fanuc 18M操作说明书.docx
《fanuc 18M操作说明书.docx》由会员分享,可在线阅读,更多相关《fanuc 18M操作说明书.docx(15页珍藏版)》请在冰豆网上搜索。
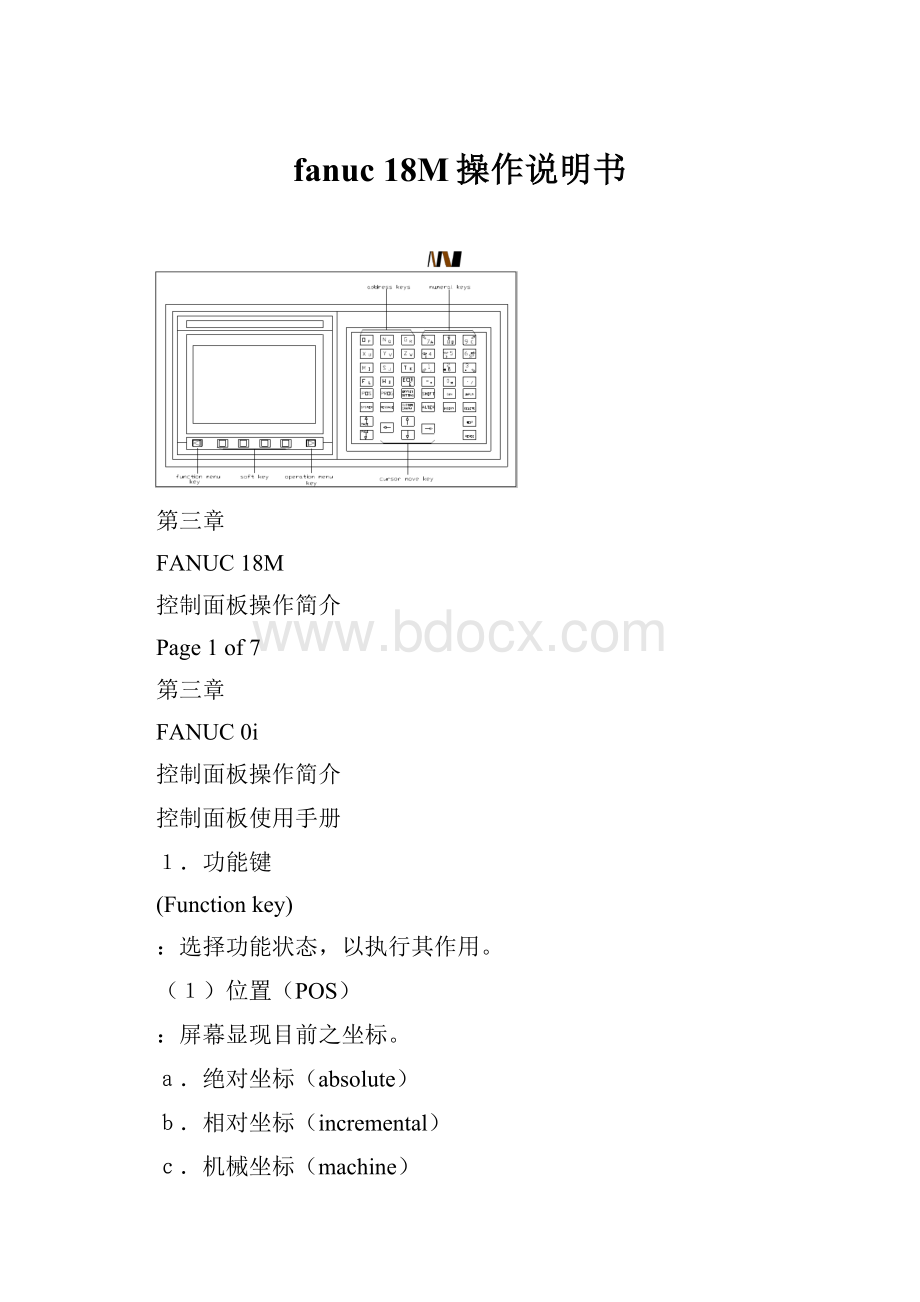
fanuc18M操作说明书
第三章
FANUC18M
控制面板操作简介
Page1of7
第三章
FANUC0i
控制面板操作简介
控制面板使用手册
1.功能键
(Functionkey)
:
选择功能状态,以执行其作用。
(1)位置(POS)
:
屏幕显现目前之坐标。
a.绝对坐标(absolute)
b.相对坐标(incremental)
c.机械坐标(machine)
d.所有坐标(all)
选择【ALL】(屏幕下方软键),屏幕显示下列坐标:
INC:
相对坐标ABS
:
绝对坐标MACHINE
:
机械坐标DIST.TOGO
:
剩余距离(在AUTO状态下显示)(ABS)
绝对(INC)相对X0000X0000Y0000Y0000Z0000Z0000
(MACHINE)
机械(剩余)X0000
X0000
Y0000
Y0000
Z0000
Z0000(ABS)(INC)(MAC)
所有
第三章
FANUC18M
控制面板操作简介
Page2of7
(2)程序(PRGRM)
:
显现程序状态之内容,若配合控制器的功能显视的划
就有所不同。
a.在编辑状态(EDIT)下→编写或修改程序内容。
b.在执行状态(MEMORY)下→执行中程序之内容。
(3)补正(OFFSETSETTING)
:
显现刀具(或刀长)之补正位区。
按【OFFSETSETTING】键,共有32个地址供补正值使用输入或修改补
正值。
例:
H03-6.000
→
20.000
将光标移至003
20.
(在屏幕下方显示)
按【INPUt】键,
H03
之值会变成
20.000(注意:
在整数后须加小数点,否则以小数点下第三位计)
号码:
001
0000.00
009
0000.00
002
0000.00
010
0000.00
003
0020.00
.
008
0000.00
016
0000.00
号码:
017
0000.00
020
0000.00
018
0000.00
021
0000.00
0019
0000.00
032
0000.00
(4)参数
(SYSTEM)
:
此参数为机械本身的纟统设定状态,每一个设定去均有
不同的性质,如经更改错误将使得机械执行时产生错误,严重会损机械本
身,故一般请勿动用。
(键库式刀具之刀号,须由此功能进行设定。
)
(5)错误讯号
(MESSAGE)
:
当程序执行或机械运作时产生错误,按此键屏幕
将显现错误的序号,并大要的提示错误的原因。
(在FANC的操错误序号的解说)
。
a.错误讯息
(ALARMMESSAGE)
:
当警告讯号灯闪烁,同时在屏幕上
会有
ALARM
的字眼闪动,按【
MESSAGE
】键,错误讯息将显示
第三章FANUC18M
控制面板操作简介
Page3of7
在屏幕上。
b.机械操作错误讯息
(OPERATORMESSAGE)
:
提醒操作者于操作前
及操作期间须注意事项,如“气压供应不足”
润滑油量不足,
换刀动作未完成“,..等。
将问题排除后,始得继续使用
机械。
(6)刀具路径显示
(CUSTOMGRAPM)
:
当程序执行时,按此键屏幕将显现目
前程序执行到那一个位置,以缯图方式缯出,以确实检查程序是否正确。
按【CUSTOMGRAPM】键,会出现两种功能:
a.按【G.PRM】键,为图形显示参数设定,如图形倍数(K),极限区域
图形是否保留
(A=1
:
不保留,
A=0
:
保留
),………
等。
b.按【GRAPM】键,显示程序执行时的图形,可配合【SBK】,【MLK】,【AFL】
,
………
等功能键使用。
2.程序编辑键
(ADDRESSKEYS)
:
选择编辑状态(EDIT)对程序的开始编辑
或编修。
须配合字符输入键【字符输入键的第一次输入皆为英文,尔后输
入为数字键直到按程序编辑键为止,再继续下一个输入】
。
(1)
更换键
(ALTER)
:
移动光标至错误的字符,再输入正确值后按此键既可。
程序如下:
a.被替换之字符。
b.输入新字符。
c.按替换键
(ALTER)
以更换。
例如:
G01X-20.F2000;
改
G01X-30.F2000;
将光标移至
X-20.
。
G01X-20.F2000;
输入新字符
X-30.
G01X-30.F2000;
(2)
插入键
(INSERT)
:
移动光标至须插入一新的字符之前,再输入新值后按
此键既可。
程序如下:
a.将光标移动至欲插入字符之前面。
b.输入字符。
c.按插入
(INSERT)
例如:
G01X-20.F2000;
改
G01X-20.Y-20.F2000;
先将光标移至
X-20.
输入新值
Y-20.
按插入键
(INSERT)
(3)
去除键
(DELETE)
:
移动光标至须去除的字符,再按此键既可。
程序如下:
第三章
FANUC18M
控制面板操作简介
Page4of7
a.将光标移动至欲消除字符之处。
b.按消除键
(DELETE)
例如
:
G01X-20.Y-20.F2000;
改
G01X-20.F2000;
将光标移动至
Y-20.
处
G01X-20.Y-20.F2000;
按下消除键
(DELETE)
GO1X-20.F2000;
(4)EOB(;)
键:
此键为开新程序或程序区段,须放在每一行程序之最后。
程序
如下:
O0003;
G92X0.Y0.Z0.;
输入
O
0003
按
EOB
输入
Z0.
按
EOB
(5)
Shift(^)键:
操作如英文打字机一样,
若需特定右下角
A~Z
时,
可按
【
Shift
】键,再按【英文
A~Z
】键,就会表示其数字之示符号
(6)
字符消除键
(CAN)
:
此键是消除字符输入暂时区内之字符,按此键既可
消除。
(7)输入输出键
(INPUT/OUTPUT)
:
此二键功能较多,配合其它功能操作如下:
配合其它功能
执行
控制器
MODE
字符输入输出
控制器
TYPE
传输程序之输入输出
面版补正
补正数输入
屏幕缯图、参数
参数值输入
3.重设键
(RESET)
:
此键有两种功能
a.于编辑
(EDIT)
模式时
可使光标重设至最开始之处。
OXXXX
b.可消除屏幕上之错误讯息。
(
ARARM
)
(1)光标键
(CURSORMOVEKEY)
:
↑向上移动光标,↓向下移动光标,
→向右移动光标,←向左移动光标。
此按键有两个功能:
a.每按一次光标会往下移动一字符。
b.寻找某一字符
及寻找程序号码。
(2)翻页键
(PAGE)
:
↑向上翻页,↓向下翻页
第三章
FANUC18M
控制面板操作简介
Page5of7
每按一次
画面往上或往下跳一页。
(3)选择键
(MENU)
:
机能键下之次画面显现。
4.
编辑程序:
a.将模式选择
(MODLESELECTION)
转至编辑【EDIT】
b.按功能键中程序键【PRRRM】
c.输入程序号码。
【OXXXX】
d.按光标键
(CURSOR)
之【↓】
e.开始编辑程序内容。
5.
新增程序:
a.如同编辑程序选择【EDIT】状态,按【PRGRM】键后程序显示,再按【↓】
,就开始编写程序。
b.由传输器将程序输入。
c.以手按程序面板软键直接输入。
6.
如何做
Input/Output/DNC
:
(1)
.
INPUT
输入功能:
由外接之传输装置或个人计算机输入程序。
a.开启
WIN95/98【TERMINAL】
,设定传输参数,再选出档案
之准备传送。
b.将模式选择钮
(MODESELECTION)
转至编辑【EDIT】
。
c.按功能键中程序键【PRGRM】输入程序号码,勿与旧有程式重复,插上RS-232
。
d.按控制面板【SOFT】键内,【READ】键
,再将程序由计算机
传送进来。
(程序全部一起送入)
(2)
.
OUTPUT
输出功能:
a.将模式选择钮
(MODESELECTION)
转至编辑【EDIT】。
b.按功能键中程序键【PRGRM】输入欲传出之程序号码
插上RS-232。
c.按控制面板【SOFT】键内,【PUNCH】键,再按EXEC键开始执行,将NC程序传送进计算机内。
(3).
DNC
功能:
程序之执行是由计算机或传输器所传入者而非执行控制器内所储存之程序。
a.首先以
RS-232
将个人计算机与NC联机。
b.将模式选择钮
(MODESELECTION)
转至传输模式【TAPE】。
按【CYCLEStart】键,屏幕右下显示“LST
c.亦利用
WIN95/98
内设之【TERMINAL】功能直接进行DNC
功能,将程序档案叫出开始传输,并同步执行加工动作。
(即
程序边送边执行)
生于忧患,死于安乐 《孟子•告子》
舜发于畎亩之中,傅说举于版筑之间,胶鬲举于鱼盐之中,管夷吾举于士,孙叔敖举于海,百里奚举于市。
故天将降大任于是人也,必先苦其心志,劳其筋骨,饿其体肤,空乏其身,行拂乱其所为,所以动心忍性,曾益其所不能。
人恒过,然后能改;困于心,衡于虑,而后作;征于色,发于声,而后喻。
入则无法家拂士,出则无敌国外患者,国恒亡。
然后知生于忧患,而死于安乐也。
 升级会员
升级会员 