水平,铁水一级品率难以保证,但边缘气流呈下降趋势。
5月5日零点班4时20分,高炉出现滑尺,煤气利用变差,生铁硅降至下限水平,生铁硫明显偏高,炉缸向凉,炉况开始恶化,这时,说明溜槽漏料已相当严重了。
操作上采取增加边缘布矿份数,减小焦炭α角的措施。
24小时后(5月5日8时),为了进一步抑制边缘气流、发展中心,进一步增加边缘布矿,但收效甚微,炉温继续向向凉发展,煤气利用非常差。
30小时后(5月5日14时),为了减少溜槽漏料,将多环布料变为单环布料,采取矿焦同角降低α角并配合降低料线的操作,同时采取中心加焦技术,疏导中心气流,改善煤气利用(参见表2)。
几项措施并用后,炉顶十字测温中心温度开始回升,尤其第4点温度上升较明显,边缘点温度下降。
4小时后,除了炉顶十字测温中心点温度尚未恢复到原来水平外,其它点温度已向正常水平发展,渣铁物理热转好,炉温逐渐充沛,铁水[Si]、[S]正常,气流分布逐渐合理(参见表3),炉况维持顺行。
1.3溜槽磨漏过程中的指标参数的表征
在溜槽磨漏过程中炉顶十字测温分布变化汇总于表2,从表2可以看出:
溜槽磨漏后,炉顶十字测温边缘温度逐渐升高,中心温度呈明显下降状态,尤其在磨漏初期,中心点温度变化幅度非常大,翻料后温度迅速下降,然后再慢慢回升,但不能回升到原水平。
因此,在磨漏初期,利用炉顶十字测温中心点温度变化判断溜槽磨漏非常有效。
另外,随着漏点不断增大,炉顶十字测温中心点温度会越来越低,甚至达不到第4点水平,气流向“凹”型发展(参见图3)。
图2正常状态下炉顶十字测温分布(℃)
图3溜槽磨漏状态下炉顶十字测温分布(℃)
表2溜槽磨漏过程中炉顶十字测温分布变化表
日期时间
发展阶段
炉顶十字测温各点温度分布(℃)
1点
2点
3点
4点
5点
4点
3点
2点
1点
5月4日零点班
正常情况下十字测温
242
206
256
348
591
355
260
199
239
5月4日白班
溜槽磨漏初期(翻料前)
279
238
275
299
498
301
279
234
278
溜槽磨漏初期(翻料后)
251
212
256
281
420
287
257
201
246
5月4日四点班
漏点增大(翻料前)
371
299
272
374
379
378
279
284
364
漏点增大(翻料后)
366
292
262
352
349
348
268
280
362
5月5日零点班
多环布料、改变装料制度
311
289
329
393
462
389
325
291
304
5月5日白班
单环布料、降角度、降料线
280
243
306
371
565
390
312
246
269
2.溜槽磨漏确定后的高炉操作
2.1溜槽磨漏的判断过程
当出现煤气流分布开始不稳定,尤其是炉顶十字测温中心点温度波动增大、边缘气流上升较多状况时,首先应排查原燃料、仪表、气密箱、高炉操作制度、冷却制度,若均无异常时,并考虑溜槽使用的时间,综合判断溜槽是否已磨漏。
2.2溜槽磨漏后应采取的措施
在确定溜槽磨漏后,为确保高炉炉况稳定,应采取以下措施:
2.2.1发现边缘气流发展以后,切忌通过提高α角压制边缘气流,否则漏点漏料会更多,反而加剧了炉况恶化,甚至发生炉凉、冻结等恶性事故。
2.2.2及时改变高炉操作制度:
磨漏初期应在保持多环布料的基础上,增加边缘布矿份数,减小焦炭α角。
2.2.3随漏点增大,取消多环布料,改为单环布料,并采取降α角与降料线互相配合的措施,确保布料堆尖位置不变,减少溜槽漏料对高炉的影响。
2.2.4根据实际情况适当加净焦、减轻负荷、调整炉料结构,增加烧结矿比例,保证炉温,防止炉况向凉。
2.2.5尽早实施休风,更换溜槽。
表3溜槽磨漏前后生铁[Si]、[S]变化情况
班次
炉次
2009年5月4日
2009年5月5日
2009年5月6日
[Si]
[S]
配比
备注
[Si]
[S]
配比
备注
[Si]
[S]
配比
备注
零点班
1
0.33
0.033
78%
0.57
0.037
80%
休风
2
0.32
0.030
78%
0.34
0.032
80%
休风
3
0.41
0.025
78%
0.34
0.032
82.50%
0.25
0.03
82.40%
4
0.39
0.026
78%
0.36
0.037
82.50%
0.23
0.037
82.40%
5
0.31
0.037
78%
0.34
0.027
82.50%
0.42
0.020
82.40%
白班
6
0.46
0.025
78%
0.38
0.023
82.50%
0.60
0.020
76%
7
0.54
0.023
78%
0.43
0.021
82.50%
同角单环布料
0.50
0.020
76%
8
0.55
0.023
78%
0.35
0.024
82.50%
降α角降料线
0.48
0.022
76%
9
0.38
0.030
78%
0.30
0.027
82.50%
0.45
0.022
76%
10
0.32
0.039
78%
0.25
0.031
82.50%
0.36
0.030
76%
四点班
11
0.35
0.036
80%
变料制压边缘
0.22
0.034
82.50%
0.40
0.026
76%
12
0.41
0.031
80%
休风更换
0.45
0.026
76%
13
0.4
0.036
80%
0.37
0.036
76%
14
0.42
0.029
80%
0.34
0.032
76%
15
0.36
0.031
80%
0.44
0.025
76%
2.3溜槽磨漏后休风处理
溜槽磨漏的实物见图4,可见溜槽中间出现口径达180×220mm的孔洞。
为了更换溜槽,一般需进行非正常长期休风,如果两周之内有正常的高炉休风维护,可采用凌钢3#高炉的经验,即采取加耐磨衬板做料盒临时休风措施(休风时间4小时即可)。
具体操作是:
休风后打开炉顶大人孔,将图5所示的溜槽堵漏装置(参见图5)放到溜槽漏点中,然后用长焊把将衬板焊在溜槽上。
经实践证明此方法可维持高炉生产两周以上(于5月15日年修停炉后观察溜槽磨损状态,发现堵漏装置磨损近50%)。
可见,采用临时措施,减少休风时间,可保持高炉较长时间稳定生产。
 升级会员
升级会员 