气门及挺杆的安装.docx
《气门及挺杆的安装.docx》由会员分享,可在线阅读,更多相关《气门及挺杆的安装.docx(6页珍藏版)》请在冰豆网上搜索。
气门及挺杆的安装
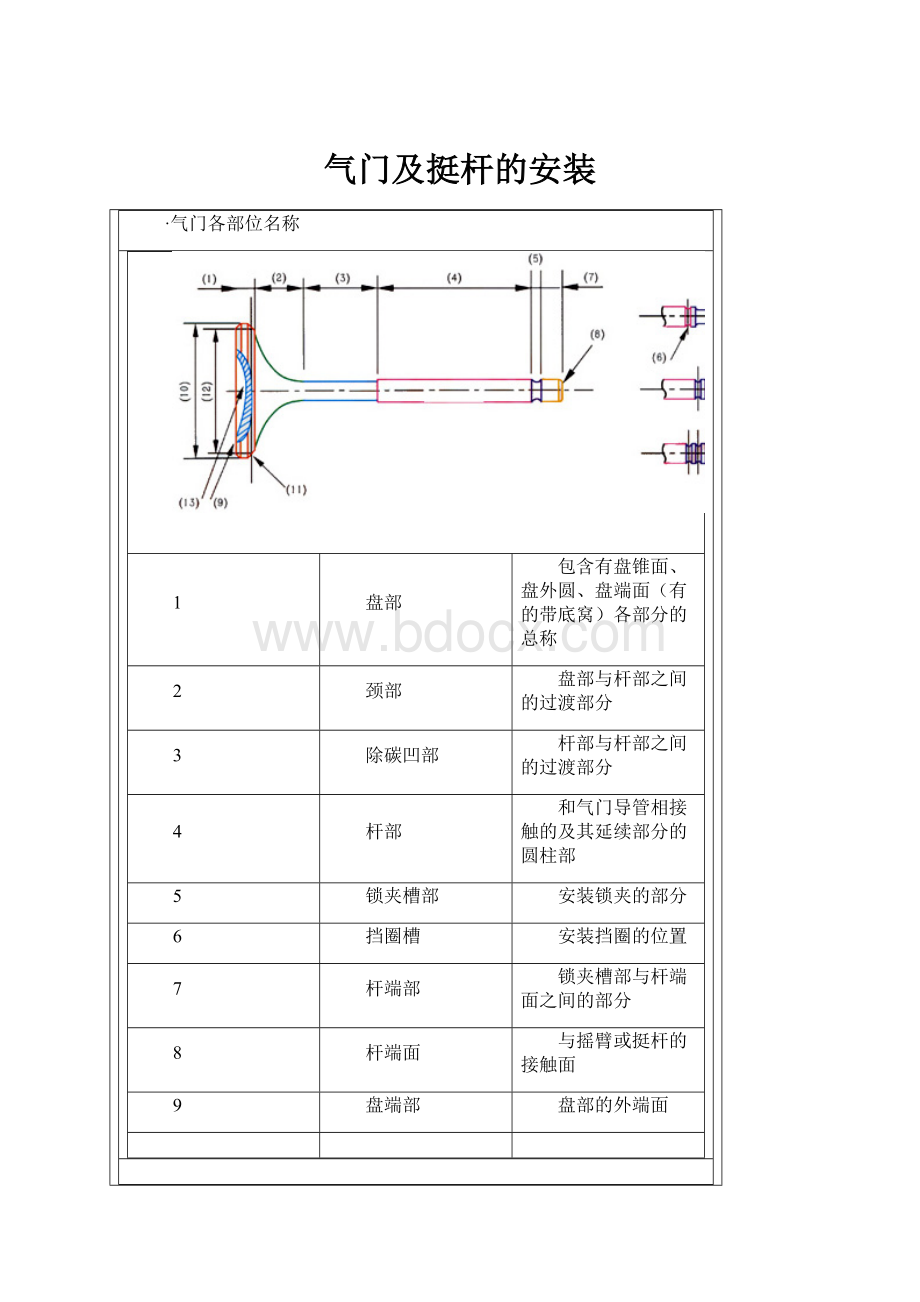
·气门各部位名称
1
盘部
包含有盘锥面、盘外圆、盘端面(有的带底窝)各部分的总称
2
颈部
盘部与杆部之间的过渡部分
3
除碳凹部
杆部与杆部之间的过渡部分
4
杆部
和气门导管相接触的及其延续部分的圆柱部
5
锁夹槽部
安装锁夹的部分
6
挡圈槽
安装挡圈的位置
7
杆端部
锁夹槽部与杆端面之间的部分
8
杆端面
与摇臂或挺杆的接触面
9
盘端部
盘部的外端面
10
盘外圆
处于盘端面与锥面之间的部分
11
盘锥面
与气门座接触的圆锥面
12
基准直径
盘锥面上的设计、计量直径
13
底窝
盘端面的凹窝
·气门的功能及主要结构形式
一、气门的功能
气门是在内燃机工作过程中密封燃烧室和控制内燃机气体交换的精密零件,是保证内燃机动力性能、经济性能、可靠性、耐久性的重要部分,按其功能分为进气门和排气门两种。
气门的工作条件恶劣,进气门的工作温度可达600℃,排气门的工作温度可达800℃。
进气门主要受反复冲击的机械负荷,排气门除受反复冲击的机械负荷外,还受高温氧化性气体的腐蚀以及热应力(即气门盘部因温度梯度产生的应力)、锥面热箍应力(即气门的堆焊材料与基体材料膨胀系数不同产生的附加应力)、和燃烧时气体压力等共同作用,气门在落座时承受由惯性引起的冲击交变载荷及弹簧压力、高温腐蚀气体的高速冲刷等,因此气门的受力情况较为复杂,这要求气门:
(一)具有合理的外形尺寸,对气流阻力要小,提高气缸的充气和排气效率,保证内燃机的动力性能和经济性。
(二)具有足够的热强度,在高温下能够承受很大的冲击负荷作用。
(三)具有良好耐磨性能和使用寿命。
(四)具有良好的抗氧化腐蚀性能。
二、气门结构
满足内燃机工作要求的气门材料有很多,大致可分为:
排气门材料和进气门材料。
通常进气门采用整体结构单一金属材料,而排气门工作温度较高,常选择头杆对焊、整体奥氏体材料杆端焊片及锥面堆焊结构。
图示是一个安排在发动机缸盖上的排气门工作状态示意图。
(图一)
三、气门工作时所承受的机械应力图。
四、气门的形式
序号
名称
示意图
A1
整体气门
A2
焊接气门
A3
堆焊合金气门
A4
表面处理(氮化、镀铬、锁夹槽滚压)
A5
中空钠冷气门
·发动机气门安装须知
汽车发动机气门(以下简称气门)直接影响发动机密封及相关性能,其工作环境恶劣,受强烈的机械负荷、高温和化学腐蚀等作用,是发动机的重要零件,须正确安装。
气门在开箱和运输过程中,不得磕碰,在使用过程中,不得超负荷及承受额外的附加力,否则将使气门变形失效,导致早期损坏。
在安装气门时,请认真阅读以下注意事项。
1、新导管装入缸盖后,应用铰刀校正导管的圆度和内孔尺寸,使气门杆与导管孔的间隙符合发动机说明书的规定。
不可加工已精加工过的气门杆。
使用中,气门杆与导管孔的间隙不得超过发动机说明书规定的磨损极限,一般只要气门杆与导管之间的间隙达到了0.13毫米(杆径等于或小于§8毫米的气门)或0.16毫米(杆径大于§8毫米的气门)就需要更换气门或导管,不然将导致气门早期损坏。
2、同一系列不同机型发动机的气门可能有差别,切勿混装。
3、对变形或烧伤的气门座圈,必须铰、磨校正,不能仅用与气门对研的方法修复。
对无法修复的气门座圈应换新件。
修复或新换的座圈口与导管孔应同轴,同轴度允差0.03毫米。
气门装入气门座圈中,气门与缸盖的下沉量应符合发动机说明书规定的要求。
4、气门与气门座轻轻对研,保证气门密封性。
研磨时不可用粗研磨料。
气门座与气门锥面接触部位,应在气门锥面中下部。
气门与座圈必须密封,密封不良,将导致发动机功率下降和气门早期损坏。
5、研磨后,应用煤油将磨料清洗干净,再用清洁的机油润滑气门杆和导管。
6、装新气门油封。
7、选择合格的气门锁夹。
锁夹应无毛刺;锁夹卡入气门槽颈,轻轻对研,锁夹应与气门锁卡槽相符;气门弹簧座的锥孔与锁夹外锥面接触应良好。
8、装气门锁夹。
不得敲击气门杆端部,且须装牢,否则将造成气门摇动,致使锁夹咬伤气门槽颈,导致气门锁夹槽颈处断裂。
9、调整气门脚间隙。
正确的气门脚间隙非常重要,必须按发动机说明书调整。
最好在汽车行驶800-1000公里后,重新校正一次。
气门脚间隙过小,将使气门工作温度升高,锥面早期磨损。
气门脚间隙过大,将有噪声并造成气门冲击座圈。
这两种情况,都会使气门在颈部断裂。
同时,提醒用户注意以下几点:
1、发动机维修时,更换新气门是非常必要的。
旧的气门,即使表面无任何缺陷,也可能有不可见的疲劳损伤,因此,不可继续使用。
2、更换新气门时,应同时更换新的气门导管和气门弹簧。
使用旧的导管将会增加机油消耗和积碳,而积碳将导致气门工作温度升高,影响气门使用寿命。
旧的气门弹簧,因弹力降低,对气门寿命和发动机的功率是有害的。
3、使用液压挺杆的发动机在更换气门时,除遵照以上须知外,应检查液压挺杆是否能达到技术要求,否则将造成气门的断裂。
·气门挺杆安装须知
一、机械挺杆安装须知
1、一支新挺杆不能与凸角已磨损的凸轮配对。
2、缸体内润滑油的清洁度及油梳压力必须达到发动机的标准要求。
3、安装前用含有抗压添加剂的机油涂抹凸轮凸角(不可使用发动机油、黄油)
4、挺杆外圆与缸体上承孔的配合应为H7/f6,间隙偏大偏小都将影响挺杆正常工作。
5、挺杆中心线上对凸轮凸角应有适当的偏移量以保证挺杆工作时正常旋转。
6、凸轮与推杆最初几分钟的磨合是至关重要的,为保证磨合好,发动机应首先以1200~1800r/min的转速空转30分钟。
二、液压挺杆安装须知
除履行机械挺杆上速各项外,液压挺杆还得注意:
1、用手指按压挺杆的推杆座(间隙调节器为柱塞球头)中心应有实体感,有明显沉降下陷感觉的不可装机。
2、对缸体内机油的清洁度和油流压力要求更为严格,机油氧化膜或任何脏物都有可能楔在泄沉间隙中而导致柱塞卡死。
3、新换上的液压挺杆在发动机起动时若发出噪声,请按下列步骤排气消除噪声;发动机以2000~3000r/min运转4分钟,随后空转30秒,如仍有噪声请重复上述循环,个别情况需用重复五、六次
。
(注:
可编辑下载,若有不当之处,请指正,谢谢!
)
 升级会员
升级会员 