电火花线切割机工作原理及加工工艺制定.docx
《电火花线切割机工作原理及加工工艺制定.docx》由会员分享,可在线阅读,更多相关《电火花线切割机工作原理及加工工艺制定.docx(11页珍藏版)》请在冰豆网上搜索。
电火花线切割机工作原理及加工工艺制定
电火花线切割机工作原理及加工工艺制定
第一节 概 述
电火花加工又称电蚀加工或放电加工,它采用金属丝导线作为工具电极切割工件,利用工件与工具电极之间的间隙脉冲放电所产生的局部瞬时高温,对金属材料进行蚀除的一种加工方法。
一、电火花线切割机工作原理
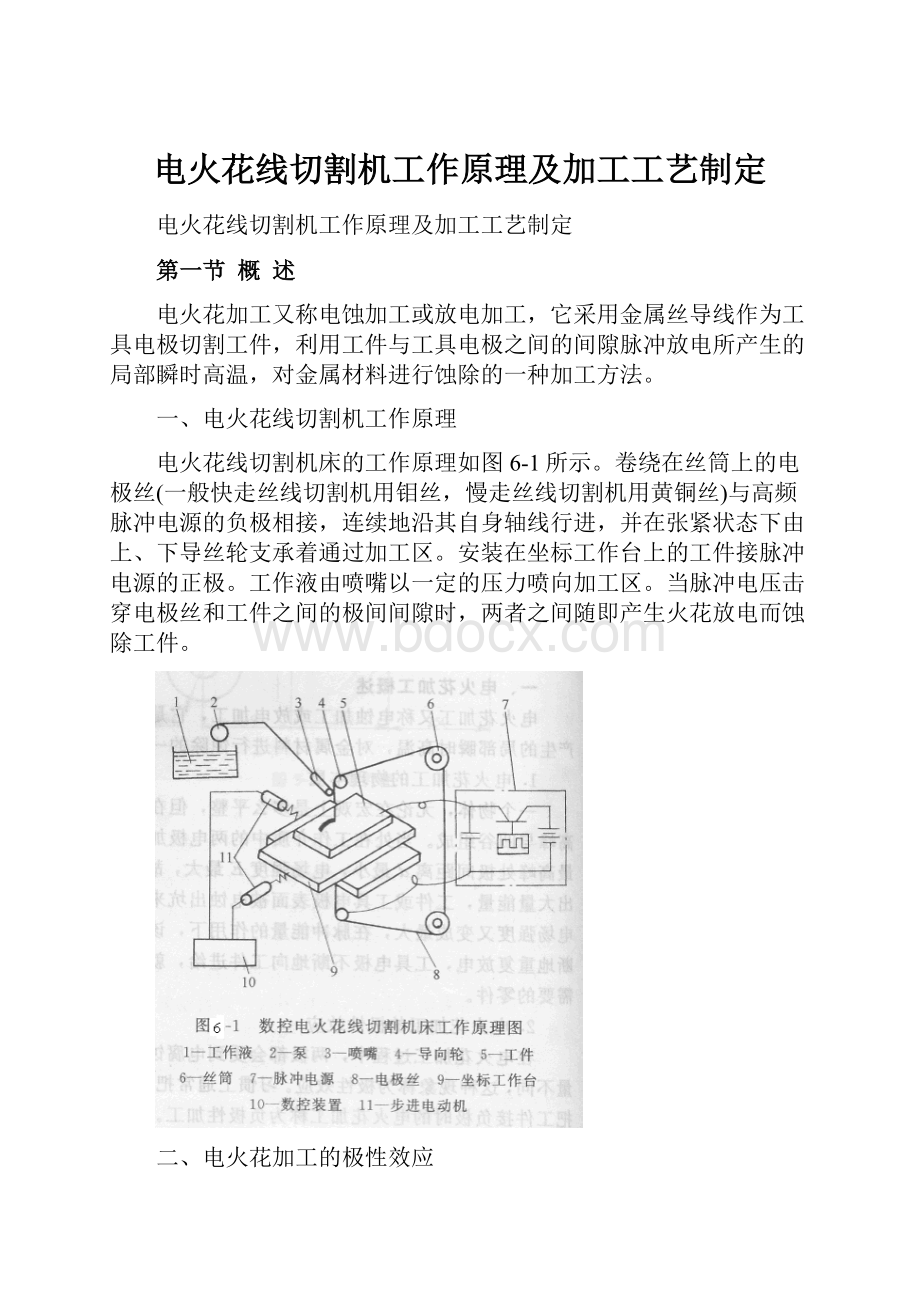
电火花线切割机床的工作原理如图6-1所示。
卷绕在丝筒上的电极丝(一般快走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连续地沿其自身轴线行进,并在张紧状态下由上、下导丝轮支承着通过加工区。
安装在坐标工作台上的工件接脉冲电源的正极。
工作液由喷嘴以一定的压力喷向加工区。
当脉冲电压击穿电极丝和工件之间的极间间隙时,两者之间随即产生火花放电而蚀除工件。
二、电火花加工的极性效应
在电火花加工过程中,两极都会受到电腐蚀,但由于所接电源的极性不同,两极的蚀除量不同,这种现象称为极性效应。
习惯上通常把工件接正极时的电火花加工称为正极性加工,把工件接负极时的电火花加工称为负极性加工。
从提高生产率和减少工具电极损耗的角度来看,极性效应愈显著愈好,采用短脉冲精加工时,应选用正极性加工;采用长脉冲粗加工时,应选用负极性加工。
在实际生产中,极性的选择主要依靠机床参数表或通过试验确定。
三、电火花线切割机的主要加工对象
1.加工模具
电火花线切割机广泛用于加工硬质合金、淬火钢模具零件,调整不同间隙补偿量,只需一次编程就可以切割凸模、凸模固定板、凹模卸料板;挤压模、粉末冶金模、弯曲模、塑料模等带锥度的模具。
以及形状复杂、带有尖角的窄缝形小型凹模,可采用整体结构淬火后线切割加工,既能保证模具精度,又可简化模具设计和制造。
2.加工点火化成形加工用的电极
带锥度型腔加工的电极,一般穿孔加工的电极,对于用银钨、铜钨合金材料等,用线切割加工特别经济。
3.加工零件
可用于加工品种多、数量少的零件,特殊难加材料的零件。
试验样件、样板,各种型孔、齿轮、样板、成形刀具以及细微型孔和已型槽孔加工。
尤其是薄壁件加工,可多片叠在一起加工。
四、电火花线切割加工的特点
1.以金属丝为电极,降低了成形工具电极的设计制造费用。
2.加工时工具与工件不直接接触(有些特种加工方法不需要工具),不承受较大的作用力。
3.工具的硬度可以比工件低,只要是导电或半导电材料都可以加工。
4.电极丝直径较细,介于0.003—0.3mm之间切缝很窄,可实现套料加工。
5.采用移动的长电极丝加工,电极丝损耗少,加工进度高。
6.不能加工盲孔或纵向阶梯表面。
第二节 数控线切割加工工艺制订
数控电火花线切割加工一般是零件加工的最后一道工序,如图6-2所示,为线切割加工的工艺过程。
与通用机械加工工艺有很大差别,因此数控电火花线切割编程与其它数控机床相比,有着自己的特点。
编程前应细致分析零件的加工要求和特点,充分考虑零件的线切割加工工艺,做好编程前的工艺处理。
图6-2线切割加工工艺
一、坯料准备
模具工件一般采用锻造毛坯,其线切割加工常在淬火与回火后进行。
由于手材料淬透性的影响,当大面积去除金属和切断加工时,会使材料内部残余应力的相对平衡遭到破坏而产生变形,影响加工精度,甚至在加工中造成材料突然开裂。
为减少这种影响,应在加工前作好工艺准备:
下料—锻造—退火—机加工—划线—加工型孔—淬火—磨—退磁处理
二、工件装夹和位置确定
工件在机床工作台或夹具中的位置直接影响工件各基点坐标的计算,同时也影响切割部位和切割起点的选择。
合理装夹工件不但有利于编程,而且有利于减少加工变形,保证加工精度。
线切割加工中工件的装夹方法主要有以下几种:
1.工件装夹方式
(1)悬臂式装夹 如图6-3所示,这种方式装夹方便、通用性强,但装夹误差较大。
仅用于工件加工精度要求不高或悬臂较短的情况。
图6-3悬臂方式装夹工件 图6-4两端支撑方式装夹工件
(2)两端支撑方式装夹 如图6-4所示,这种方式装夹方便、稳定,定位精度高,但不适于装夹较小的零件。
(3)桥式支撑方式装夹 如图6-5所示,在通用夹具上放置垫铁后再装夹工件。
这种方式装夹方便,对大、中、小型工件都能适用。
(4)板式支撑方式装夹 如图6-6所示,使用有通孔的支撑板装夹工件,这种方式装夹精度高。
图6-5桥式支撑方式装夹工件
图6-6板式支撑方式装夹工件 图6-7百分表找正
2.工件位置的校正
采用上述方式安装后,还需进行位置校正,才能使零件的定位基准面分别与机床的工作台面及X、Y轴平行,以保证所切割的工件表面与基准面之间的相对位置精度。
(1)百分表找正
如图6-7所示,用磁力表架将百分表固定在丝架或其他位置上,百分表的测头与工件基准面接触,往复移动工作台,按百分表的指示值调整工件的位置,直至百分表指针的偏摆范围达到要求的数值,找正应在相互垂直的三个方向进行。
(2)划线找正
如图6-8所示,利用固定在丝架上的划针对正工件上的基准线或基准面,往复移动工作台,根据目测调整工件的位置,直至划针的运动轨迹同工件上的基准线或基准面完全吻合。
该法用于精度要求不高的工件,也可以在工件表面较为粗糙的表面上进行。
图6-8划线找正图 6-9固定基面定位找正
(3)固定基面定位找正
如图6-9所示,利用通用或专用夹具上的定位基准面,将夹具的位置找正就可保证工件的正确加工位置。
3.电极丝位置的找正
线切割加工前,应将电极丝调整到与工作台面垂直的位置。
(1)目测法
如图6-10所示,可以直接利用目测或借助2—8倍的放大镜进行。
将电极丝移动到加工的起点上(穿丝孔中心),利用穿丝处的十字基准线,分别沿划线方向观察电极丝与基准线的重合情况,调整电极丝的上下导轮位置,直至在两个方向观察电极丝与基准线都重合为止。
适用于加工精度不高的场合。
图6-10目测法
(2)火花法
如图6-11所示,从X、Y两个方向分别移动工作台,使电极丝逐渐逼近工件的基准面,若出现的火花上下均匀,则说明电极丝的位置已调整好,适用于加工精度不高的场合。
当精度要求较高时,使用专门的对丝仪,操作方法相同。
图6-11火花法
第二节 数控线切割加工工艺制订
三、线切割加工主要工艺问题
1.切割部位、切割路线、切割起点和穿丝孔位置的选择
(1)切割部位的选择
在电火花线切割加工中,常出现加工变形问题,影响了加工精度,严重时会造成工件报废。
工件变形的主要原因是工件中存在的内应力在线切割加工时重新分布而造成。
为了减少工件变形,必须考虑工件在坯料中的切割部位,合理选择切割起点、穿丝孔位置和切割路线。
线切割加工时,坯料的边角处变形较大(尤其是热处理性能较差的淬火钢和硬质合金)因此在选择切割部位、切割路线时,应尽量避开坯料的边角处,使切割轨迹距离各少寸均匀,如图6-12所示。
图6-12 切割部位的选择
(2)切割路线的选择
选择切割路线时,应尽量使工件在整个切割过程中具有良好的刚性,一般将工件与其夹持部位分离的切割段安排在最后切割,以减小工件变形,如图6-13所示。
实际加工过程中,为了保持工件的刚性,有时采用边切割边夹持的方法,如加工中用胶水粘结工件。
a) 不正确 b)正确
图6-13切割路线的选择
(3)切割起点的选择
切割的起点一般也是切割的终点,但电极丝返回到起点时必然存在重复位置误差,造成加工痕迹,影响了切割精度和表面质量。
为此,应合理选择加工起点:
①应在表面粗糙度要求较小的表面上选择切割起点;
②应尽量在切割图形的交点上选择切割起点
③对于无切割交点的工件,切割起点应尽量选择在便于钳工修复的部位。
如外轮廓的平面、半径大的弧面,要避免选择在凹入部分的表面上。
(4)穿丝孔位置的选择
使用穿丝孔切割工件,可使坯料保持完整,从而有利于保持刚度,减小工件变形。
在切割起点确定后,可以确定穿丝孔的位置,一般穿丝孔加工在切割起点的附近,轨迹交点或便于计算的坐标点上,直径不宜太大或太小,一般选择在3-10毫米的范围内,如图6-14所示。
a)不正确 b)不好 c)好
图6-14 穿丝孔
在同一块毛坯上要切出两个以上工件时,不能仅设一个穿丝孔将所有工件一次性切割出来。
加工大型工件时最好在加工轨迹上多设置几个穿丝孔,以便在切割中发生断丝时能够就近重新穿丝。
切割带有封闭型孔的工件时,穿丝孔应位于待切割型孔内部,设在型孔中心计算、操作方便,但无用的切入行程较长。
对大型型孔工件,穿丝孔应设在靠近加工轨迹的边角处。
切割外形时,可以将穿丝孔设在型面外边,靠近切割起点处。
切割窄槽时,穿丝孔应设在图形的最宽处,如图6-15所示。
图6-15穿丝孔位置应选择在图形的最宽处
2.引入和切出方式的选择
(1)引入方式的选择
在线切割加工中,引入点通常与工件切割起点不重合,这就需要一段从引入点切割到切割起点的引入切割段。
当切割起点选在切割图形的交点上时,引入切割段通常采用直线方式;当切割起点选在切
割图形的表面上时,对于无补偿的切割,引入切割段通常采用圆弧方式,并与切割起始段相切,对于带补偿的切割,引入切割段在圆弧方式引入前需增加用于建立补偿的直线段,如图6-16所示。
a)直线引入 b)无补偿切割的圆弧引入 c)带补偿切割的圆弧引入
图6-16引入方式
(2)切出方式的选择
一般工件轮廓切割完后,还需增加一段切出切割段。
与引入方式相同,切出方式也有直线和圆弧两种,如图6-17所示。
a)直线切出 b)无补偿切割的圆弧切出 c)带补偿切割的圆弧切出
图6-17 切出方式
图6-18切出切割段中的保护切割段
此外,当电极丝切割到边缘时,材料易发生变形,会造成切口闭合而夹断电极丝。
因此,有时在切出切割段还增设一段保护电极丝的切割段,如图6-18中的A'A″切割段。
3.偏移量的计算
电火花线切割加工中偏移量的计算比较简单,偏移量为电极丝半径与单边放电间隙之和,如图6-19。
(6-1)
继续阅读
 升级会员
升级会员 